О чем речь? Ошибки балансировочного станка возникают при долгой службе устройства, и это нормальное явление. Большую часть из них можно убрать, проведя несложные манипуляции и калибровку.
На что обратить внимание? Однако сложные неисправности требуют иного подхода. Отремонтировать балансировочный станок своими силами можно, но только если вы четко знаете, что делаете. В противном случае лучше обратиться к специалистам.
В этой статье:
- Устройство балансировочного станка
- Причины и признаки неисправности балансировочного станка
- Ошибки балансировочного станка и методы самостоятельного их устранения
- Калибровка балансировочного станка
- Нужно ли калибровать новый балансировочный станок
Устройство балансировочного станка
Наверное, каждый второй автолюбитель хоть раз в жизни сталкивался с ездой на автомобиле с разбалансированным колесом. В результате такого движения в руле транспортного средства ощущается сильная вибрация, происходит ускоренный износ резины и деталей подвески. Причиной разбалансировки является несовпадение геометрического центра колеса и его центра массы.
Процесс балансировки колес и карданных валов автомобиля предотвращает неравномерное истирание покрышек, увеличивает эксплуатационный период ступичных подшипников и деталей подвески. Наибольшим спросом эта услуга пользуется осенью и весной, когда все автолюбители переобувают своего «железного коня» в зимнюю резину, и наоборот.

Балансировка колес или карданных валов осуществляется только с помощью специализированного оборудования. Простая сборка колеса, хоть и правильная, не подразумевает его автоматическое уравновешивание. Специализированное балансировочное оборудование работает в различных режимах с различными размерами и формами дисков.
Если укрупненно рассмотреть конструкцию станка, то она состоит из опор, электромотора и комплекта измерительных датчиков. В процессе балансировки электромотор вращает оправку, на которой закреплено колесо. С помощью датчиков на вращающемся колесе определяется место неуравновешенности.
По конструкции опор балансировочные станки могут быть:
- Мягкими. В этом случае при балансировке происходит измерение амплитуды и частоты движения опоры, спровоцированных кручением разбалансированного колеса. Под каждый вид детали подбирается индивидуальный станок, следовательно, результаты проверок более точны.
- Жесткими. Здесь происходит измерение давления и фазы ротора. Это универсальный станок, который может тестировать разные виды деталей, но при этом точность измерений не такая высокая, как у станков с мягкими опорами.
Ось вращения у балансировочных стендов может быть как вертикальной, так и горизонтальной. Наиболее точные измерения происходят при наличии автоматизированного привода.
Одним из важнейших устройств станка является датчик измерения скорости. Его работа основана на принципе акселерометра или магнитной индукции.
Следующим, не менее важным устройством является датчик измерения угла разворота.
В зависимости от значения показаний датчиков, а также количества поворотов колеса определяются место и масса, которую необходимо добавить.
По способу ввода данных балансировочные стенды могут быть:
- автоматическими;
- ручными.
При балансировке на автоматическом стенде необходимо ввести данные о диаметре колеса, расстоянии до диска, а иногда и ширине. Такой тип оборудования требуем минимальных затрат по времени для уравновешивания дисков и карданных валов. Вывод информации происходит на жк-монитор в цифровом виде.
Во втором случае специалист производит измерение колеса вручную, с помощью линейки, а затем вводит данные в станок.

Признаки неисправности балансировочного станка
Понять, что оборудование для балансировки карданных валов и колес неисправно, можно по следующим признакам:
- не удается произвести балансировку с первого раза;
- происходит неправильное определение массы и геометрии колеса, что свидетельствует о неисправности датчиков;
- во время работы происходит сброс показателей;
- автоматика выдает сообщение об ошибке балансировочного станка;
- треск подшипников или посторонние шумы от других деталей;
- сильное биение во время работы;
- сбой программного обеспечения.
Это далеко не весь перечень неисправностей, которые указывают на потребность в настройке оборудования или его ремонте. Любая, даже самая незначительная, поломка современного устройства требует обращения к сертифицированному ремонтному персоналу. Профессиональные инженеры с помощью диагностического оборудования могут точно определить ошибки балансировочного станка, признаки и причины неисправностей.
При возникновении сбоев в работе оборудования сотрудники шиномонтажной мастерской должны немедленно прекратить работу и сообщить о возникновении неполадки непосредственному руководству. Руководитель в большинстве случаев принимает решение о ремонте станка в специализированном сервисе.
Ремонтники в первую очередь производят разборку и чистку оборудования, выявляют ошибки балансировочного станка, разбираются в деталях и составляют ведомость обнаруженных дефектов.

На основании этого документа становится понятно, как, каким образом и где можно осуществить ремонт, какие материалы и запасные части потребуются для этого. Все возможные варианты реанимирования оборудования доносятся до владельца мастерской. Заказчик рассматривает их, анализирует каждый на предмет временных и финансовых потерь и принимает окончательное решение в пользу того или иного способа ремонта. Затем составляется смета, осуществляется восстановление работоспособности станка.
В стандартный перечень услуг специализированных сервисных центров по ремонту оборудования для шиноремонтной мастерской входит:
- установка оборудования и наладочные работы;
- калибровка измерительных приборов;
- замена неисправных комплектующих;
- диагностические работы;
- замена технических жидкостей оборудования;
- ремонт электрической части, в том числе замена привода;
- сервисные работы;
- консультационные услуги;
- регулировка механизма;
- замена, калибровка программного обеспечения.
Ошибки балансировочного станка и методы самостоятельного их устранения
Ниже приведены коды неисправностей и причины их появления, а также методы устранения.
| Код ошибки | Наименование и возможная причина ошибки | Способ устранения |
| Err 1 | Неправильное направление вращения вала или ошибка ротационного датчика. | Поменять местами 2 фазы 380 B или выполнить операции аналогичные ошибкам 6 и 8. |
| Err 2 | Ошибка EEPROM. Нет контакта с D9 или она неисправна. | Замена платы вычисления. |
| Err 3 | Ошибки параметров станка | Произвести обнуление параметров станка, если код ошибки сохранится, необходима замена платы вычисления. |
| Err 4 | Ошибка усилителя сигнала пьезодатчиков. Напряжение на входах АЦП <0.8 В или >2.3 В | Проверить напряжение питания платы ±5 В и -5В. Если оно в норме, возможно появление утечек из-за отсыревания. Требуется просушить станок, плату вычислителя или заменить ее. |
| Err 5 | Ошибка параметра балансировки вала | Если ошибка возникает при включении станка и повторяется, произведите действия аналогичные ошибке Err 3. Если ошибка возникает при балансировке, это означает, что сигналы с датчиков превышают допустимое значение. |
| Err 6 | Ошибка нулевого отсчёта ротационного датчика | Произвести регулировку положения ротационного датчика и проверить чистоту диска с метками на шкиве. |
| Err 7 | Остановка вала в процессе измерения | Устранить причину остановки |
| Err 8 | Ошибка ротационного датчика | Проверить положение ротационного датчика и чистоту диска с метками |
| Err 9 | Замкнуты кнопки клавиатуры при включении станка | Произвести замену клавиатуры |
| Err 10 | Нет сигнала с частотного преобразователя | Произвести проверку предохранителя на частотном преобразователе, при его неисправности заменить |
Калибровка балансировочного станка
По прошествии определенного времени точность показателей балансировочного станка может падать. Проверку его работы осуществляют следующим образом:
- Берется колесо 15-го или 16-го радиуса и устанавливается на станок.
- В ручном режиме вводятся необходимые параметры.
- Запускается процесс балансировки.
- После остановки колеса выдается результат 25-30. Производится установка грузиков и снова запускается станок. Результат может быть в пределах 05-10.
В случае если после трех балансировок колесо не уравновешивается, то это первый сигнал о необходимости проверки конусов на наличие люфтов и их посадки на валу.
Если указанные выше проблемы подтвердились, то следует провести обязательную калибровку оборудования. Это делается следующим образом:
- После того как показатели доведены до значения 00-00, следует набить грузик весом 100 грамм и запустить процесс балансировки. Должны получиться показатели 00-100.
- Если значения будут составлять 05-95, то уже нужно планировать мероприятия по калибровке станка. Работать на нем еще допустимо, но следует тщательно проверить крепление и наличие люфтов.
- В случае если итоговое значение после контрольной балансировки показывает отклонение в 15 единиц, работа запрещается до калибровки оборудования.
Если не удается достигнуть параметров 00-100, требуется проведение технического обслуживания стенда с привлечением квалифицированного ремонтного персонала. Они произведут его очистку от загрязнений, замерят напряжение сети и т.д. После чего производится повторный процесс калибровки.

Также необходимо обращать внимание на то, как балансировочный стенд производит оценку колеса посредством измерения его параметров. Для этого диск условно делится на горизонтальную и вертикальную плоскости, благодаря чему шина условно разделяется на четыре приблизительно одинаковые части.
При определении параметров колеса главную роль играет точность его установки на вал балансировочного оборудования. Идеальным вариантом является тот, при котором все четыре части оказываются равными. В случае неперпендикулярной установки колеса на вал станка разделение его на части будет неравномерным, что приведет к искажению снимаемых данных.
Нужно ли калибровать новый балансировочный станок
Многие начинающие владельцы шиноремонтной мастерской считают, что при покупке нового балансировочного оборудования можно не производить его калибровку. Правильно это или нет?
При изготовлении балансировочного станка завод-изготовитель обязан провести первичное опробование его работы и осуществить калибровку. Но чаще всего с момента производства оборудования и до его покупки и доставки потребителю может пройти довольно большой период времени, в течение которого станок претерпевает несколько транспортировочных переездов.
Необходимо помнить, что оборудование, предназначенное для балансировки карданных валов и колес, должно проходить периодические проверки, техническое обслуживание и калибровки. Если в процессе работы не получается произвести балансировку с первой попытки, то это является первым признаком того, что вероятно калибровка станка была сбита.
В качестве примера можно рассмотреть балансировочное оборудование фирмы Trommelberg. Этот производитель очень популярен в нашей стране. Правильность показаний нового станка проверяют следующим образом: на правую часть пустого ротора прикрепляют грузик, весом 100 грамм и запускают процесс балансировки.
Идеальными показателями будут: нулевое значение с левой стороны, а с правой – 100. При установке грузика с левой стороны показатели соответственно меняются. Допустимая погрешность оборудования может составлять 1 – 2 грамма. На практике абсолютно новые станки могут выдавать показатели 35-75 вместо положенных 0-100.
Следовательно, после монтажа и пробного включения нового станка необходима его калибровка. Впоследствии это сэкономит время, нервы и позволит оказывать качественные услуги клиентам, которые будут рады посетить ваш сервис еще раз.
15-РЕШЕНИЕ ПРОБЛЕМ
Возможно принять во внимание различные причины возникновения некорректной работы станка. Если микропроцессор обнаруживает их, на дисплей выводятся индикатор «Err» и номер ошибки со следующими расшифровками.
ОШИБКА РАСШИФРОВКА
1: Нет сигнала о вращении. Приемник может быть в неправильном положении, мотор может не запуститься, что-то мешает движению колеса.
2: Во время определения цикла скорость обода опустилась ниже 60n/1′.
3: Ошибка в математических подсчетах, возможно из-за неверного автоматического ввода. Повторите операцию автоматического ввода. Может иметь место дисбаланс колеса.
4: Мотор движется в обратную сторону.
5: Защитный экран не был опущен во время пуска вращательного механизма.
7: Ошибка внесения в память данных с автоматического ввода. Повторите автоматический ввод.
8: Ошибка во время процедуры автоматического ввода. Может быть вызвана проведением второго оборота без прикрепленного груза либо из-за неисправности кабеля преобразователя.
16-ПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Прежде, чем приступить к действиям, описанным ниже, отключите станок от электросети.
Корректировка натяжения ремня:
- Снимите защитный кожух.
- Ослабьте 4 болта, крепящих мотор и скорректируйте положение мотора, тем самым натягивая ремень.
- Затяните 4 болта у мотора и закрепите защитный кожух в первоначальном положении.
«Непостоянная» индикация дисбаланса:
Возможны ситуации, при которых после балансирования колеса, его снятия и повторной установки на станок обнаруживается его дисбаланс.
Это происходит не из-за неверной индикации станка, а по причине неправильной установки диска на муфту — за две фазы крепления диск изменил свое положение относительно вала балансирующего устройства. Если диск зафиксирован на муфте с помощью болтов, это может случиться из-за того, что болты не были перпендикулярно, осторожно, постепенно затянуты, одно или несколько (если это случается слишком часто) отверстий на диске имеет слишком большой диаметр.
Необоснованные ошибки до 10 грамм (0.4 унции) являются допустимыми по причине дисков с заблокированными конусами. Если колесо закреплено болтами или штифтами, эта ошибка возникает чаще.
Баланс колеса после его обслуживания на станке зависит от наличия или отсутствия дисбаланса на барабане балансирующего устройства или — очень часто — из-за отверстий, крепящих диск и барабан — они могут иметь слишком большое расхождение. По этой причине может быть необходима завершающая балансировка установленного колеса.
17-ГАРАНТИЙНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
(только для квалифицированных специалистов)
П
РОВЕРКА ДИСТАНЦИИ КОЛЕИ
Эта колея не требует корректировки. Единственное, что может требовать внимания — изменение положения разметочной полосы. Эта полоса должна быть расположена следующим образом: если точка совпадает с плоскостью приемника в лежачем положении, линия, отмечающая 19, должна располагаться у белой нейлоновой гильзы. (точка отсчета).
ПРОВЕРКА ПОЗИЦИОННОГО ДАТЧИКА
Д
ля проверки корректной работы позиционного сенсора, выполните следующую диагностику:
- Удостоверьтесь, что ни один из трёх фотоэлементов не трется о диск фиксации, и что ни один из них не находится положении RESET (СБРОС).
- Используя вольтметр в режиме постоянного тока, проверьте следующие напряжения (машина должна быть включена, но не запущен вращающийся механизм):
-между заземлением 4 и проводом 5 устойчивое напряжение +5 Вольт
-между заземлением 4 и проводом 2 (RESET (СБРОС)) +4,5-4,8 Вольт, если переключатель RESET закрывает фотоэлемент и 0 Вольт, если не закрывает.
-между заземлением 4 и проводом 1 (CLOCK (ЧАСЫ)) и между заземлением и проводом 3 (U/D) напряжение должно колебаться в пределах от 0 Вольт до 4,5-4,8 Вольт при медленном пуске вращающегося вала.
ВАЖНО: Если позиционный механизм должен быть перемещен, снимите панель, только отвинчивая два крепежных болта, но не снимайте кронштейн. Это упростит изменение положения.
КОРРЕКТИРОВКА ПОЛОЖЕНИЯ ПЬЕЗО-ДАТЧИКА
ИНСТРУКЦИИ ПО КОРРЕКТИРОВКЕ ПОЛОЖЕНИЯ ПЬЕЗО-ДАТЧИКА
И ногда проблемы могут быть вызваны ошибками пьезо-датчика. Для демонтажа следуйте инструкциям:
ногда проблемы могут быть вызваны ошибками пьезо-датчика. Для демонтажа следуйте инструкциям:
- Снимите боковую крышку и поднимите панель.
- Снимите болты 1 и 2 вместе с пружиной и шайбами.
- Ослабьте гайки 3,4 и 5 и отсоедините части.
- Поставьте новые части в последовательности и без фиксирования гаек.
ЗАМЕТКА: пьезо-части должны быть закреплены в соответствии с положением цветных проводов, как показано на рисунке.
- Закрутите гайку с помощью ключа. Гайки 3 и 4 должны быть зафиксированы руками (примерно пол оборота ключа). Держите шпиндель вала ровно в линии.
- Поставьте обратно пружину и гайки 1 и 2, таким образом, чтобы прокладка полностью закрывала гайки. После этого ослабьте их на пол оборота, это даст пьезо-частям встать в правильное положение.
- Смажьте пьезо-части обильным слоем силикона. (ЗАМЕТКА: эффективность пьезо-кристаллов обеспечивается изоляцией выше 50 МОм.
- Поставьте боковую крышку и поднимите панель.
1 8-ПОДРОБНЫЕ ЧЕРТЕЖИ
8-ПОДРОБНЫЕ ЧЕРТЕЖИ

19-СПИСОК ЗАПАСНЫХ ДЕТАЛЕЙ
| Номер | Код | Описание | Кол-во | Номер | Код | Описание | Кол-во | |
| 1 | P-100-900000-0 | Винт | 4 | 39 | S-140-008300-0 | Камрьютерная панель | 1 | |
| 2 | P-100-080000-0 | Шайба | 2 | 40 | B-007-060081-0 | Винт | 8 | |
| 3 | B-024-050061-0 | База | 1 | 41 | PX-830-100000-0 | Плата ввода | 1 | |
| 4 | B-024-050251-0 | Кожух | 1 | 42 | S-135-001500-1 | Дисплей | 1 | |
| 5 | B-024-050251-0 | Шайба | 3 | 43 | S-115-008600-0 | Панель ввода | 1 | |
| 6 | B-040-050000-1 | Винт | 3 | |||||
| 7 | P-000-001001-0 | Выступ | 3 | 101 | S-042-000380-0 | Пружина | 1 | |
| 8 | PX-100-010920-0 | Панель регули-ровки мотора | 1 | 102 | P-100-180000-0 | Втулка | 2 | |
| 9 | Панель видеовыхода | 1 | 103 | PX-096-040000-0 | Вал | 1 | ||
| 10 | S-060-000210-0 | Выключатель | 1 | 104 | S-060-000410-0 | Микро-переключатель | 1 | |
| 11 | Гайка | 4 | 105 | Гайка | 2 | |||
| 12 | S-140-008218-0 | Планшет | 1 | 106 | B-014-060351-1 | Держатель вала | 1 | |
| 13 | Винт | 4 | 107 | PX-100-050000-0 | Кольцо вала | 1 | ||
| 14 | S-025-000135-0 | Кольцевой замок для кабеля | 3 | 108 | B-024-060081-0 | Винт | 1 | |
| 15 | Винт | 2 | 109 | B-040-102020-1 | Винт | 2 | ||
| 16 | Винт | 4 | 110 | P-100-200000-0 | Крышка | 1 | ||
| 20 | S-063-002000-0 | Конденсатор | 1 | 111 | B-007-060081-0 | Винт | 3 | |
| 21 | Хомут | 1 | 112 | Винт | 1 | |||
| 22 | S-051-230020-0 | Двигатель | 1 | 113 | B-004-100001-0 | Гайка | 1 | |
| 23 | B-004-060001-1 | Гайка | 4 | 114 | PX-100-200200-0 | Ось | 1 | |
| 24 | B-040-061412-1 | Шайба | 4 | |||||
| 25 | B-004-050001-1 | Гайка | 2 | 201 | P-120-210000-0 | Пружина | 1 | |
| 26 | B-014-050351-1 | Винт | 2 | 202 | P-120-250000-0 | Маховик | 1 | |
| 27 | PX-100-110000-0 | Плата | 1 | 203 | S-132-000010-0 | Датчик натяжения | 2 | |
| 28 | B-024-050061-0 | Винт | 2 | 204 | B-007-060081-0 | Винт | 5 | |
| 29 | B-040-050000-1 | Шайба | 2 | 205 | PZ-120-260000-0 | Шкив | 2 | |
| 30 | B-050-100000-0 | Винт | 4 | 206 | PX-120-240000-0 | Силовой элемент | 1 | |
| 31 | PZ-000-020822-0 | Щит питания | 1 | 207 | PX-120-230000-0 | Крючок | 1 | |
| 32 | PX-800-120000-0 | Коробка щита питания | 1 | 208 | B-040-050000-1 | Шайба | 1 | |
| 33 | B-024-050251-0 | Винт | 2 | 209 | B-024-050161-1 | Винт | 1 | |
| 34 | D-010-100100-1 | Резистор | 1 | 210 | P-100-520000-0 | Стопорное кольцо | 2 | |
| 35 | B-024-060081-0 | Гайка | 2 | 211 | P-100-170000-0 | Пластиковая гильза | 2 | |
| 36 | Гайка | 4 | 212 | B-010-060161-0 | Винт | 1 | ||
| 37 | Блок питания | 1 | 213 | PZ-120-090000-0 | Линейка измерения дистанции диска | 1 | ||
| 38 | P-800-190000-0 | Крышка с карманами | 1 | 214 | P-822-160100-0 | Рукоятка | 1 | |
| 215 | P-100-160200-0 | 1 | 307 | B-024-030061-0 | Винт | 4 | ||
| 216 | P-822-160700-0 | 1 | 308 | Головка линейки | 1 | |||
| 217 | P-822-160700-0 | Винт | 1 | 309 | P-100-420000-0 | Пластмассовая крышка | 1 | |
| 310 | P-100-340000-0 | Пружина | 1 | |||||
| 301 | S-042-000380-0 | 1 | 311 | S-100-000010-0 | Собранный вал | 1 | ||
| 302 | B-040-103030-1 | Шайба | 1 | 312 | P-100-080000-0 | Винт | 1 | |
| 303 | B-014-100251-0 | Винт | 3 | 313 | B-048-102330-1 | Шайба | 4 | |
| 304 | B-050-100000-0 | Шайба | 3 | 314 | B-004-100001-2 | Гайка | 5 | |
| 305 | B-040-102020-1 | Шайба | 6 | 315 | S-131-000010-0 | Сенсорный узел | 2 | |
| 306 | PZ-000-060100-0 | Плата датчика позициони-рования | 1 | 316 | B-040-124030-1 | Шайба | 2 | |
| 317 | P-100-070000-0 | Винт | 1 |
Начало: Часть 1 — что там внутри станка?
Продолжение: Часть 3 — Trommelberg CB1960B — особенности работы
Что такое калибровка и в чем, собственно, проблема?
Балансировочный станок — по сути измерительный прибор для относительных измерений. Перед началом работы на него нужно поставить идеальное колесо с гарантированным отсутствием дисбаланса, после чего последовательно закрепить в определенных местах грузы строго определенной величины и получить от них «образцовые» сигналы. При дальнейшей работе все вычисления ведутся относительно этих эталонных величин. Физически эта процедура выглядит следующим образом: станок переключается в сервисный режим и просит оператора провести измерения пустого вала, потом вала с установленным идеальным колесом, потом просит поставить груз 50 грамм на внутреннюю сторону идеального колеса в положении 12 часов, потом на внешнюю. На этом цикл калибровки завершается. При последующей проверке станок должен показать 0:0 на колесе без грузов и 50:0 и, соответственно, 0:50 при установке грузов внутри и снаружи. Так это выглядит по инструкции.
Проблема же заключается в том, что сразу после калибровки станок исправно дает при проверке 50:0 и 0:50, но, через некоторое, непродолжительное время, даже без рабочей нагрузки, начинает показывать, например 45:5 и 15:40, те показывает ложные веса на той стороне, где их нет и занижает вес на правильной стороне. Повторная калибровка решает проблему, но через некоторое время станок опять начинает «перекидывать» несуществующие веса. В моем случае это происходило в течение суток без рабочей нагрузки и могло произойти после балансировки одного-двух комплектов колес. Поначалу, из-за отсутствия опыта, проблема была незаметна, тк в результате балансировка в ноль все таки получалась, но количество итераций для ее достижения было слишком велико, что в случае с клеевыми грузами выливалось в колоссальный их перерасход. Постепенно пришло понимание, что что-то не так, начались эксперименты с пристрастием, которые позволили выявить системный характер проблемы и локализовать ее.
Проверка электроники
В первую очередь из числа подозреваемых была исключена электроника. Мой станок всегда перекидывал намного больший груз с внешней стороны на внутреннюю. Для проверки я просто поменял местами датчики и, соответственно, перекинул их разъемы на основной плате. Ничего не изменилось. Соответственно ни датчики, ни аналоговая часть, ни вычислитель тут ни причем. Понятно, что проблема чисто механическая.
Рабочая гипотеза N1
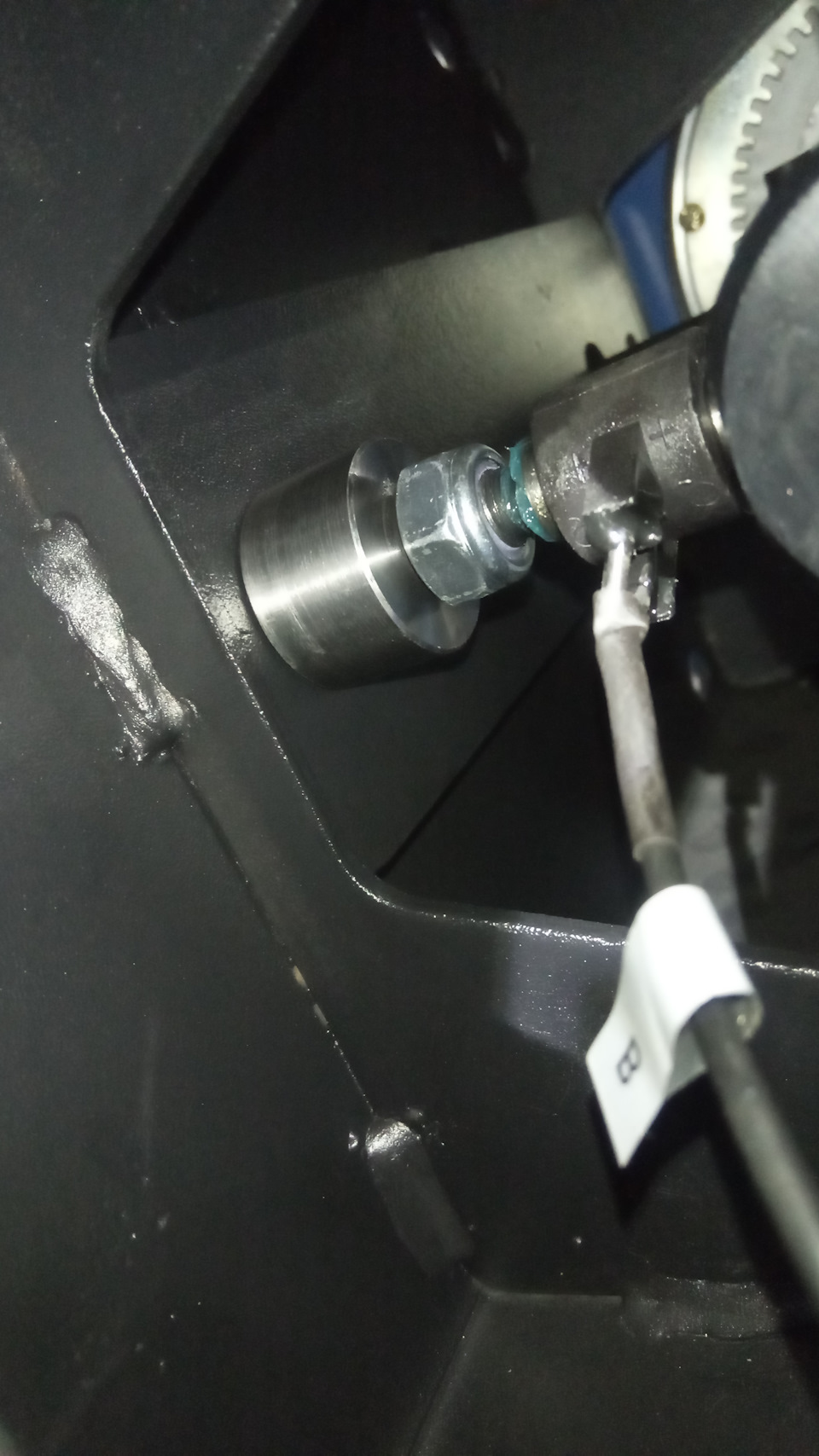
Первыми под подозрение попали длинные и достаточно тонкие регулировочные винты. Дело в том, что станок китайский и сделан достаточно неряшливо, несоосность винта с телом переднего датчика была заметна невооруженным глазом. Я предположил, что жесткость винта недостаточна при таком эксцентрическом нагружении и его немножечко выгибает со временем или от вибрации, что ведет к изменению преднатяга.

Полный размер
Длинный и тонкий регулировочный винт
Для исправления ситуации я выточил стальные втулки, и растянул регулировочный винт гайкой со стороны датчика. Теперь эквивалентный диаметр и жесткость регулировочного винта увеличились многократно, впрочем, как и сложность сборки и регулировки, но статистически значимого результата это не дало.

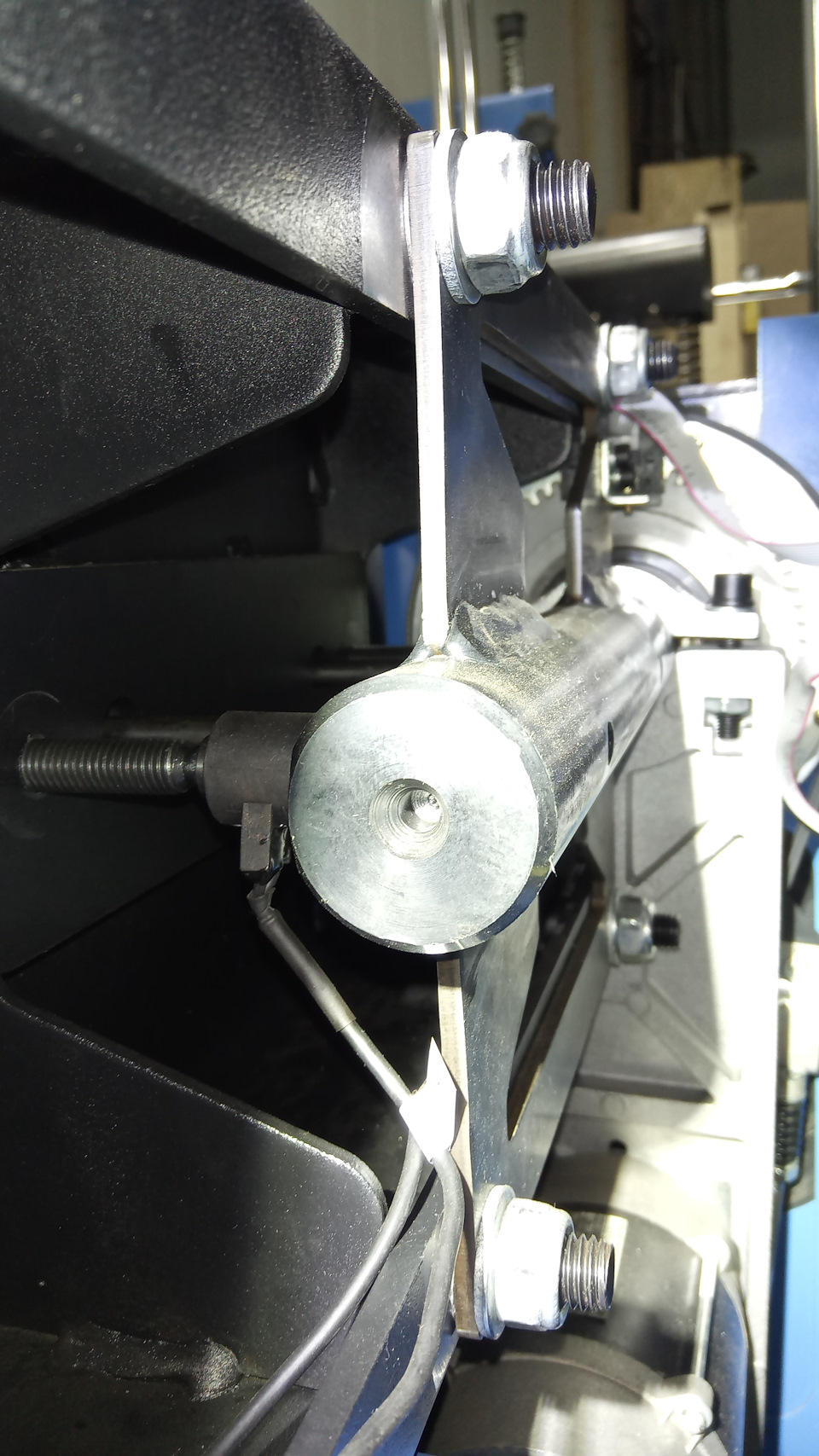
Полный размер
Регулировочный винт с втулкой и гайкой
Полный размер
Узел датчика в сборе
Рабочая гипотеза N2
Далее было заподозрено непосредственно крепление рамки к С профилю. Дело в том, что профиль сам по себе кривоватый и крашеный чем то типа раптора, грубой шершавой краской. Рамка притягивается к нему болтами М12 прямо на краску. Мысль была такая, что вдруг там эта краска как-то проминается со временем и рамка по ней скользит? Как проверить? Да легко. Разобрал станок, снял самку с валом с профиля, кинул профиль на фрезер и навел красоту. Снял совсем немного, пару десяток, так, чтобы профиль ничего не потерял в жесткости. Далее были изготовлены четыре тонкие стальные шайбы, которые были проложены между рамкой и профилем, что радикально уменьшило площадь их взаимного контакта, сделав его по сути точечным. Затяжка крепежных болтов М12 моментом 77 Нм и контакт металл-металл исключили какие либо подвижки в этом узле и… снова фиаско. Вроде бы получше стало, теперь калибровка держалась подольше, но ненамного.
Решение
Решение, как обычно, нашлось случайно, хотя и было тщательно подготовлено всей предварительной работой. Уже витало в воздухе, так сказать. Ну казалось бы элементарнейшая система, одна пружина и один винт, ну что еще может повлиять на натяг этого винта? Оказывается есть еще один неучтенный фактор. Вспомните, как устроен лук, ну, тот, который стреляет стрелами, так вот, С — профиль это рога лука, наша рамка с валом — тетива. Рабочий натяг рамки в 5 мм, необходимый для работы датчиков, стягивает С профиль и, таким образом, профиль тоже участвует в формировании натяга датчика и, видимо, является самым нестабильным от времени/температуры фактором. Избавиться от него элементарно просто. Нужно просто отпустить, тем самым сняв напряжение профиля, и вновь затянуть два верхних болта крепления рамки. И все! Тетива перестает выгибать рога лука, профиль распрямляется и его упругость перестает влиять на натяг датчиков. Проблема решается за пять минут практически голыми руками. Фактически дефект станка является следствием нарушения технологии сборки. Наверняка китайцы сначала полностью крепят рамку, а потом натягивают датчики.
Полный размер
Рамка стягивает края С профиля, как тетива лука
Таким образом, скорее всего, все вышеописаные доработки необязательны. Если станок не держит калибровку, нужно, не меняя настроек датчиков, в первую очередь попробовать отпустить и вновь затянуть верхние болты крепления рамки к профилю и, естественно, откалибровать станок.
Итоговый тест
Сухие цифры лучше любого словоблудия отражают ситуацию: на момент написания поста доработаный станок отработал без калибровки 25 дней. Проблема решена.
Рекомендации по сборке измерительного блока и преднатягу датчиков
То, что один человек сделал, другой завсегда сломать может, поэтому разбирается измерительный блок очень легко, но для сборки нужно знать еще пару цифр. Соблюдайте такую последовательность:
1) Крепим рамку к профилю на два нижних болта, верхние должны быть ослаблены. За счет люфтов в крепежных отверстиях пытаемся добиться наилучшей соосности регулировочных винтов с датчиками.
2) Заворачиваем оба натягивающих болта с пружинами примерно на 3.5 оборота, что при шаге резьбы 1.5 мм дает перемещение 5.25мм.
3) Регулировочными винтами, через датчики, отжимаем вал в обратную сторону на 0.5 мм (удобно контролировать индикатором часового типа).
4) Затягиваем два верхних болта крепления рамки.
Необходимости идеально точно соблюдать эти цифры нет, все нормально работает и при разбросах +/-30%.
Начало: Часть 1 — что там внутри станка?
Продолжение: Часть 3 — Trommelberg CB1960B — особенности работы
Еще по теме шиномонтажа:
Кровь из глаз: привалочные плоскости колесных дисков и ступиц
Разделение грузов при балансировке
Искривлятор балансировочных грузов
Балансировка царь-колеса. Вот это наш размерчик!
Доработка балансировочного станка под конуса малой конусности
Взрывная накачка для шиномонтажа
SIVIK балансировочные конуса PROFESSIONAL КС-232
«Третья рука» для шиномонтажного станка
Балансировочный станок Trommelberg CB1960B — особенности работы. Часть 3
Балансировочный станок Trommelberg CB1960B — ремонт: решение проблемы нестабильности калибровки. Часть 2
Балансировочный станок Trommelberg CB1960B — что внутри. Часть 1
Во время работы на балансировочном станке могут происходит различные сбои и поломки. Раскалибровка, это одна из проблем, которая может возникнуть.
Раскалибровка возникает из-за:
1) Перепада напряжения. Дабы не допустить такого, рекомендуем установить стабилизатор напряжения.
2) Удары по валу или корпусу балансировочного станка. Сильное физическое воздействие также может спровоцировать раскалибровку.
Калибровка балансировочного станка.
- Калибровка тракта измерения дистанции.
Для оценки погрешности устройства ввода дистанции выдвиньте штангу ввода параметров и уприте внешнюю боковую сторону её рукоятки в задний торец фланца вала (рис 1). При этом на экране ввода геометрических параметров (рис.2) появится величина дистанции. Если величина дистанции не равна 117±5 мм, то устройство ввода дистанции требует калибровки.


Нажмите кнопку «MENU», в открывшемся окне выберите пункт 5 «Калибровка». Выберите пункт 2 «Калибровка дистанции» (рис. 3). Выдвиньте штангу ввода параметров, уприте внешнюю боковую сторону её рукоятки в задний торец фланца вала, и нажмите кнопку «Enter». В окне «Калибровка дистанции» выделится второй пункт 2. Вставьте ручку дистанции в отверстие 2. Нажмите кнопку «Enter».

Если вы хотите откалибровать только тракт измерения дистанции и не переходить к калибровке тракта измерения диаметра, нужно выйти из «Menu», «Калибровка дистанции» для этого нажмите кнопку «Start». Появится «Параметры записаны», а на экране появится изображение основного рабочего экрана.
- Калибровка тракта ввода диаметра диска колеса.
Установите на вал станка шаблон для калибровки. Вставьте наконечник рукоятки выдвижной штанги в нижнее отверстие шаблона и нажмите «Enter». В окне «Калибровка дистанции» выделите пункт 3. Вставьте ручку дистанции в отверстие 4, нажмите кнопку «Enter». Выполните указание по пункту 2, в окне «Калибровка дистанции» появится фраза «Параметры записаны». Нажмите кнопку «STOP» для возврата к основному рабочему экрану.
Процесс калибровки вы можете посмотреть на видео.
Список возможных ошибок при работе на балансировочном станке
|
Код ошибки |
Наименование ошибки и вероятная причина |
Метод устранения |
|
Err 1 |
Не правильное направление вращения вала либо ошибка ротационного датчика. |
Поменять местами 2 фазы 380 B либо выполнить операции как при ошибках 6 и 8. |
|
Err 2 |
Ошибка EEPROM. Нет контакта с D9 или она неисправна. |
Заменить плату вычисления. |
|
Err 3 |
Ошибки параметров станка |
Произвести стирание параметров станка, если код ошибки сохранится, то нужно заменить плату вычисления. |
|
Err 4 |
Ошибка усилителя сигнала пьезодатчиков. Напряжение на входах АЦП <0.8 В или >2.3 В |
Проверить напряжение питания платы ±5 В и -5В. Если они в норме, возможно появление утечек из-за отсыревания. Нужно просушить станок и плату вычислителя или заменить плату вычислителя. |
|
Err 5 |
Ошибка параметра балансировки вала |
Если ошибка возникает при включении станка и повторяется. Произведите действия как при ошибке Err 3. Если ошибка возникает при балансировке, это означает что сигналы с датчиков превышают допустимое значение. |
|
Err 6 |
Ошибка нулевого отсчёта ротационного датчика |
Отрегулировать положение ротационного датчика и проверить чистоту диска с метками на шкифе. |
|
Err 7 |
Остановка вала в процессе измерения |
Устранить причину остановки |
|
Err 8 |
Ошибка ротационного датчика |
Проверить положение ротационного датчика и чистоту диска с метками |
|
Err 9 |
Замкнуты кнопки клавиатуры при включении станка |
Заменить клавиатуру |
|
Err 10 |
Нет сигнала с частотного преобразователя |
Проверить предохранитель на частотном преобразователе. |
(Более подробные инструкции по эксплуатации станка, обслуживанию и т.д. вы можете найти в официальных инструкциях от компании Sivik на страницах стендов в нашем каталоге)
Электронный блок станка, при появлении ошибок или иных проблем выдает сообщение, где в левой части дисплея (монитора) будет сообщение — Err, а в правой части дисплея будет код ошибки. Ниже приведены возможные ошибки балансировочного станка
Коды ошибок в балансировочных станках Сивик
| Код | Описание | Как устранить |
|---|---|---|
| 01 | Колесо было остановлено, измерение было прервано | Запустить измерение снова, дождавшись окончания процедуры |
| 10 | Ошибка,с калибровкой прибора, для измерения диаметра | Откалибровать данный прибор |
| 11 | Неверный калибровочный коэффициент (значение не является допустимым) | Откалибровать прибор (датчик) для считывания дисбаланса |
| 21 | Во внутренней памяти станка, нет записей с параметрами колес | При появлении данной ошибки после включения станка, следует записать параметры колеса в первую ячейку |
| 30 | Поломка датчика угла | Получить обслуживание в сервисе |
| 50 | Ошибка возникает при неустановленном пороге обнуления | Установить порог обнуления |
| 51 | Ошибка, связанная со чтением со счетчика нулевых значений | Получить обслуживание в сервисе |
| 52 | Постоянная времени – некорректна либо ошибки при ее считывании | Получить обслуживание в сервисе |
| 53 | Не выполнена калибровка, прибора, измеряющего диаметр | Откалибровать прибор, измеряющий диаметр |
| 54 | Прибор для измерения дисбаланса не откалиброван | Откалибровать прибор |
| 55 | Ошибка с начальным дисбалансом | Устранить начальный дисбаланс |
| 70,71,72,79 | Ошибка, связанная с управлением приводом | Получить обслуживание в сервисе |
| 73 | Ошибка с прибором для измерения углов (датчиком) либо с управлением приводом | Получить обслуживание в сервисе |
| 80 | Нажатие кнопки ПУСК и начало измерений, с поднятым кожухом и включенной функции блокировки старта при поднятом кожухе | Опустить кожух, либо отключить блокировку согласно инструкции |
Другие ошибки
| № | Название | Описание | Действия для исправления |
|---|---|---|---|
| 1 | После включения не горят индикаторы | Питание не подключено | Проверить исправность розетки или провода |
| Предохранитель не работает | Установить другой предохранитель | ||
| 2 | Результаты двух и более измерений отличаются свыше чем на 5 г (без замены колеса) | Станок был неправильно смонтирован на рабочее место | Переустановить станок в соответствии с требованиями |
| Колесо при измерениях проскальзывает | Очистить от загрязнителей, обезжирить поверхности как вала с чашкой, так и диска колеса. Повторно закрепить колесо в соответствии с инструкцией и убедиться в отсутствии проскальзывания после завершения измерений | ||
| Инородные предметы в чашке вала | Убрать лишние предметы из чашки вала | ||
| Разные загрязнители (мусор, вода) и предметы под покрышкой | Разбортовать колесо, произвести очистку покрышки | ||
| Механическое воздействие на станок (удары, либо вибрации) | Устранить механическое воздействие на станок | ||
| Вал был плохо закреплен | Переустановить вал в соответствии с инструкцией | ||
| 3 | После повторной установки колеса итоги измерений отличаются на 15 г и более (колесо 13”, ширина 5”) | Поверхности, предназначенные для монтажа диска или вала, загрязнены | Произвести очистку поверхностей |
| Инородные предметы, вода в камере колеса | Разбортовать колесо, удалить инородные предметы и(или) воду | ||
| Колесо неправильно закреплено (выбран неправильный метод), либо колесо – некондиционное | Заменить колесо или изменить метод крепления | ||
| Чрезмерный собственный дисбаланс вала | Произвести проверку и (если требуется) убрать дисбаланс вала | ||
| 4 | После калибровки станка точность измерения дисбаланса не соответствует требованиям | Неправильная калибровка станка, или механические воздействия на него во время измерений | Повторно откалибровать |
| Причины описаны во втором и третьем пунктах данной таблицы | Решение аналогичное описанному во втором и третьем пунктах | ||
| 5 | При подключенном питании и попытке включения, станок не включается, либо появляется звуковой сигнал | Сработало устройство защиты от перенапряжения | Обесточить станок, проверить и устранить причину перенапряжения сети. Перезапустить станок |
(Более подробные инструкции по эксплуатации станка, обслуживанию и т.д. вы можете найти в официальных инструкциях от компании Sivik на страницах стендов в нашем каталоге)
Электронный блок станка, при появлении ошибок или иных проблем выдает сообщение, где в левой части дисплея (монитора) будет сообщение — Err, а в правой части дисплея будет код ошибки. Ниже приведены возможные ошибки балансировочного станка
Коды ошибок в балансировочных станках Сивик
| Код | Описание | Как устранить |
|---|---|---|
| 01 | Колесо было остановлено, измерение было прервано | Запустить измерение снова, дождавшись окончания процедуры |
| 10 | Ошибка,с калибровкой прибора, для измерения диаметра | Откалибровать данный прибор |
| 11 | Неверный калибровочный коэффициент (значение не является допустимым) | Откалибровать прибор (датчик) для считывания дисбаланса |
| 21 | Во внутренней памяти станка, нет записей с параметрами колес | При появлении данной ошибки после включения станка, следует записать параметры колеса в первую ячейку |
| 30 | Поломка датчика угла | Получить обслуживание в сервисе |
| 50 | Ошибка возникает при неустановленном пороге обнуления | Установить порог обнуления |
| 51 | Ошибка, связанная со чтением со счетчика нулевых значений | Получить обслуживание в сервисе |
| 52 | Постоянная времени – некорректна либо ошибки при ее считывании | Получить обслуживание в сервисе |
| 53 | Не выполнена калибровка, прибора, измеряющего диаметр | Откалибровать прибор, измеряющий диаметр |
| 54 | Прибор для измерения дисбаланса не откалиброван | Откалибровать прибор |
| 55 | Ошибка с начальным дисбалансом | Устранить начальный дисбаланс |
| 70,71,72,79 | Ошибка, связанная с управлением приводом | Получить обслуживание в сервисе |
| 73 | Ошибка с прибором для измерения углов (датчиком) либо с управлением приводом | Получить обслуживание в сервисе |
| 80 | Нажатие кнопки ПУСК и начало измерений, с поднятым кожухом и включенной функции блокировки старта при поднятом кожухе | Опустить кожух, либо отключить блокировку согласно инструкции |
Другие ошибки
| № | Название | Описание | Действия для исправления |
|---|---|---|---|
| 1 | После включения не горят индикаторы | Питание не подключено | Проверить исправность розетки или провода |
| Предохранитель не работает | Установить другой предохранитель | ||
| 2 | Результаты двух и более измерений отличаются свыше чем на 5 г (без замены колеса) | Станок был неправильно смонтирован на рабочее место | Переустановить станок в соответствии с требованиями |
| Колесо при измерениях проскальзывает | Очистить от загрязнителей, обезжирить поверхности как вала с чашкой, так и диска колеса. Повторно закрепить колесо в соответствии с инструкцией и убедиться в отсутствии проскальзывания после завершения измерений | ||
| Инородные предметы в чашке вала | Убрать лишние предметы из чашки вала | ||
| Разные загрязнители (мусор, вода) и предметы под покрышкой | Разбортовать колесо, произвести очистку покрышки | ||
| Механическое воздействие на станок (удары, либо вибрации) | Устранить механическое воздействие на станок | ||
| Вал был плохо закреплен | Переустановить вал в соответствии с инструкцией | ||
| 3 | После повторной установки колеса итоги измерений отличаются на 15 г и более (колесо 13”, ширина 5”) | Поверхности, предназначенные для монтажа диска или вала, загрязнены | Произвести очистку поверхностей |
| Инородные предметы, вода в камере колеса | Разбортовать колесо, удалить инородные предметы и(или) воду | ||
| Колесо неправильно закреплено (выбран неправильный метод), либо колесо – некондиционное | Заменить колесо или изменить метод крепления | ||
| Чрезмерный собственный дисбаланс вала | Произвести проверку и (если требуется) убрать дисбаланс вала | ||
| 4 | После калибровки станка точность измерения дисбаланса не соответствует требованиям | Неправильная калибровка станка, или механические воздействия на него во время измерений | Повторно откалибровать |
| Причины описаны во втором и третьем пунктах данной таблицы | Решение аналогичное описанному во втором и третьем пунктах | ||
| 5 | При подключенном питании и попытке включения, станок не включается, либо появляется звуковой сигнал | Сработало устройство защиты от перенапряжения | Обесточить станок, проверить и устранить причину перенапряжения сети. Перезапустить станок |
На чтение 10 мин. Просмотров 4 Опубликовано 28 апреля, 2023
Содержание
- Err sp как исправить балансировочный станок
- Коды ошибок балансировок Corghi, Sice, Teco, Mondolfo Ferro и др.
- Коды ошибок балансировочных станков
- Коды ошибок балансировок Corghi, Sice, Teco, Mondolfo Ferro и др.
- Калибровка балансировочного станка и ошибки при работе на нём
Err sp как исправить балансировочный станок
Коды ошибок балансировок Corghi, Sice, Teco, Mondolfo Ferro и др.
Балансировочный станок самостоятельно определять различного рода неисправности и выводит на дисплей сообщение, содержащее код: А – предупреждения и Е, Err- Неисправности
Ошибка калибровки чувствительности. Выполните калибровку чувствительности.
Убедитесь, что груз корректно прикреплен и повторите калибровку.
E 1
Необходимо выполнить калибровку чувствительности.
Ошибка была допущена во время программы калибровки. Не выполнены условия для калибровки чувствительности. — Повторите процедуру калибровки.
Колесо не подходит для выполнения калибровки, используйте колесо средних размеров и отбалансированное (ex. 5.5″X14″).
а) Ошибка калибровки внешней линейки. Выполните калибровку линейки
b) Внешняя линейка не найдена: Нажмите кнопки и , пока не загорится световой элемент, соответствующий программе CAL. Нажмите ENTER дважды для отключения управления линейкой и очистки дисплея от ошибки.
Неверный ввод данных для программы балансировки колес с легко-сплавными дисками. Не корректное введение размеров колеса в ALU программе. Исправьте данные
Допущена ошибка в процедуре оптимизации. Повторите процедуру с начала.
Временно не доступен выбор запрашиваемой программы. Выполните вращение и повторите запрос.
Значение дисбаланса около 999г
Снизьте величину дисбаланса и повторите вращение.
а) Внутренняя линейка расстояния не в исходной позиции, когда станок включен.
Выключите станок, установите линейку в правильное положение и включите станок снова.
b) Сбой датчика расстояния. Нажмите кнопку для отключения датчиков и введите данные при помощи клавиатуры. Свяжитесь с техническим центром.
а) Линейка диаметра не в исходной позиции (не отведена до конца), когда станок включен.
Выключите станок, установите линейку в правильное положение и включите станок снова.
b) Сбой датчика диаметра. Нажмите кнопку для отключения датчиков и введите данные вручную.
Свяжитесь с техническим центром.
а) Линейка ширины не в исходной позиции (не отведена до конца), когда станок включен.
Выключите станок, установите линейку в правильное положение и включите станок снова.
b) Внешняя линейка не найдена:
Нажмите кнопки и , пока не загорится световой элемент, соответствующий программе CAL.
Нажмите ENTER дважды для отключения управления линейкой и очистки дисплея от ошибки.
С) сбой соответствующего потенциометра:
Нажмите кнопки и , пока не загорится световой элемент, соответствующий программе CAL.
Нажмите ENTER дважды для отключения управления линейкой и очистки дисплея от ошибки.
E 16
Температура мотора очень высокая. Выдержите паузу перед новым запуском (станок при этом выключать не обязательно).
Неправильное расположение внешней линейки во время калибровки
Установите линейку в правильное положение и повторите калибровку.
Данные введены не полностью или неправильно в программе ALU P.
Программа не доступна на этой модели.
Программа доступна только после выбора одной из следующих программ: Alu 1P,
Alu 2P, Motorcycle Dynamic, Motorcycle Alu
Колесо не останавливается в максимально допустимое время. Неисправность тормоза
Вычислительная ошибка энкодера. Продуйте энкодер воздухом Если ошибка часто встречается, свяжитесь с техническим центром.
Сбой устройства вращения колеса. Выключите станок и включите снова; если ошибка не исчезла, свяжитесь с техническим центром.
Сбой устройства вращения колеса. Проверьте предохранитель 20А
Процедура оптимизации (ОРТ) уже начата другим пользователем.
Разные значения сигналов от датчиков в процессе вращения. Убедитесь что машина стоит твердо на полу, и не подвергался толчкам или колебаниям в процессе вращения. Повторите вращение.
Один или оба ультразвуковых датчика не работают должным образом
Не работает электро-прижим. Перезапустите станок, если ошибка не исчезнет, свяжитесь с технической службой
Колесо зажато неправильно (только при использовании электроприжима)
Начата процедура использования электроприжима . — Процедура прекращается автоматически чер6ез 30сек.
Е F0
«Нулевая» ссылка не найдена( не работает энкодер)
Err Stp
или А Stp
Колесо остановлено во время вращения. Убедитесь, что стопорное кольцо хорошо затянуто
Неправильно введены данные для программы ALU. Введите данные верно
Обнаружена ошибка в выполнении программы оптимизации.
Повторите процедуру сначала.
A Cr
Вращение колеса выполнено с поднятым кожухом.
Опустите кожух и выполните вращение.
Быстрый запрос Другие сообщения
CAL [GO]
Калибровочное вращение колеса
Вращение колеса с выбранной программой Alu
Вращение колеса с выбранной программой Motorcycle Dynamic
Вращение колеса с выбранной программой Motorcycle Alu
Вращение колеса с выбранной программой Static
Установка числа спиц в программе «Спрятанные грузы»
Значение дисбаланса превышает 999г
Балансировочный станок в режиме ожидания или выполняется самокалибровка устройства вращения колеса.
Если у вас еще остались вопросы по ошибкам заполните форму внизу страницы и мы вам в ближайшее время ответим или перезвоним
Источник
Коды ошибок балансировочных станков
Коды ошибок балансировок Corghi, Sice, Teco, Mondolfo Ferro и др.
Балансировочный станок самостоятельно определять различного рода неисправности и выводит на дисплей сообщение, содержащее код: А – предупреждения и Е, Err- Неисправности
Err CAL Ошибка калибровки чувствительности. Выполните калибровку чувствительности.
Убедитесь, что груз корректно прикреплен и повторите калибровку.
E 1 Необходимо выполнить калибровку чувствительности.
Е 2 Ошибка была допущена во время программы калибровки. Не выполнены условия для калибровки чувствительности. — Повторите процедуру калибровки.
A 3 Колесо не подходит для выполнения калибровки, используйте колесо средних размеров и отбалансированное (ex. 5.5″X14″).
Err 4
а) Ошибка калибровки внешней линейки. Выполните калибровку линейки
b) Внешняя линейка не найдена: Нажмите кнопки и , пока не загорится световой элемент, соответствующий программе CAL. Нажмите ENTER дважды для отключения управления линейкой и очистки дисплея от ошибки.
А 5 Неверный ввод данных для программы балансировки колес с легко-сплавными дисками. Не корректное введение размеров колеса в ALU программе. Исправьте данные
E 6 Допущена ошибка в процедуре оптимизации. Повторите процедуру с начала.
Err 7 или А7 Временно не доступен выбор запрашиваемой программы. Выполните вращение и повторите запрос.
Err 9 или А9 Значение дисбаланса около 999 г.
Снизьте величину дисбаланса и повторите вращение.
Err 10 или А10
а) Внутренняя линейка расстояния не в исходной позиции, когда станок включен.
Выключите станок, установите линейку в правильное положение и включите станок снова.
b) Сбой датчика расстояния. Нажмите кнопку для отключения датчиков и введите данные при помощи клавиатуры. Свяжитесь с техническим центром.
Err 11
а) Линейка диаметра не в исходной позиции (не отведена до конца), когда станок включен.
Выключите станок, установите линейку в правильное положение и включите станок снова.
b) Сбой датчика диаметра. Нажмите кнопку для отключения датчиков и введите данные вручную.
Свяжитесь с техническим центром.
Err 12
а) Линейка ширины не в исходной позиции (не отведена до конца), когда станок включен.
Выключите станок, установите линейку в правильное положение и включите станок снова.
b) Внешняя линейка не найдена:
Нажмите кнопки и , пока не загорится световой элемент, соответствующий программе CAL.
Нажмите ENTER дважды для отключения управления линейкой и очистки дисплея от ошибки.
с) сбой соответствующего потенциометра:
Нажмите кнопки и , пока не загорится световой элемент, соответствующий программе CAL.
Нажмите ENTER дважды для отключения управления линейкой и очистки дисплея от ошибки.
E 16 Температура мотора очень высокая. Выдержите паузу перед новым запуском (станок при этом выключать не обязательно).
Err 20 или А20
Неправильное расположение внешней линейки во время калибровки
Установите линейку в правильное положение и повторите калибровку.
Err 23 или А23
Данные введены не полностью или неправильно в программе ALU P.
Введите данные правильно.
Err 25 или А25
Программа не доступна на этой модели.
Err 26 или А26
Программа доступна только после выбора одной из следующих программ: Alu 1P,
Alu 2P, Motorcycle Dynamic, Motorcycle Alu
Err 27 Колесо не останавливается в максимально допустимое время. Неисправность тормоза
Err 28 Вычислительная ошибка энкодера. Продуйте энкодер воздухом Если ошибка часто встречается, свяжитесь с техническим центром.
Err 29 Сбой устройства вращения колеса. Выключите станок и включите снова; если ошибка не исчезла, свяжитесь с техническим центром.
Err 30 Сбой устройства вращения колеса. Проверьте предохранитель 20А
Err 31 или А31 Процедура оптимизации (ОРТ) уже начата другим пользователем.
Err 32 Разные значения сигналов от датчиков в процессе вращения. Убедитесь что машина стоит твердо на полу, и не подвергался толчкам или колебаниям в процессе вращения. Повторите вращение.
E 40 Один или оба ультразвуковых датчика не работают должным образом
E 50 Не работает электро-прижим. Перезапустите станок, если ошибка не исчезнет, свяжитесь с технической службой
А 51 Колесо зажато неправильно (только при использовании электроприжима)
А 52 Начата процедура использования электроприжима . — Процедура прекращается автоматически чер6ез 30сек.
Е F0 «Нулевая» ссылка не найдена( не работает энкодер)
Err Stp или А Stp Колесо остановлено во время вращения. Убедитесь, что стопорное кольцо хорошо затянуто
Alu Err Неправильно введены данные для программы ALU. Введите данные верно
OPT Err Обнаружена ошибка в выполнении программы оптимизации. Повторите процедуру сначала.
ErrCr или A Cr Вращение колеса выполнено с поднятым кожухом.
Опустите кожух и выполните вращение.
Источник
Калибровка балансировочного станка и ошибки при работе на нём

Во время работы на балансировочном станке могут происходит различные сбои и поломки. Раскалибровка, это одна из проблем, которая может возникнуть.
Раскалибровка возникает из-за:
1) Перепада напряжения. Дабы не допустить такого, рекомендуем установить стабилизатор напряжения.
2) Удары по валу или корпусу балансировочного станка. Сильное физическое воздействие также может спровоцировать раскалибровку.
Калибровка балансировочного станка.
- Калибровка тракта измерения дистанции.
Для оценки погрешности устройства ввода дистанции выдвиньте штангу ввода параметров и уприте внешнюю боковую сторону её рукоятки в задний торец фланца вала (рис 1). При этом на экране ввода геометрических параметров (рис.2) появится величина дистанции. Если величина дистанции не равна 117±5 мм, то устройство ввода дистанции требует калибровки.
Нажмите кнопку «MENU», в открывшемся окне выберите пункт 5 «Калибровка». Выберите пункт 2 «Калибровка дистанции» (рис. 3). Выдвиньте штангу ввода параметров, уприте внешнюю боковую сторону её рукоятки в задний торец фланца вала, и нажмите кнопку «Enter». В окне «Калибровка дистанции» выделится второй пункт 2. Вставьте ручку дистанции в отверстие 2. Нажмите кнопку «Enter».
Если вы хотите откалибровать только тракт измерения дистанции и не переходить к калибровке тракта измерения диаметра, нужно выйти из «Menu», «Калибровка дистанции» для этого нажмите кнопку «Start». Появится «Параметры записаны», а на экране появится изображение основного рабочего экрана.
- Калибровка тракта ввода диаметра диска колеса.
Установите на вал станка шаблон для калибровки. Вставьте наконечник рукоятки выдвижной штанги в нижнее отверстие шаблона и нажмите «Enter». В окне «Калибровка дистанции» выделите пункт 3. Вставьте ручку дистанции в отверстие 4, нажмите кнопку «Enter». Выполните указание по пункту 2, в окне «Калибровка дистанции» появится фраза «Параметры записаны». Нажмите кнопку «STOP» для возврата к основному рабочему экрану.
Процесс калибровки вы можете посмотреть на видео.
Список возможных ошибок при работе на балансировочном станк е
Наименование ошибки и вероятная причина
Не правильное направление вращения вала либо ошибка ротационного датчика.
Поменять местами 2 фазы 380 B либо выполнить операции как при ошибках 6 и 8.
Ошибка EEPROM. Нет контакта с D9 или она неисправна.
Заменить плату вычисления.
Произвести стирание параметров станка, если код ошибки сохранится, то нужно заменить плату вычисления.
Ошибка усилителя сигнала пьезодатчиков. Напряжение на входах АЦП 2.3 В
Проверить напряжение питания платы ±5 В и -5В. Если они в норме, возможно появление утечек из-за отсыревания. Нужно просушить станок и плату вычислителя или заменить плату вычислителя.
Ошибка параметра балансировки вала
Если ошибка возникает при включении станка и повторяется. Произведите действия как при ошибке Err 3.
Если ошибка возникает при балансировке, это означает что сигналы с датчиков превышают допустимое значение.
Ошибка нулевого отсчёта ротационного датчика
Отрегулировать положение ротационного датчика и проверить чистоту диска с метками на шкифе.
Остановка вала в процессе измерения
Устранить причину остановки
Ошибка ротационного датчика
Проверить положение ротационного датчика и чистоту диска с метками
Замкнуты кнопки клавиатуры при включении станка
Нет сигнала с частотного преобразователя
Проверить предохранитель на частотном преобразователе.
Источник