-
#1
Renishaw tool probe on my Doosan DNM500…………..I just got done with touching off one tool and then the next threw a MC3092 probe open alarm. The tool comes down, touches the probe(doesn’t raise back up), and then alarms………..What gives? I have no clue where to start.
-
#2
This is very generic as I don’t know how or by whom your tool probe was installed.
I got screwy problems, including I think ‘Probe Open,» when using a spindle probe and Renishaws’s Easy Probe (9000) routines. What it boils down to is how the probe start-stop sequence(s) and probe select are handled. If your setup is using a probe on off (or probe select (spindle/tool signal), you might be configured to where the probe is off when a 2nd consecutive probe cycle is called. That has burned me a few times. I started using the full Inspection Plus cycles instead which for some reason have better control of the on and off of my probe.
So I guess the short answer is, make sure the tool probe is actually on or the correct probe is active. Maybe thru watching a bit on some diagnostic screen.
You don’t say if this just started to happen on a long existing system, or that this is a brand new setup and you’re suffering startup pains.
Google this Renishaw document H-4012-8500-01. It may help, and says a bit of what I’ve suggested. Like probe not active for one.
-
#3
Probe has been running flawlessly…………..I touched off worn tool today without issue and then a second 30 minutes later and I got the alarm………………..
-
#4
Does it actually touch the probe, or is it just really, really close?
Single block through the touch off macro to find where exactly the issue comes from. That said, Renishaw’s macros are a PITA.
Is it just this one tool, or is it doing the same with other tools?
-
#5
Does it actually touch the probe, or is it just really, really close?
My Mori has a B address where you set the approximate tool length. Wondering if there is something on your Doosan like that. If you set it too far off, the probe routine might have a maximum distance it will travel without touching before it thinks it should have run into something already. If not it alarms out.
Just an idea.
EDIT: Well on 2nd thought, the machine probably knows the distance to the touch off point, so perhaps my idea is not valid. Though maybe the addition of another address (if used) changes the routine criteria??
Last edited: Jan 31, 2021
-
#6
Renishaw tool probe on my Doosan DNM500…………..I just got done with touching off one tool and then the next threw a MC3092 probe open alarm. The tool comes down, touches the probe(doesn’t raise back up), and then alarms………..What gives? I have no clue where to start.
Is it OTS or TS27R ?
What is the command you are using to measure the tool?
-
#7
Is it OTS or TS27R ?
What is the command you are using to measure the tool?
The machine has Renishaw probing software…………..I don’t use a program, sub, or macro………..I use the on screen prompts, get the tool right above the probe and hit cycle start………..tool comes down touches the probe then stops and alarms…………..
-
#8
This alarm in RenGUI is most likely caused by batteries being low or spent. Since it started the probing and ran partly, I would say low battery.
The probe is turned on by an M Code which is in program O8502, I think, and turned off in O8504. The probing cycles are in the macro Executor and can’t be accessed. Saves memory for one.
In process probing is done with M165 instead of G65. This calls the Renishaw Inspection Plus macros from the executor, not machine memory. The embedded macros and the original Inspection Plus macros are identical except by how they are called. Renishaw wrote them for Doosan.
-
#9
Let me qualify what’s written below, by saying that My experience is with a vanilla Fanuc control, using Renishaw’s ‘inspection-plus’ macros, which are stored as O9000 programs in the memory, and called via sub-programs.
In my experience, a «PROBE OPEN» alarm happens when the probe is triggered, during a «protected position» move, via the O9810 program. Meaning, the probe is in rapid Z-negative, and is triggered before it actually arrives above the part. Meaning something is wrong. Either you fat-fingered a TLO for the probe, fat-fingered the Z-work offset, the physical part is too tall, a clamp is in the way, etc…
My advice would be to rule any of the obvious things mentioned above out. Double check your setup/tools/probe’s TLO to make sure everything is correct.
YMMV, as LockNut mentioned that the Doosan machines handle probing differently.
-
#10
I’ll check batteries. Thanks.
-
#11
New batteries…………same problem.
-
#12
Then I suggest re-calibrating the tool setter.
-
#13
Don’t know about the Doosan, but the routines that come on Haas machines have several options for setting a tool length. Which one (if multiples) are you using? The drill point, or small endmill just requires a tool number on the Haas and it will home Z before running, the auto length rotating wants an approximate length and the tool diameter. If your approx length is too long it will not touch and trigger an alarm. Not sure if any of that is useful. 
-
#14
I’ve gotten this alarm quite a bit on my Doosan’s. Change out the batteries and clear the alarm and restart the machine usually takes care of it.
-
#15
The machine has Renishaw probing software…………..I don’t use a program, sub, or macro………..I use the on screen prompts, get the tool right above the probe and hit cycle start………..tool comes down touches the probe then stops and alarms…………..
And if you want to implement the tool length setting/update in your cutting program ??
-
#16
And if you want to implement the tool length setting/update in your cutting program ??
I have a probe routine saved under M45 so I can insert it into a program very easy. If anyone is interested I can share, think I got it here anyways. ")
-
#17
I have a probe routine saved under M45 so I can insert it into a program very easy. If anyone is interested I can share, think I got it here anyways.
1. I am interested.
2. Few month ago we had here already the discussion regarding the Doosan GUI and inability to follow the its encrypted macros and as result of that troubleshooting.
3. If it is Doosans GUI, then the tool setter is OTS. After certain OTS operations it gets «tired» and does not response quick enough when back off is executed after first touch, causing the PROBE OPEN alarm. In such cases, when macros are open to user, it could be solved by editing the back off amount or time delay. But with these GENIAL encryption — just change the OTS. Or use your own tool setting program.
-
#18
Swapped bat trees, calibrated, and I’m off to the races again.
Прошу помощи у более опытных коллег . Столкнулся с необозначенными в документации на Оi-mc (станок ЕV-1000 ,
четырехосевой фрезерный Тайванец , отработавший 10 лет ) ошибками . 3092 и 3093 . «Сигнал ош макроса» в его
скверной руссификации . Сегодня снесли «Ренишау» . Анализ «погреба ошибок » показал , что в начале июня
проскочила ошибка 114 , несколько раз 3093 , через пару дней 3092 , потом частые 3093 .
По словам одного оператора , связанные именно с замером выноса (длины ) инструмента .Есть , конечно, подозрение
на чьи -то шаловливые ручки в программах 9000 (где программы замера инструмента и обкатки «Ренишау»)
эти десять лет спокойно стояли . Есть и операторы , знающие назначение бита 4 (NE9) в параметре 3202 .
Трижды за смену перелистал списки ошибок в русскоязычных и англоязычных руководствах от Оi-mc до Oi-mf
и ничего в промежутке от 3013 (стр. 818 в В-64124Ru/01) до 4500 (стр.555 в В-64115Ru/01 ) так и не обнаружил .
Что посоветуете ?
Изменено 19 июня 2018 пользователем Мастеровой
просточеловек, проверьте состояние датчика касания
Probe open alarm: information for
users of Fanuc controllers
H-4012-8500-01
The 92(Probe Open) alarm occurs in Renishaw macro software when the probe stylus is already in
contact with a surface at a time when a probing move is intended. (It may also occur if the probe is
not active.)
As machine tool performance increases, Renishaw amends default values within the setting macros
of our products. In particular, the ‘back off factor’ (#506) is changed to speed up probing.
In some cases this change may increase the likelihood of a probe open alarm occurring on large or
older machines which are less able to stop quickly after the stylus first contacts the surface.
Action to take if a probe open alarm occurs
� Check that the probe is switched ON and functioning correctly
� When using longer styli, the probe may trigger due to machine vibration. A range of filter settings
are available on all probes to overcome these false triggers. For information on these settings,
please refer to the appropriate probe quick start guide, available from www.renishaw.com
� If the stylus remains in contact with the surface after a genuine measurement, i.e. the stylus has
not backed off fully, the back off factor should be increased as follows:
� Enter the CNC offset (#) setting page and edit #506. It is recommended that this value be
increased in increments of 0.1 until your probing cycle runs without causing a probe open
alarm (note the maximum value is #506 = 1.0)
Further details can be found in the programming manual supplied with each software kit.
Should you be unable to resolve the problem, please contact your machine tool supplier for further
support.
UCC2 AND UCC2-2 TROUBLESHOOTING — RENISHAW
Web Specifying the wrong probe type in the machine configuration, since open-circuit analogue probe inputs may eventually drift to an apparently ‘deflected’ value. Tests / cures Check each of the above signals using …
From renishaw.com
WIRED PROBE SYSTEM — TROUBLESHOOTING GUIDE — HAAS …
Web Apr 6, 2021 Alarm 1092 PROBE OPEN/UNEXPECTED SURFACE FOUND . Interference from the work lights. Adjust the work lights: Settings in the work probe are not correct. … The wired probe system uses …
From haascnc.com
ALARMS AND ERRORS — RENISHAW
Web See live demonstrations of Renishaw’s latest products at events around the world and online. Investor relations news. The latest news for investors. … Home-Machine tool …
From renishaw.com
Estimated Reading Time 30 secs
MANUALS AND INSTALLATION GUIDE DOWNLOADS — RENISHAW
Web Touch-trigger probes. User guide: Touch-trigger probe systems: TP1, TP2, TP6, TP6A, PH1, PH6 and PH6M. User guide: TP20. User guide: TP200 and SCR200 probe …
From renishaw.com
HAAS MILLS > PROBE FALSE TRIGGER — INDUSTRYARENA
Web Jul 3, 2009 I rapid to within .5″ for a Z-probe, then the next line is: M78 G31 Z.05 F60. The M78 alarms out if the probe touches something when it shouldn’t but Im getting the …
From en.industryarena.com
RENISHAW — WIPS — OPTICAL MACHINE INTERFACE (OMI) — LIGHTS …
Web Probe 1 is active. Usually the spindle probe is probe 1. 2: Start signal status: The LED flashes yellow (1) time. A machine start signal is commanded. The LED flashes yellow …
From haascnc.com
PH10 PLUS TROUBLESHOOTING — RENISHAW
Web Solution. Head / stylus configuration obstructed. Check head for damage. Remove obstruction and repeat move. Probe extension combination too long. Use a shorter / …
From renishaw.com
DOOSAN DNM500 MC3092 PROBE OPEN ALARM………NEED SOME HELP
Web Feb 1, 2021 Renishaw tool probe on my Doosan DNM500…..I just got done with touching off one tool and then the next threw a MC3092 probe open alarm. … In my experience, …
From practicalmachinist.com
THE 15 BEST RESTAURANTS IN WARRENTON — MAY 2023 SELECTION BY …
Web Covert Cafe. 7168 Lineweaver Rd, Warrenton. A sandwich shop adjacent to the Cold War museum. Limited indoor seating, some outdoor seating. Very nice food from an eclectic …
From restaurantji.com
USER GUIDES — RENISHAW
Web Download user guides for your product. Select your product group to find your chosen user guide document. CMM products. Machine tool probing systems. Optical encoders. …
From renishaw.com
TOUCH-TRIGGER PROBE SYSTEMS TROUBLESHOOTING — RENISHAW
Web Solution. Probe or probe extension bar not installed correctly. Remove probe and / or probe extension bar and re-fit using the S1 spanner. Stylus configuration too long or not …
From renishaw.com
AUTOMATIC TOOL PRESETTER (ATP) — TROUBLESHOOTING GUIDE
Web Apr 7, 2022 Calibrate the probe. Alarm 808 AUTOMATIC PROBE ARM FAULT. The probe arm failed to extend or retract. Check for tools or parts in machining area that block motion of probe arm. Check for sufficient air pressure and volume. Check probe arm mechanism for broken parts, damaged air lines, or broken electrical connections.
From haascnc.com
PROBE OPEN ALARM: INFORMATION FOR USERS OF FANUC CONTROLLERS
Web The 92(Probe Open) alarm occurs in Renishaw macro software when the probe stylus is already in contact with a surface at a time when a probing move is intended. (It may also …
From renishaw.com
RENISHAW PROBE — WIPS — OMP40-2 — SETTINGS — HAAS AUTOMATION …
Web Mar 31, 2022 Overview. The probe has (3) LEDs. This lets you see one of the LEDs from each side of the probe. The (3) LEDs operate as one. The LEDs flash in different colors and different lengths of time. The sequence that the LED flashes tells you the probe settings. The LEDs flash these colors: Red. Green.
From haascnc.com
TOOL PROBE FAIL : R/CNC — REDDIT
Web reduce the tool length offset for that tool in your toolpath page. If that doesn’t work: 2) stick the tool out of the tool holder a bit farther. It sounds like the probe isn’t activating before …
From reddit.com
1092 PROBE OPEN HAAS — WAKELET
Web 1092 Probe Open Haas — Wakelet. scapmuscconcvul1972 @scapmuscconcvul197216. Follow. 3 items.
From wakelet.com
HAAS MILLS > RENISHAW TOOL SETTER OPEN ERROR 1092 — INDUSTRYARENA
Web Sep 30, 2010 If you call Renishaw ask for Rich Foley. Customer Service Repair number was 1-847-286-9953. Not sure if Rich Foley is at that number or not but I am sure they could transfer you. I had an issue when I first used my Renishaw Probe and he was Very helpful.
From en.industryarena.com
MACHINE TOOL PROBES AND SOFTWARE — RENISHAW
Web Renishaw’s machine tool touch probes, laser probes and software can help reduce set-up times by up to 90% and improve your process control. Key products include touch-trigger …
From renishaw.com
PROBING ROUTINE — RENISHAW/HAAS — PAGE 2 — EMASTERCAM.COM
Web Jun 16, 2021 Food for thought. I don’t believe that is 100% correct James. … Prod+ Add-on to use the existing Inspection Plus cycles that are installed on the Haas. (or any other …
From emastercam.com
INSTALLATION MANUALS — RENISHAW
Web Download installation manuals for your product. Select your product group to find your chosen installation manual. CMM products. Machine tool probing systems. Optical …
From renishaw.com
LEAFLET: PROBE OPEN ALARM: INFORMATION FOR USERS OF FANUC …
Web The 92 (Probe Open) alarm occurs in Renishaw macro software when the probe stylus is already in contact with a surface at a time when a probing move is intended. (It may also …
From renishaw.com
Установка и настройка системы измерения RENISHAW на станок Sanco с ЧПУ Fanuc
Тип работ: Пусконаладочные работы
Оборудование: Горизонтальный фрезерный станок Sanco с ЧПУ Fanuc
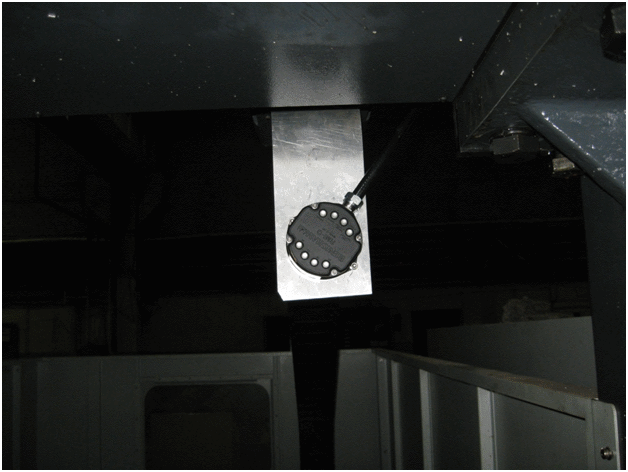
Устанавливаем приёмник Renishaw RMI-Q. Для этого первоначально определяем место, чтобы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками;
Установка датчика –приемника на станок осуществлялось путем крепления на изогнутую платину под 90ᵒ, так как в станке не предусмотрено место для установки датчиков. Заранее измеряем расстояние чтобы хватило защитной гофры;
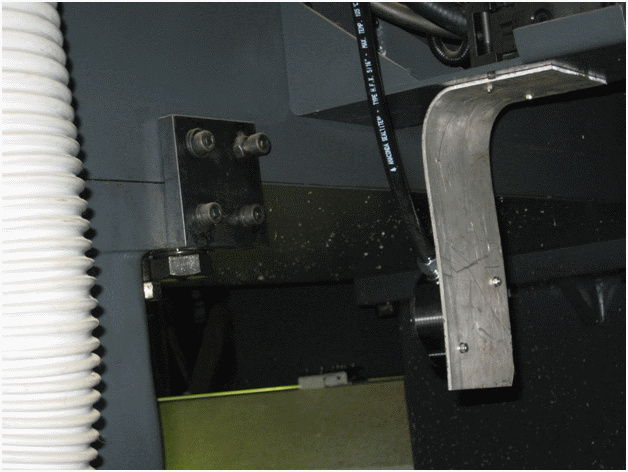
Вид с сзади от электро-шкафа
Проводим кабель по кабель-каналам станка и электро-шкафа. Так как на этом станке был установлен датчик TSR-27R и все необходимые кабели в систему ЧПУ были проведены
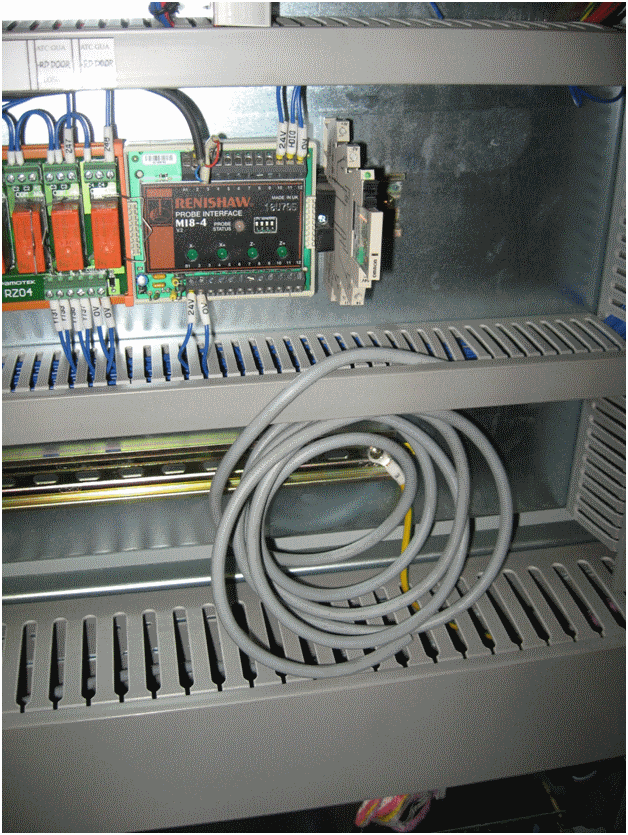
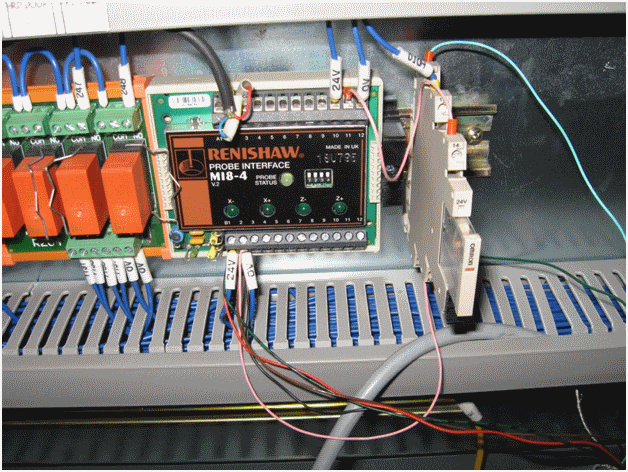
Подключение датчиков осуществлялось по схеме.
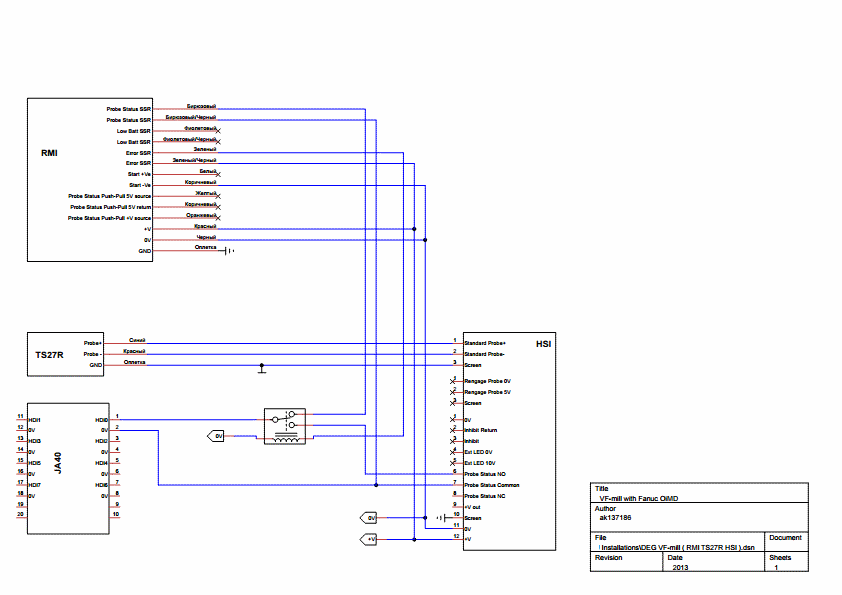
Подключить тестовые контакты к разъему JA40 и проверить изменение байта F122 ( F47 для Fanuc15 ) в системе PMC DIAGNOSTICS – реакция отдельных битов на замыкание контактов HDI0-HDI7 с контактами 0V.
Параметр Бит Обозначение Значение Описание
F122 (F47 для Fanuc15)7 1 Вход HDI7 замкнут на 0 Вольт — активен
0 Вход HDI7 разомкнут – неактивен
1
6 1 Вход HDI6 замкнут на 0 Вольт — активен
0 Вход HDI6 разомкнут – неактивен
5 1 Вход HDI5 замкнут на 0 Вольт — активен
0 Вход HDI5 разомкнут – неактивен
4 1 Вход HDI4 замкнут на 0 Вольт — активен
0 Вход HDI4 разомкнут – неактивен
3 1 Вход HDI3 замкнут на 0 Вольт — активен
0 Вход HDI3 разомкнут – неактивен
2 1 Вход HDI2 замкнут на 0 Вольт — активен
0 Вход HDI2 разомкнут – неактивен
1 1 Вход HDI1 замкнут на 0 Вольт — активен
0 Вход HDI1 разомкнут – неактивен
0 1 Вход HDI0 замкнут на 0 Вольт — активен
0 Вход HDI0 разомкнут – неактивен
Принцип работы включения и работы датчиков таков:
- В стандартном состоянии сигнал в чпу приходит от TSR-27R;
- Вращаем шпиндель на 500 обмин для включения датчика;
- Приемник RMI-Q (постоянно включен в состоянии ошибки и ищет сигнал) находит датчик , ошибка уходит и переключает реле — тем самым сигнал идет от RMP-60;
- 4. После измерений для выключения опять вращаем шпиндель на 500 обмин.;
Далее собираем датчик и калибруем.
Биение измерительного шарика не должна превышать 0,05мм.
Записать параметры которые шли вместе с датчиком.
Основные циклы О9721,О9722,О9723,O9724,О9726,О9727,О9731,О9732,О9801,О9802,О9803, О9810,О9811,О9812,О9814
Дополнительные циклы группа 1 О9730,О9804,О9815,О9816,О9817,О9818,О9821,О9822,О9823,О9843
Дополнительные циклы группа 2 О9819,О9820,О9830,О9832,О9833,О9835,О9836
Цикл измерения по методу одного касания О9726
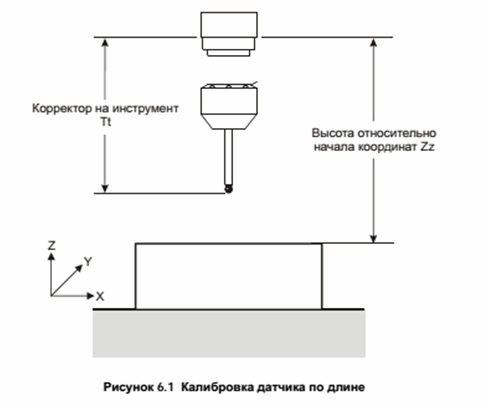
Установка значений X, Y, Z в качестве рабочего смещения.
G90G80G40G0 Предварительные коды для станка.
G54X0Y0 Исходное положение.
G43H1Z100. Активация корректора1, переход в плоскость 100 мм.
G65P9832 Включение датчика вращением(включаетM19) илиM19
G65P9810Z10.F3000 Защищенное перемещение.
G65P9801Z0T1 Касание базовой поверхности поZ.
G65P9810Z100. Защищенное перемещение.
G65P9833 Выключение датчика вращением(если предусмотрено)
G28Z100. Возврат в нулевую точку.
Оборудование сдано заказчику для дальнейшей эксплуатации.
Источник
Установка и настройка системы измерения RENISHAW на станок Spinner c системой ЧПУ Siemens 840D
Тип работ: Пусконаладочные работы
Оборудование: Фрезерный станок Spinner с ЧПУ Siemens 840D
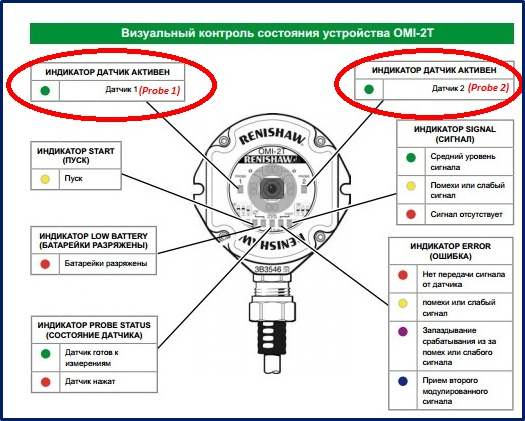
1. Устанавливаем приёмник Renishaw OMI 2T. Для этого первоначально определяем место, что бы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками.
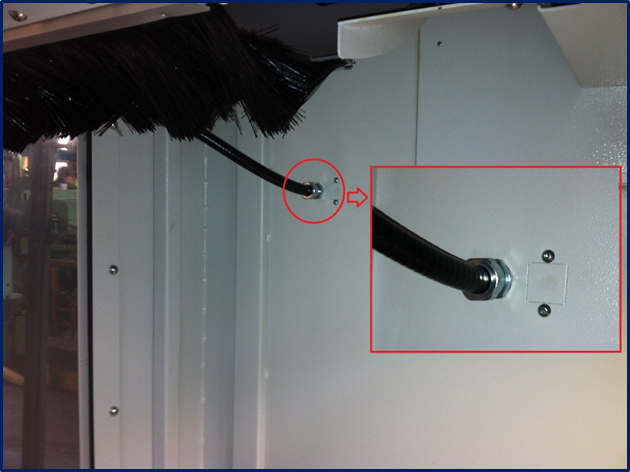
2. В станке уже предусмотрена предподготовка отверстия для обеспечения проводки провода в рабочую зону станка. Оно находится внутри рабочей зоны на задней стенке под инструментальным магазином. Выбиваем заглушку и прикручиваем туда защитную гофру, предварительно прикрепив другой её конец к корпусу приёмника. Часть кабеля которая находится в рабочей зоне, должна быть защищены влагостойкой гофрой с уплотнениями
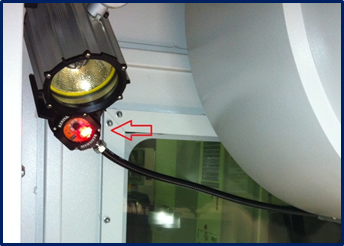
3. Закрепляем приёмник (наилучшее место, это левая стенка кожуха, чуть выше плоскости смены инструмента, за светильником дополнительного освещения). Также закрепляем провод к барабану, чтобы он не мешал при смене инструментов

4. Далее проводим провод по кабелеукладочным каналам, расположенным в задней части станка и заводим сверху в электрошкаф. Предварительно отмеряем длину провода.
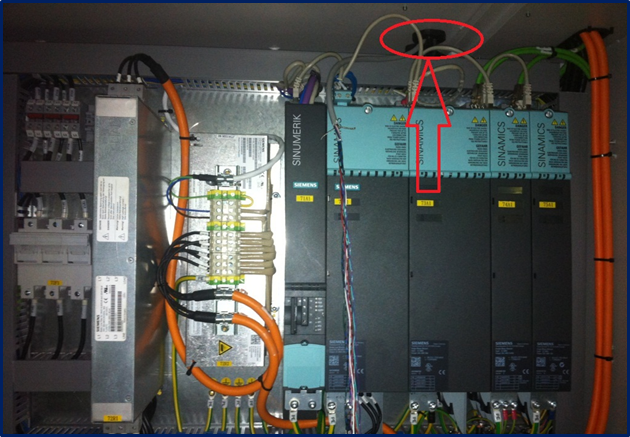
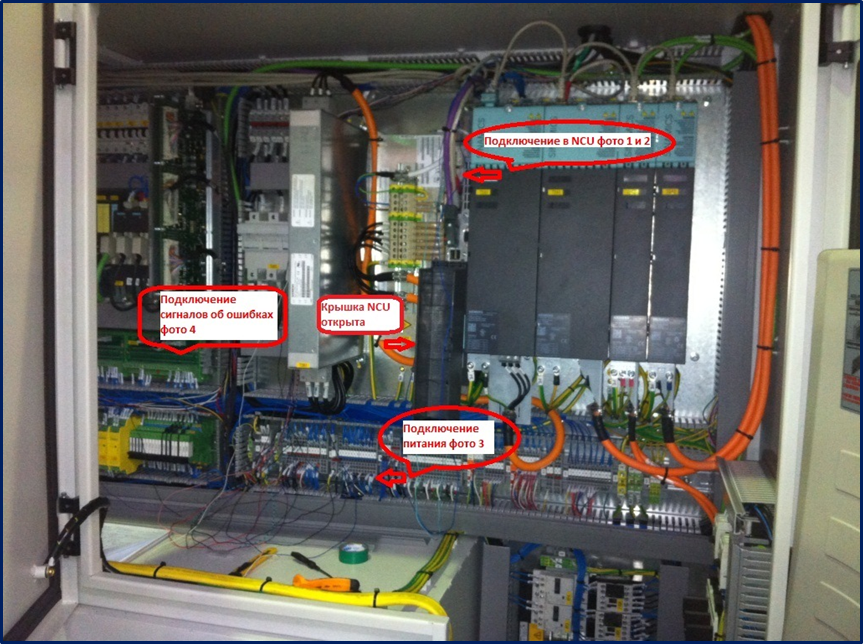
5. Открываем кабелеукладчики внутри электрошкафа, а так же блок NCU и подключаем приёмник согласно следующей схемы
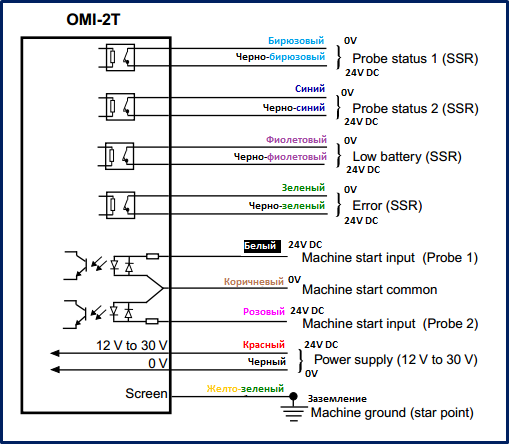
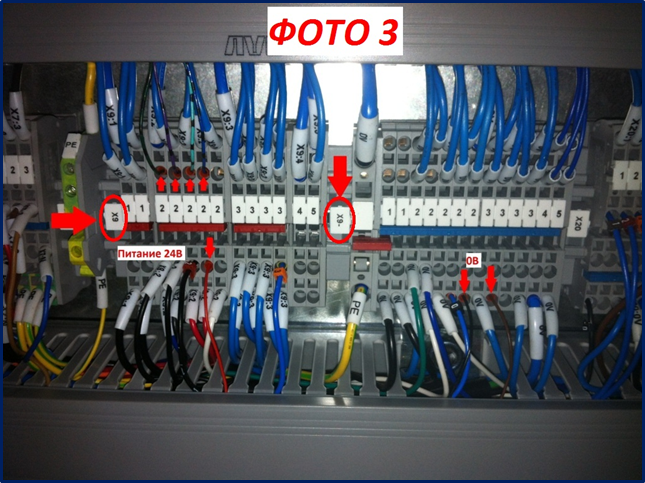
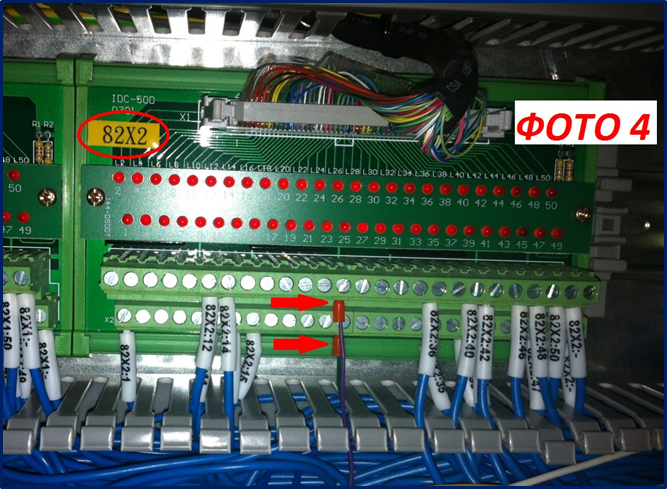
6. Реализуем вышеуказанную схему на станке. Предварительно определяем по электрической схеме как производитель станка рекомендует подключать устройство для измерений. На данном станке производитель рекомендует использовать измерительную систему BLUM. Однако, схема подключения аналогична подключению датчиков Renishaw. Определяем, с каких клемников брать питание и куда заводить сигналы об ошибках. В нашем случае 24В берём на клемнике 9Х, 0В на клемнике 9Х-, сигнал о разряде батареи на 82Х2 pin 26, сигнал о ошибке в процессе измерений 82X2 pin25. Сигналы от датчиков probe status 1 и probe status 2 необходимо заводить в устройство NCU (для первого датчика probe status 1 используется разъём X122, для второго probe status 2 используется разъём X132). Однако устройства NCU бывает двух типов: NCU 7×0.2 – разъёмы Х122 и Х132 имеют по 12 пинов. NCU 7×0.3 — разъёмы Х122 и Х132 имеют по 14 пинов. Если установлено устройство NCU 7×0.2, то для первого датчика используем разъём Х122 пин 11, для второго Х132 пин 11. Если установлено устройство NCU 7×0.3, то для первого датчика используем разъём Х122 пин 13, для второго Х132 пин 13.
На данном станке установлено устройство NCU 7×0.2.


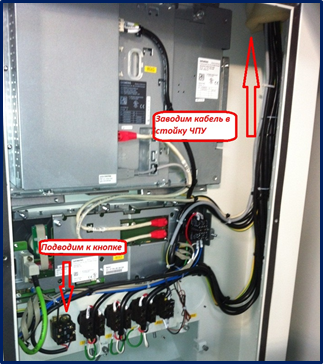
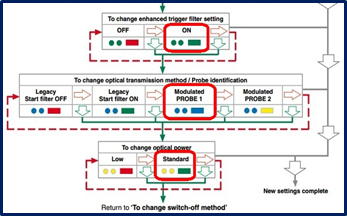
7. Для переключения между выборами датчиков (белый и розовый провод) можно использовать свободные М-функции, адреса типа $A_OUT – если они свободны. Если нет возможности использования этих функций, то можно использовать обычный переключатель с тремя положениями. Проводим кабель в стойку ЧПУ, устанавливаем переключатель, подсоединяем с одной стороны 24В, а с другой каналы. 24 В берём с любой рядом стоящей кнопки (проверив мультиметром).



8. Включаем питание станка и проверяем правильность подключения. При повороте переключателя на выбор щупа для измерения детали на приёмнике должен загораться зелёный светодиод Probe 1, при повороте переключателя на выбор щупа для измерения инструмента на приёмнике должен загораться зелёный светодиод Probe 2.
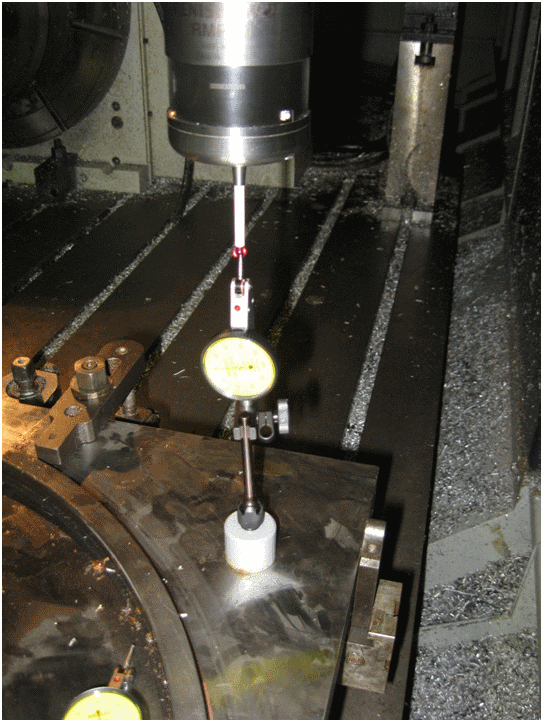
9. Собираем щупы согласно инструкции изготовителя. Устанавливаем щуп для настройки инструмента и щуп для привязки детали. Производим выверку, с помощью индикатора, добиваясь точностных параметров заданных изготовителем (±2,5 мкм, посмотреть инструкцию к датчику).
10. Настраиваем щупы для передачи сигналов. Они должны быть настроены по следующим параметрам:
- Щуп для измерения инструмента OTS.
- Щуп для измерения и привязки детали OMP40-2.
11. Проверяем согласованность работы приёмника и щупов. Устанавливаем переключатель в положение Probe 1 (индикатор на щупе должен заморгать зелёным цветом, а при нажатии на приёмнике должен загораться красный индикатор). Затем устанавливаем переключатель в положение Probe 2 и проверяем работу щупа для измерения инструмента.
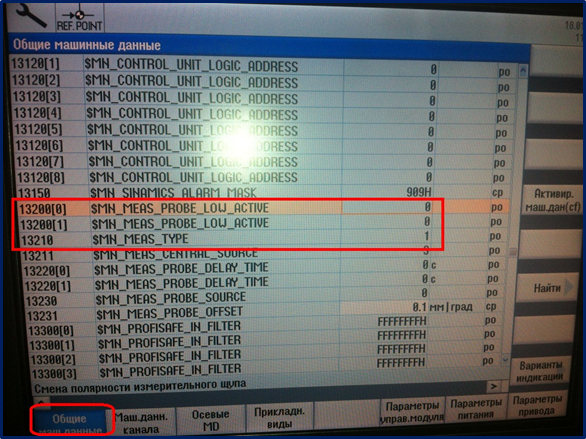
12. Настраиваем систему ЧПУ. Вводим пароль SUNRISE через ↑Shift, и изменяем следующие параметры: MD 13200[0]=0, MD13200[1]=0, MD 13210=1.
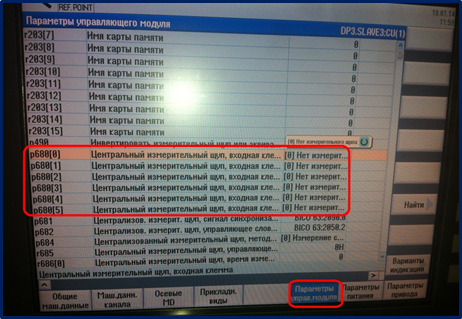
Далее меняем параметры CU: p680[0,1,2,3,4,5] = 0
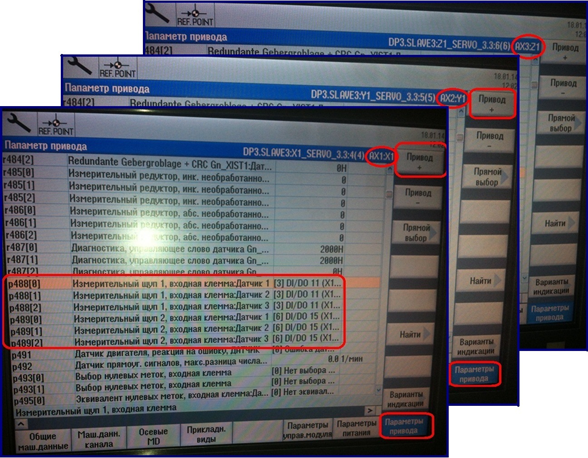
Затем изменяем параметры привода: p488 [0,1,2] = [3] DI/DO 11 (X122.11) для приводов X,Y,Z. – вход для первого щупа. p489 [0,1,2] = [6] DI/DO 15 (X132.11) для приводов X,Y,Z. – вход для второго щупа. Если установлено NCU 7×0.3, то p488 [0,1,2] = [3] DI/DO 11 (X122.13) p489 [0,1,2] = [6] DI/DO 15 (X132.13)
13. Сохраняем изменения в параметрах, для этого меняем параметр p0971 на 1 и дожидаемся когда вернется в 0 (или используем экранную кнопку «активировать MD» ). Иногда для сохранения параметров необходимо перезагрузить ЧПУ.
14. Для проверки срабатывания датчиков и правильности настроек заходим в экран Диагностика -> Перем. ЧПУ/PLC и проверяем следующие сигналы: DB10.DBX107.0 – вход первого датчика Х122 пин 11 DB10.DBX107.1 – вход второго датчика Х132 пин 11
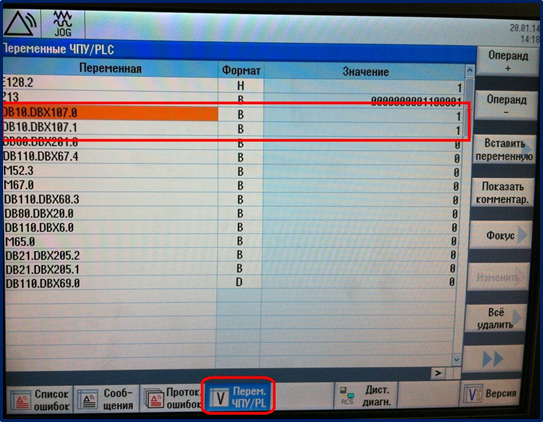
Если не выбран ни один датчик, то они должны быть ровны 1 (это не даёт возможность запустить циклы без предварительной выборки датчика). Если выбран любой из датчиков, то они оба должны быть ровны 0. При нажатии на щуп выбранного датчика оба канала меняются на 1 (это происходит из-за того что они дублируют сигналы друг друга). Однако описанная, выше, настройка параметров даёт возможность системе ЧПУ брать сигнал только с того датчика который выбран.
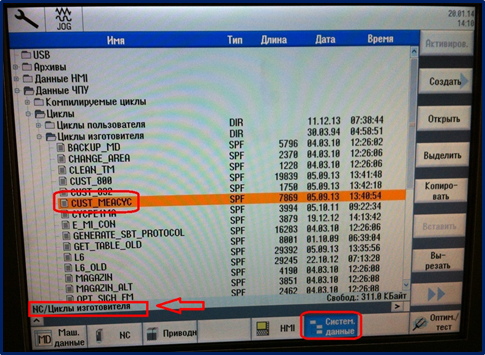
15. Далее необходимо проверить наличие стандартных циклов измерения в системе ЧПУ. Для того чтобы они отображались необходимо ввести пароль SUNRISE. Первоначально проверяем цикл CUST_MEACYC: программа пользователя до/после измерения.
Проверяем наличие циклов CYCLE 961, CYCLE 971, CYCLE 976-979, CYCLE 996-998. Эти циклы непосредственно отвечают за тип выбранного измерения. Они должны находится по следующему пути: Системные данные –> Данные ЧПУ -> Циклы –> Стандартные циклы.
Нумерация и количество циклов может отличаться, в зависимости от оборудования. Полное описание циклов можно посмотреть в литературе SINUMERIK 840D sl/ 828 D Измерительные циклы, справочник по программированию № 6FC5398-4BP40-3PA0
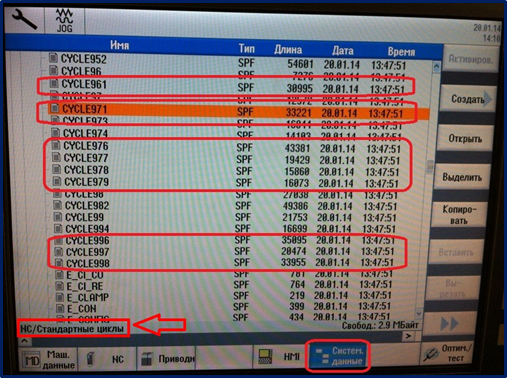
Если эти циклы отсутствуют их необходимо установить, либо использовать циклы предоставленные фирмой Renishaw.
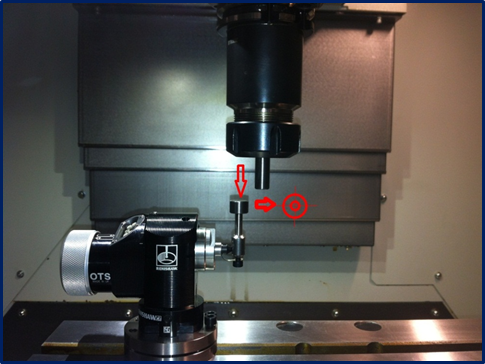
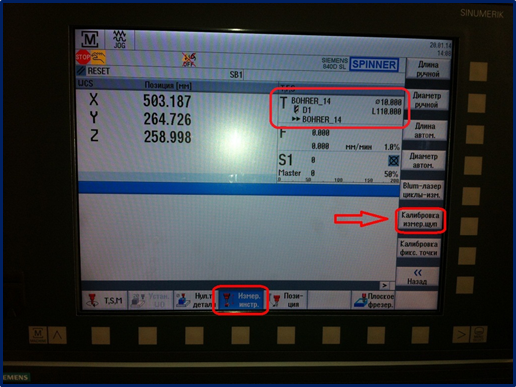
После разрешения вопросов с циклами производим калибровку щупов. Калибруем щуп привязки инструмента. Для этого собираем оправку. Точно измеряем её длину относительно шпинделя, (чем точнее вычислим, тем точнее привяжем). Записываем в Tool manager вычисленную длину вылета и диаметр. Подводим оправку приблизительно в центр щупа, по высоте на расстояние не более 10 мм.
Далее запускаем функцию калибровки. Также при проведении калибровки система автоматически запоминает месторасположение щупа датчика относительно координат станка. И при вызове автоматического цикла измерения сама подведёт щуп под инструмент из любого места. Однако, для точного запоминания месторасположения необходимо производить калибровку по длине и диаметру.
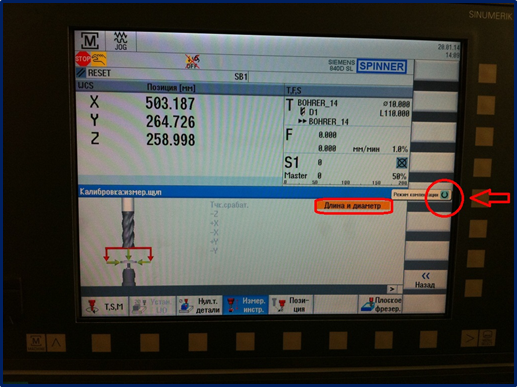
После калибровки проверяем измерение в автоматическом режиме. Например, выводим стол в любое положение и запускаем измерение длины.
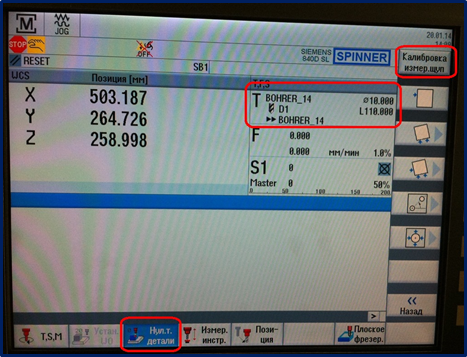
Производим калибровку щупа привязки детали. Перед этим необходимо точно вымерить вылет длины щупа и диаметр сферы. Далее измеренные величины заносим в описание инструмента. Затем выбираем щуп и производим калибровку его вылета. Для этого заходим в меню.
При измерении необходимо откалибровать щуп относительно плоскости стола станка. Производим касание плоскости стола.
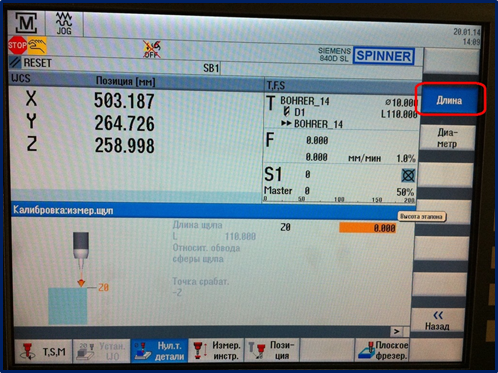
Нажимаем ЦИКЛ СТАРТ! Далее производим калибровку по диаметру.
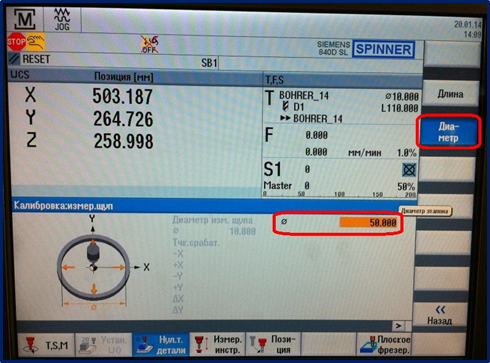
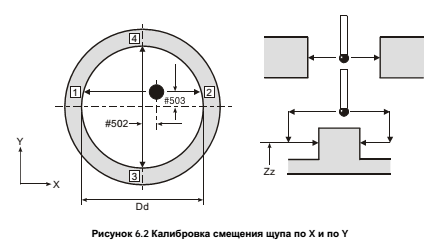
Устанавливаем калибровочное кольцо. Заводим щуп в центр и опускаем относительно верхней плоскости кольца на величину не менее диаметра сферы.
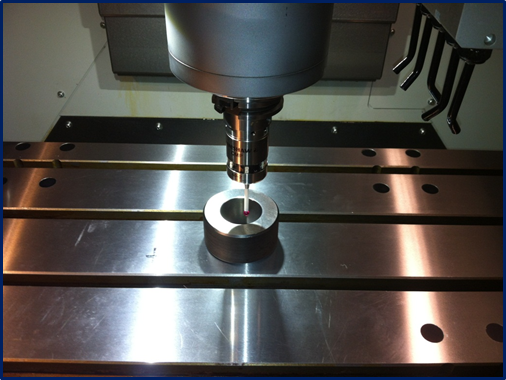
Нажимаем ЦИКЛ СТАРТ! Оборудование готово к работе
Источник
Регулировка и калибровка датчика привязки RENISHAW

Калибровка датчиков измерительной системы на станке HaasПодробнее
Калибровка и работа с Renishaw TS27R на фрезерном ОЦПодробнее
Привязка инструмента RenishawПодробнее
Система привязки инструмента и детали на станке Tschorn 4.0Подробнее
СОВЕТ ДНЯ от HAAS. Как работать с датчиком привязкиПодробнее
Привязка фрезы при помощи датчикаПодробнее
Датчик измерения детали и датчик инструмента на фрезерном станке с ЧПУ. Принцип, калибровка, пример.Подробнее
Обзор Renishow/Ренишоу и Проба по станкам ЧПУ/CNC. Подробнее
Привязка инструмента на токарном станке со стойкой Fanuc и датчиком привязки фирмы renichayПодробнее
Ставим RENISHAW на FANUC с программным обеспечением GoProbe на станок KMT KVL1000.Подробнее
Привязка инструмента на станке с ЧПУ. HAASПодробнее
Запускаем китайский 3х-осевой фрезерный станок. И установка Renishaw TS27R.Подробнее
Привязка резца через renishawПодробнее
Привязка инструмента по детали на FANUCПодробнее
Программирование станков с ЧПУ. Урок 31. Привязка инструмента по длине на фрезерных станках.Подробнее
HAAS — Как ПРИВЯЗАТЬ ИНСТРУМЕНТ на токарном станке с автоматическим щупом | СОВЕТ ДНЯ от HAASПодробнее
Привязка заготовки и фрезы щупом Renishaw на Hurco VMx 42i — ООО Асгард МеталлПодробнее
Источник