1. Для целей повышения
производительности на доставке заготовок
используем малую механизацию. 2. Закалка
деталей токами высокой частоты повышает
стойкость от коррозии. 3. Сомнение о том,
что мастер выполнит обещанное, долго
тревожило работниц. 4. Применение вакцины
повысило сопротивляемость к гриппу и
простудным заболеваниям. 5. Каждый
рабочий должен быть ответствен в
выполнении нормы выработки. 6. Упаковка
в картоне приводит к транспортной порче
холодильников. 7. Задание по июлю месяцу
все рабочие цеха выполнили. 8. Сообщаем
нашу потребность на металлическую сетку
первого квартала. 9. Руководителю рейда
указано за допущенную ошибку. 10.
Препровождаем вам акт на аварийное
состояние станции. 11. Выпускникам училища
выданы свидетельства на присвоение
третьего разряда. 12. Отзыв на работу
должен быть отпечатан на машинке и
представлен в двух экземплярах. 13.
Характеристики на поступающих в училище
должны быть заверены руководством
предприятия. 14. Существование у Луны
горячих недр доказано экспериментально.
15. Просим изыскать возможности по
изысканию средств для производства
работ по ремонту насосной станции. 16.
Приглашение преподавателей по приему
вступительных экзаменов производится
в соответствии с действующей инструкцией.
17. Машина остановлена за износом поршневых
колец. 18. Молодые специалисты, возвращающиеся
в свои предприятия, получают оплату за
проезд и стоимость провоза багажа. 19.
Просим сообщить, распространяются ли
льготы по дополнительному оплачиваемому
отпуску студентам-заочникам, если они
имеют уже высшее образование. 20. В
связи с уменьшением расходов керосина
на промывку деталей просим снять от
фонда сорок тонн. 21. Комиссия должна
подготовить этот вопрос на заседание
производственного совещания. 22. Лекции
были прочитаны на предприятиях,
учреждениях и школах. 23. Предвыборные
собрания прошли как на центральных
усадьбах, так и отделениях совхозов.
24. Строительство велось сразу как по
левому, так и правому берегу реки.
36. Раскройте скобки; объясните выбор предлога.
1. Решить вопрос
(о, с, по;
поставка запчастей). 2.
Машина (по,
для; мойка фляг). 3.
Направить (на,
в, в адрес; производственное совещание).
4. Успехи (в,
на, при, с; ремонт тракторов). 5.
Отказать (ввиду,
из-за, по причине, в связи с; отсутствие
мест). 6.
Выделяется (в
целях, для, с целью, ради, на; создание
фонда материалов). 7.
Не производятся работы (в
связи, из-за, за, по причине; отсутствие
электродов).
8. Получить (из,
с, от; завод малолитражных
автомобилей). 9.
Назначить пособие (в
связи с, за, из-за, по причине; смерть
кормильца). 10.
Подать заявление (об,
на, по; увольнение). 11.
Рекомендации обязательны (для,
к, в; исполнение). 12.
Меры (к, в
отношении, по отношению; работник). 13.
Раскрепить технику (в,
на, по; отделение совхоза). 14.
Все говорит (о
том, за то), что…
15. Показать себя (в,
с; лучшая сторона). 16.
Соревнования (в,
по; марафонский бег). 17. Разобраться
(в, с, в
отношении; положение вещей). 18.
Отчитываться (в,
по, о, за; проделанная работа). 19.
Отвечать (за,
по, о; безопасность). 20. Изыскать
возможности (для,
к, по; выделение дополнительного фонда).
21. Окончить
техникум (по,
с; специальность экономиста).
22. Распоряжение
(о, на, по,
для; выделение фонда). 23.
Направить рабочих (на,
для, в целях, по; досрочное выполнение
задания). 24.
Отставание (в,
с, по; работа слесарей). 25.
Нет сомнений (в,
о, за, в отношении, по поводу; то, что
план будет выполнен). 26.
Машина снята с производства (благодаря,
в силу, по, из-за, в связи
с, за; ее конструктивные недостатки).
27. Ремонт произведен
(по, в
соответствии с; инструкция).
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна.
Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку. При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали. 
Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки. Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала. Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.  Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды. В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды. В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском. Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.  Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока. Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке. Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока. Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке. Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды. Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности. Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее. 
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Химический состав и процесс обработки
Название У8 свидетельствует о том, что в составе сплава есть углерод в количестве 0,76-0,83%. Основная доля (97%) – это железо. Среди прочих добавок:
- марганец (0,17-0,33%) – снижает пластичность, увеличивая твёрдость металла;
- кремний (0,17-0,33%) – отвечает за упругость сплава, скорость его охлаждения, стойкость к воздействию влаги;
- сера (0,28%) – повышает стойкость к истиранию клинка, качество его заточки;
- никель (0,25%) – увеличивает стойкость к разрушению от коррозии;
- хром (0,2%) – способствует росту показателей прочности, крепости, коррозионной стойкости;
- фосфор (0,03%) – высокое содержание этого элемента делает металл хрупким;
- медь (0,25%) – отвечает за стойкость к коррозии.
Для придания стали У8 заявленных характеристик, сплав подвергается особой термической обработке. Во время прерывистой закалки заготовки нагревают до температуры 780С, после в воде охлаждают до 400С.
Таблица химического состава.
Дальнейшее охлаждение производится в ёмкостях с маслом, что замедляет процесс, снижая структурные напряжения в металле. В итоге заготовки для изготовления ножей приобретают повышенные показатели прочности, твёрдости, стойкости к ударам и повреждениям.
Химический состав и процесс обработки
Название У8 свидетельствует о том, что в составе сплава есть углерод в количестве 0,76-0,83%. Основная доля (97%) – это железо. Среди прочих добавок:
- марганец (0,17-0,33%) – снижает пластичность, увеличивая твёрдость металла;
- кремний (0,17-0,33%) – отвечает за упругость сплава, скорость его охлаждения, стойкость к воздействию влаги;
- сера (0,28%) – повышает стойкость к истиранию клинка, качество его заточки;
- никель (0,25%) – увеличивает стойкость к разрушению от коррозии;
- хром (0,2%) – способствует росту показателей прочности, крепости, коррозионной стойкости;
- фосфор (0,03%) – высокое содержание этого элемента делает металл хрупким;
- медь (0,25%) – отвечает за стойкость к коррозии.
Для придания стали У8 заявленных характеристик, сплав подвергается особой термической обработке. Во время прерывистой закалки заготовки нагревают до температуры 780С, после в воде охлаждают до 400С.

Таблица химического состава.
Дальнейшее охлаждение производится в ёмкостях с маслом, что замедляет процесс, снижая структурные напряжения в металле. В итоге заготовки для изготовления ножей приобретают повышенные показатели прочности, твёрдости, стойкости к ударам и повреждениям.
Плюсы стали
- Идеальная углеродистая сталь. Таковой считается ножевая сталь с балансом твердости с жесткостью, который можно увидеть при помощи шкалы Роквелла. Она может быть от 42 до 61 HRC. Чем выше данная шкала, тем материал более ломкий и хрупкий. А если же все наоборот, твердость лишь 42, то такая сталь не будет стойкой. У8 имеет 58 HRC по шкале Роквелла, что создает нужный баланс.
- Прочность. Сталь У8 на 97% состоит из железа, а значит ножи из нее будут отличаться неимоверной устойчивостью. Сломать их практически невозможно.
- Острота без постоянной заточки. Углерод делает сталь прекрасным режущим средством. На протяжении нескольких месяцев не нужно даже думать о том, что нож затупился. Да и, если понадобилось его заточить, то это сделать довольно просто, воспользовавшись обычными абразивными брусками.
- Качество материала. При обработке данной стали с другим металлом, можно быть уверенным, что они не сольются вместе. А значит качество никак не пострадает.
- Маловероятное приобретение флокенов, то есть дефектов. Сталь У8 никак не повредится даже при сильных ударах и вибрациях. Никаких микротрещин не может появиться на данном металле.
- Оружейный материал. У8 используют при создании шпаг, ведь в ее составе нет вторичных карбидов, что обозначает однородность металла при ковке, а также высокую пластичность. То есть при кузнечной сварке очень легко получить качественное оружие. Неслучайно в составе дамасской стали, самой популярной и изящной в изготовлении оружия, можно обнаружить данный сплав.
- Популярность не только для изделия выше перечисленных клинков, но и бытовых ножей. Также У8 подходит для инструментов, не связанных с разогревом режущей кромки, — фрез, зенковок, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек.
- Низкая себестоимость. У8 не имеет легированных добавок, поэтому ее цена в пределах разумного.

Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок
Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ

Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
https://youtube.com/watch?v=I-br0B8ocpI
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Температурный режим
Закалка — это превращение аустенита в мартенсит. На производстве при выборе температур термообработки пользуются диаграммой «железо-углерод». Температуру закалки углеродистых сталей определить очень легко. Нагрев конструкционной стали с содержанием углерода менее 0,8% доводят до температур, расположенных над линией GS и выше точки Ас3 на 30-50 градусов. Нагрев сталей, содержащих более 0,8% углерода, проводят при температурах на 30-50 градусов выше тех, которые расположены выше линии PSK. Температуру закалки легированной стали также выбирают, исходя из критических точек, но данный процесс много сложнее, так как помимо углерода такие стали содержат и другие компоненты.

Скорость охлаждения
Структура мартенсита получается при быстром охлаждении аустенита в тот момент, когда температура стали способствует наименьшей устойчивости аустенита (около 650-550 градусов).
При переходе в зону температур, в которой происходит мартенситное превращение (ниже 240 градусов) применяется замедленное охлаждение. В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
Для проведения успешной термической обработки очень важно правильно выбрать среду закаливания. Часто в качестве закалочной среды могут применяться:
- вода;
- раствор едкого натрия (5–10 %) или поваренной соли;
- минеральное масло.
Для закаливания углеродистой стали лучше использовать воду, температура которой 18 градусов. Для закалки легированной стали подойдет масло.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
https://youtube.com/watch?v=vUaDCaVcjac
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.
Закалка токами высокой частоты
Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.
Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Заключение
Углеродистые инструментальные стали — стальной сплав, который содержит не менее 0,7% углерода. Материал обладает хорошими физическими свойствами — высокая прочность, хорошая пластичность, низкий риск коррозии, сохранение формы при ударе. Сплав обладает простой выплавкой, что хорошо сказывается на себестоимости материала. Чтобы улучшить свойства металла, в него добавляют различные легирующие добавки — хром, вольфрам, кобальт, алюминий и другие.
Сера и фосфор ухудшают физические свойства материала, поэтому их содержание должно составлять менее 0,03% для серы и менее 0,035% для фосфор. Если металл содержит до 0,02% серы и до 0,03% фосфора, то его называют высококачественным. Из инструментальных углеродистых сплавов делают различные инструменты — молотки, пилы, ролики, отвертки, кусачки и так далее. В зависимости от состава и способов обработки различают несколько категорий стали. Основные типы — стандартная сталь, легированная, быстрорежущая, валковая, штамповая. Популярные марки — У7А, У8, У8А, У9. По ГОСТ инструментальные сплавы должны иметь специальную маркировку в виде буквенно-числового кода.
- Технология конструкционных материалов. Под ред. А. М. Дальского. — М.: «Машиностроение», 1958.
- Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин, и др. Под общ. ред. В. Г. Сорокина. — М.: Машиностроение, 1989.
- ГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
Содержание
- Что такое ТВЧ-закалка?
- Сферы применения
- Достоинства и недостатки
- Как выбирается температура
- Охлаждение детали
- Индукционная установка
После изготовления металлических деталей, на производстве проводят дополнительную обработку чтобы улучшить характеристики материала. ТВЧ — это закалка стали, которая проводится с помощью воздействия токов высокой частоты. Применяется на производстве.

Что такое ТВЧ-закалка?
ТВЧ закалка — поверхностное термическое воздействие на сталь, которое проводится при подаче тока высокой частоты. После проведения технологического процесса показатели прочности, твердости увеличиваются, что повышает эксплуатационные характеристики изделия. Технологический процесс состоит из нескольких этапов:
- нагрев до высокой температуры;
- выдержка в одном температурном режиме;
- охлаждение.
Глубина закалки ТВЧ зависит от длительности каждого из этапов.
При разогреве стали токами высокой частоты важно правильно выполнить охлаждение. Для этого заготовку погружают в ёмкость с охлаждающей жидкостью или на обработанную поверхность разбрызгивается масло, вода, эмульсия.
С помощью оборудования, на котором проводится процесс закалки стали, можно выполнить ТВЧ-пайку. Для этого на рабочую поверхность подаётся ток ещё большей частоты.
Сферы применения
Термическое воздействие необходимо для того чтобы улучшить характеристики изделия. ТВЧ подвергаются следующие детали:
- зубья;
- шестерни;
- шкивы;
- валы;
- оси;
- крановые колеса.
Нагрев токами высокой частоты применяется к изделиям из углеродистой стали. Если в них содержится не более 0,5% углерода, после обработки они приобретут высокие показатели прочности, твердости. Если процент углерода ниже, достигнуть необходимых характеристик не получится.

Достоинства и недостатки
Любой метод обработки металлов обладает сильными и слабыми сторонами. Преимущества:
- У изделий, прошедших закалку токами высокой частоты остаётся мягкая середина. Это делает их устойчивее к пластической деформации.
- Глубину закалки можно отрегулировать.
- Металлическая поверхность непродолжительное время подвергается нагреву. Благодаря этому не происходит процессов окисления.
- Возможность обрабатывать изделия различной формы, размера.
- На поверхности заготовок не образуется нагар.
- Минимальное изменение габаритов после проведения технологического процесса. Это позволяет использовать незначительный припуск на готовую деталь.
Недостатки:
- Для работы в мастерской или гараже приобретать оборудование невыгодно, поскольку оно дорого стоит.
- Индукционную установку невозможно создать своими руками.
Станки применяются при серийном производстве износоустойчивых деталей.
Как выбирается температура
Чтобы провести качественную закалку стальной заготовки, нужно выбрать температурный режим обработки, который зависит от вида обрабатываемого материала:
- Доэвтектоидные стали — содержат менее 0.8% углерода. Во время обработки их разогревают до температуры 850 градусов. После нагрева детали быстро охлаждают. Её погружают в ванную с охлаждающей жидкостью.
- Заэвтектоидные стали — содержат более 0.8% углерода. Разогреваются до температуры 800 градусов. Таким образом происходит неполная закалка.
Особенности индукционного воздействия на металлические поверхности не позволяют обрабатывать стали, процентное содержание углерода в которых не превышает 0.5%. Для завершения технологического процесса нужно устранить возникшее напряжение между сердцевиной и поверхностью изделия. Чтобы сделать это, проводится низкотемпературный отпуск. Заготовка помещается в печь, разогретую до температуры 200 градусов по Цельсию. Когда температура упадёт, изделию дают остыть при комнатной температуре.

Охлаждение детали
Охлаждение — заключительный этап. Важные условия — скорость, равномерность. При охлаждении применяется два метода:
- Деталь помещают в бак с охлаждающей жидкость.
- Поверхность заготовки покрывается слоем охлаждающей жидкости с помощью спреера.
Индуктор, используемый для работы с металлическими изделиями, оборудуется дополнительной системой охлаждения. Она представляет собой медные трубки, по которым циркулирует вода. Охлаждение происходит благодаря отверстиям, прорезанных в трубках, из которых вода попадает на рабочую поверхность.
Индукционная установка
Чтобы провести разогрев токами высокой частоты, нужно использовать индукционное оборудование. Оно состоит из высокочастотного генератора, индуктора. Заготовку устанавливают внутри индуктора или рядом с ним. Он представляет собой катушку, на которой закрепляется медная трубка. Габариты, форма индуктора может изменяться в зависимости от размера обрабатываемой детали.
После включения оборудования индуктор генерируют магнитное поле, которое проходит через изделие. Вихревые токи, образующиеся во время обработки, разогревают поверхностные слои стали. Чтобы увеличить глубину проработки детали, нужно повысить частоту тока.
Бывает несколько типов конструкции индуктора:
- Валы, отверстия, колеса закаливаются с помощью многовитковых установок.
- Рабочую часть инструментов обрабатывают с помощью петлевых аппаратов.
- Если деталь сложной формы, применяется фасонная установка.
Помимо конструкции используемого оборудования, изменяют режимы проведения работ:
- Одновременная. Нагреву подвергается выбранная зона заготовки. После разогрева деталь равномерно охлаждается.
- Непрерывно-последовательная. Зоны, которые требуется подвергнуть обработке, нагреваются последовательно. Для этого заготовка или индуктор смещается. Когда одна зона была разогрета и рабочий сместил индуктор, она начинает охлаждаться.
При обработке нужно удерживать одно расстояние между индуктором, рабочей поверхностью на всем рабочем промежутке. Важно не допускать соприкосновения оборудования и заготовки. Это приведёт к нарушению структуры материала.
Одновременный разогрев изделий подразумевает использование большой мощности. Это повышает затраты электроэнергии. Из-за этого при обработки крупногабаритных заготовок применяют режим непрерывно-последовательной закалки.
ТВЧ — технология, направленная на изменение характеристик металлической заготовки. Разогревание изделия высокочастотными токами увеличивает показатели твердости, прочности. Важно равномерно провести разогрев, охлаждение. ТВЧ актуально использовать при многосерийном производстве.
Содержание
- 1 Сущность технологии
- 2 Особенности индукционной установки
- 3 Индукционный нагрев – характеристики
- 4 Как выбирается температура?
- 5 Достоинства технологии
- 6 Недостатки
Прочность элементов в особо ответственных стальных конструкциях во многом зависит от состояния узлов. Поверхность деталей играет не последнюю роль. Для придания ей необходимой твердости, стойкости или вязкости проводятся операции термической обработки. Упрочняют поверхность деталей различными методами. Один из них – закалка токами высокой частоты, то есть ТВЧ. Он относится к наиболее распространенным и очень производительным способом во время крупносерийного производства различных конструкционных элементов.
Подобная термообработка применяется как целиком к деталям, так и к отдельным их участкам. В этом случае целью является достижение определенных уровней прочности, тем самым повышая срок эксплуатации и эксплуатационные характеристики.
Технология используется для усиления узлов технологического оборудования и транспорта, а также при закаливании различного инструмента.

Содержание
- Сущность технологии
- Особенности индукционной установки
- Индукционный нагрев – характеристики
- Как выбирается температура?
- Достоинства технологии
- Недостатки
Сущность технологии
ТВЧ закалка – это улучшение прочностных характеристик детали за счет способности электрического тока (с переменной амплитудой) проникать в поверхность детали, подвергая ее нагреву. Глубина проникновения благодаря магнитному полю может быть различной. Одновременно с поверхностным нагревом и закаливанием сердцевина узла может быть не прогретой вовсе или лишь незначительно повысить свою температуру. Поверхностный слой обрабатываемого изделия образовывает необходимую толщину, достаточную для прохождения электрического тока. Данный слой представляет собой глубину проникновения электротока.
Эксперименты доказали, что увеличение частоты тока способствует уменьшению глубины проникновения. Данный факт открывает возможности для регулирования и получения деталей с минимальным закаленным слоем.
Термообработка ТВЧ осуществляется в специальных установках – генераторах, умножителях, преобразователях частоты, позволяющих осуществлять регулировку в необходимом диапазоне. Помимо частотных характеристик на конечную закалку оказывают влияние габариты и форма детали, материал изготовления и используемый индуктор.
Выявлена также следующая закономерность – чем меньше изделие и чем более простая у него форма, тем лучше проходит процесс закаливания. При этом также снижается общий расход электроэнергии установки.
Индуктор медный. На внутренней поверхности часто имеются дополнительные отверстия, предназначенные для подачи воды при охлаждении. В этом случае процесс сопровождается первичным нагревом и последующем охлаждении без подачи тока. Конфигурации индукторов различны. Выбираемое устройство непосредственно зависит от обрабатываемой заготовки. В некоторых аппаратах отсутствуют отверстия. В такой ситуации охлаждается деталь в особом закалочном баке.
Основным требованием к процессу ТВЧ закалки является сохранение постоянного зазора между индуктором и изделием. При сохранении заданного промежутка качество закаливания становится наиболее высоким.
Упрочнение может производится одним из способов:
- Непрерывно-последовательный: деталь неподвижна, а индуктор движется вдоль ее оси.
- Одновременный: изделие движется, а индуктор – наоборот.
- Последовательный: происходит поочередная обработка различных частей.
Особенности индукционной установки
Установка для ТВЧ закалки является высокочастотным генератором совместно с индуктором. Обрабатываемое изделие располагается как в самом индукторе, так и рядом с ним. Он представляет собой катушку, на которой накручена трубочка из меди.
Переменный электрический ток при прохождении через индуктор создает электромагнитное поле, проникающее в заготовку. Оно провоцирует развитие вихревых токов (токов Фуко), которые проходят в структуру детали и повышают ее температуру.
Главная особенность технологии – проникновение вихревого тока в поверхностную структуру металла.
Повышение частоты открывает возможности для концентрации тепла на малом участке детали. Это увеличивает скорость поднятия температуры и может достигать до 100 – 200 градусов/сек. Степень твердости увеличивается до 4 единиц, что исключено во время объемного закаливания.

Индукционный нагрев – характеристики
Степень индукционного нагрева зависит от трех параметров – удельная мощность, время нагревания, частота электротока. Мощность определяет время, потраченное на нагрев детали. Соответственно при большем значении времени затрачивается меньше.
Время нагревания характеризуется общим объемом затраченного тепла и развиваемой температурой. Частота, как было сказано выше, определяет глубину проникновения токов и образованного закаливаемого слоя. Эти характеристики имеют обратную зависимость. При увеличении частоты, снижается объемная масса нагретого металла.
Именно данные 3 параметра позволяют в широком диапазоне регулировать степень твердости и глубину слоя, а также объем нагрева.
Практика показывает, что контролируются характеристики генераторной установки (значения напряжения, мощности и силы тока), а также время нагревания. Степень нагревания детали может контролироваться с помощью пирометра. Однако в основном непрерывный контроль температуры не требуется, т.к. существуют оптимальные режимы нагревания ТВЧ, обеспечивающие стабильное качество. Подходящий режим выбирается с учетом измененных электрических характеристик.
После закалки изделие отправляют в лабораторию на исследование. Изучается твердость, структура, глубина и плоскость распределенного закаливаемого слоя.
Поверхностная закалка ТВЧ сопровождается большим нагревом в сравнении с обычным процессом. Объясняется это следующим образом. В первую очередь, высокая скорость повышения температуры способствует увеличению критических точек. Во вторую, необходимо в короткий срок обеспечить завершение превращения перлита в аустенит.
Высокочастотное закаливание, в сравнении с обычным процессом, сопровождается более высоким нагревом. Однако металл не перегревается. Объясняется это тем, что зернистые элементы в стальной структуре не успевают разрастись за минимальное время. Кроме этого объемная закалка имеет прочность ниже до 2-3 единиц. После закалки ТВЧ деталь обладает большей износостойкостью и твердостью.

Как выбирается температура?
Соблюдение технологии должно сопровождаться правильным выбором температурного диапазона. В основную очередь все будет зависеть от обрабатываемого металла.
Сталь классифицируется на несколько типов:
- Доэвтектоидная – содержание углерода до 0,8%;
- Заэвтектоидная – более 0,8%.
Металл с содержанием углерода не подвергается закалке, так как получается очень низкая твердость.
Доэвтектоидная сталь нагревается до значения чуть большего, чем необходимо для преобразования перлита и феррита в аустенит. Диапазон от 800 до 850 градусов. После этого деталь с высокой скоростью охлаждается. После резкого остывания аустенит преобразовывается в мартенсит, имеющий высокую твердость и прочность. При небольшом времени выдержки получается аустенит мелкозернистой структуры, а также мелкоигольчатый мартенсит. Сталь получает высокую твердость и небольшую хрупкость.
Заэвтектоидная сталь нагревается меньше. Диапазон от 750 до 800 градусов. В этом случае производится неполная закалка. Объясняется это тем, что подобная температура позволяет сохранить в структуре некоторый объем цементита, имеющего более высокую твердость в сравнении с мартенситом. При быстром охлаждении аустенит преобразовывается в мартенсит. Цементит же сохраняется мелкими включениями. Зона также сохраняет не растворившийся полноценно углерод, превратившийся в твердый карбид.

Достоинства технологии
- Контролирование режимов;
- Замена легированной стали на углеродистую;
- Равномерный процесс прогрева изделия;
- Возможность не нагревать всю деталь полностью. Снижение энергопотребления;
- Высокая получаемая прочность обработанной заготовки;
- Не происходит процесс окисления, не сжигается углерод;
- Нет микротрещин;
- Отсутствуют коробленые точки;
- Нагрев и закаливание определенных участков изделий;
- Снижение временных затрат на процедуру;
- Внедрение при изготовлении деталей ТВЧ установок в технологические линии.
Недостатки
Главным минусом рассматриваемой технологии является значительная цена установки. Именно по этой причине целесообразность применения оправдывается лишь на крупносерийном производстве и исключает возможность проведения работы своими руками в домашних условиях.
Более подробно работу и принцип действия установки изучите на представленных видео.
Применение термической обработки стали: основные виды, плюсы и минусы
Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Для придания нужных свойств металлической детали она подвергается термической обработке. Во время этого процесса происходит структурное изменение материала.
Металлические изделия, используемые в хозяйстве, должны быть устойчивыми к внешнему воздействию. Чтобы этого достичь, металл необходимо усилить при помощи воздействия высокой температуры. Такая обработка меняет форму кристаллической решётки, минимизирует внутреннее напряжение и улучшает его свойства.
Виды термической обработки стали
Термообработка стали сводится к трём этапам: нагреву, выдержке и быстрому охлаждению. Существует несколько видов этого процесса, но основные этапы у них остаются одинаковыми.
Выделяют такие виды термической обработки:
- Техническая (отпуск, закалка, криогенная обработка, старение).
- Термомеханическая, при которой используют не только высокую температуру, но и физическое воздействие на металл.
- Химико-термическая включает в себя термическую обработку металла с последующим воздействием на поверхность азотом, хромом или углеродом.
Отжиг
Это производственный процесс нагрева металла до заданной температуры, а затем медленного охлаждения, которое происходит естественным путём. В результате этой процедуры устраняется неоднородность металла, снижается внутреннее напряжение, и уменьшается твёрдость сплава, что значительно облегчает его переработку. Существует два вида отжига: первого и второго рода.
При отжиге первого рода фазовое состояние сплава изменяется незначительно. У него есть разновидности:
- Гомогенизированный — температура составляет 1100−1200 °C, металл выдерживается от 7−14 часов в таких условиях.
- Рекристаллизационный — температура отжига 100−200 °C, эта процедура используется для клёпаной стали.
При отжиге второго рода происходит фазовое изменения металла. Процесс имеет несколько видов:
- Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
- Неполный — сплав нагревается до критической точки и долго остывает.
- Диффузионный — отжиг производится при температуре 1100−1200 °C.
- Изотермический — нагрев металла происходит как при полном отжиге, но охлаждение ниже критической температуры, остывание на открытом воздухе.
- Нормализованный — производится полный отжиг металла с остыванием на воздухе.
Закалка
Это процесс манипуляции металлом для достижения мартенситного превращения, чем обеспечивается повышенная прочность и уменьшенная пластичность изделия. При закалке сплав нагревают до критического значения, как и при отжиге, но процесс охлаждения производится значительно быстрее, и для этого используют ванную с жидкостью. Существует несколько видов закалки:
- Закалка в одной жидкости, для мелких деталей используют масло, а для крупных — воду.
- Прерывистая закалка — понижение температуры происходит в два этапа: резкое охлаждение до температуры в 300 °C, с помощью воды, а затем изделие помещают в масло или на открытый воздух.
- Ступенчатая — при достижении металла необходимой температуры, его охлаждают в расплавленных солях, а затем на открытом воздухе.
- Изотермическая — сходный со ступенчатой, отличается во времени выдержки.
- Закалка с самоотпуском, сплав охлаждается не полностью, оставляется тёплый участок в середине. В результате металл получает повышенную прочность и высокую вязкость. Такое сочетание отлично подходит для ударных инструментов.
Неправильно сделанная закалка может привести к появлению таких дефектов:
- обезуглероживание;
- трещины;
- коробление или поводки.
причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Поводка и коробление возникает при неравномерном охлаждении искривлённых деталей. Эти дефекты довольно невелики и могут быть исправлены шлифованием. Предварительный отжиг деталей и их постепенный и равномерный нагрев помогут избежать коробления.
Обезуглероживание металла происходит в результате выгорания углерода при длительном нагреве. Интенсивность процесса зависит от температуры нагрева, чем она выше, тем быстрее процесс. Для исправления деталь нагревают в нейтральной среде (муфельной печи).
Окалины на поверхности металла приводят к угару и деформации изделия. Это снижает скорость нагрева и делает механическую обработку более трудной. Окалины удаляются химическим или механическим способом.
Для того чтобы избежать их появления, нужно использовать специальную пасту (100 г жидкого стекла, 25 г графита, 75 г огнеупорной глины, 14 г буры, 100 г воды, 30 г карборунда).
Состав наносится на изделия и оставляется до полного высыхания, а затем нагревается как обычно.
Отпуск
Он смягчает воздействие закалки, снимает напряжение, уменьшает хрупкость, повышает вязкость. Отпуск производится с помощью нагрева детали, закалённой до критической температуры.
В зависимости от значения температуры можно получить состояния тростита, мартенсита, сорбита. Они отличаются от похожих состояний в закалке по свойствам и структуре, которая более точечная. Это увеличивает пластичность и прочность сплава.
Металл с точечной структурой имеет более высокую ударную вязкость.
В зависимости от температуры различают такие виды отпуска: низкий, средний, высокий.
Для точного определения температуры используют таблицу цветов. Плёнка окислов железа придаёт металлу разные цвета. Она появляется, если изделие очистить от окалин и нагреть до 210 °C, при повышении температуры толщина плёнки увеличивается.
При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
Высокий отпуск значительно улучшает механические свойства стали, увеличивает вязкость, пластичность, прочность. Её широко используют для изготовления рессор, шатунов двигателей, кузнечных штампов, осей автомобилей. Для мелкозернистой легированной стали отпуск проводят сразу после нормализации.
Чтобы увеличить обрабатываемость металла, его нормализацию производят при высокой температуре (970 °C), что повышает его твёрдость. Для уменьшения этого параметра делают высокий отпуск.
Криогенная обработка
Изменения структуры металла можно добиться не только высокой температурой, но и низкой. Обработка сплава при температуре ниже 0 °C широко применяется в разных отраслях производства. Процесс происходит при температуре 195 °C.
Плюсы криогенной обработки:
- Снижает количество аустенита, что придаёт устойчивость размерам деталей.
- Не требует последующего отпуска, что сокращает производственный цикл.
- После такой обработки детали лучше поддаются шлифовке и полировке.
Химико-термическая обработка
Химико-термическая обработка включает в себя не только воздействие с помощью высокой температуры, но и химическое. Результатом этой процедуры является повышенная прочность и износостойкость металла, а также придание огнестойкости и кислотоустойчивости.
Различают такие виды обработки:
- Цементация.
- Азотирование.
- Нитроцементация.
- Борирование.
Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Перед началом цементации производится тщательное очищение поверхности, после чего её покрывают специальными составами. Процедуру производят после полного высыхания поверхности.
Различают несколько видов цементации: жидкая, твёрдая, газовая. При первом виде используют специальную печь-ванную, в которую засыпают 75% соды, 10% карбида кремния, 15% хлористого натрия. После чего изделие погружают в ёмкость. Процесс протекает в течение 2 часов при температуре 850 °C.
Твёрдую цементацию удобно выполнять в домашней мастерской. Для неё используют специальную пасту на основе кальцинированной соды, сажи, щавелево-кислого натрия и воды. Полученный состав наносят на поверхность и ждут высыхания. После этого изделие помещают в печь на 2 часа при температуре в 900 °C.
При газовой цементации используют смеси газов, содержащие метан. Процедура происходит в специальной камере при температуре в 900 °C.
Азотирование стали — процесс насыщения поверхности металла азотом при помощи нагрева до 650 °C в аммиачной атмосфере. После обработки сплав увеличивает свою твёрдость, а также приобретает сопротивление к коррозии.
Азотирование, в отличие от цементации, позволяет сохранить высокую прочность при больших температурах. А также изделия не коробятся при охлаждении.
Азотирование металла широко применяется в промышленности для придания изделию износостойкости, увеличения твёрдости и защиты от коррозии.
Нитроцементация стали заключается в обработке поверхности углеродом и азотом при высокой температуре с дальнейшей закалкой и отпуском. Процедура может осуществляться при температуре 850 °C в газовой среде. Нитроцементацию используют для инструментальных сталей.
При борировании стали на поверхность металла наносят слой бора. Процедура происходит при температуре 910 °C. Такая обработка используется для повышения стойкости штампового и бурового инструментов.
Термомеханическая обработка
При использовании этого метода применяют высокую температуру и пластическую деформацию. Различают такие виды термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
- Предварительная.
При высокотемпературной обработке деформация металла происходит после разогрева. Сплав подогревают выше температуры рекристаллизации. После чего производится закалка с отпуском.
Высокотемпературная обработка металла:
- Повышает вязкость.
- Устраняет отпускную хрупкость.
Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
При низкотемпературной обработке заготовку после охлаждения выдерживают при температуре ниже значения рекристаллизации и выше мартенситного превращения. На этом этапе делают пластическую деформацию. Такая обработка не даёт устойчивости металлу при отпуске, а для её осуществления необходимо мощное оборудование.
Для осуществления термомеханической обработки необходимо применять специальные приспособления для давления, нагрева и охлаждения заготовки.
Цветные металлы отличаются по своим свойствам друг от друга, поэтому для них применяют свои виды термообработки. Для выравнивания химического состава меди её подвергают рекристаллизационному отжигу. Латунь обрабатывают при низкой температуре (200 °C). Бронзу подвергают отжигу при температуре 550 °C. Магний закаляют, отжигают и подвергают старению, алюминий подвергают похожей обработке.
В чёрной и цветной металлургии широко применяются разные виды термической обработки металлов. Их используют для получения нужных свойств у сплавов, а также экономии средств. Для каждой процедуры и металла подбираются свои значения температуры.
Источник: https://tokar.guru/metally/stal/termicheskaya-obrabotka-stali-opisanie-vidy.html
Поверхностная закалка ТВЧ: технология, режимы, установки
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Закалка ТВЧ
Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.

Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.
Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.
Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали.
Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала.
Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.
Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.
Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода: гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- Закалка;
- Отпуск:
Температура нагрева стали при термообработке
Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
Отжиг стали
Режимы обработки:
Нагревание до температуры – от 450°С, но не выше 650°С.
Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение: печь – до 8 часов, снижение температуры до 800°С;
- воздух.
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание: быстрое – не ниже 630°С;
- медленное – при положительных температурах.
Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
Полный отжиг стали
Режимы обработки:
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С: сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
Режимы обработки:
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
Процесс нормализации стали
Режимы обработки:
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: https://stankiexpert.ru/spravochnik/materialovedenie/termicheskaya-obrabotka-stali.html
Закалка, как основной вид термической обработки стали
Очень распространенный метод термообработки, так как он позволяет сделать изделие менее восприимчивым к сжатию, сдвигу, а также придать ему прочность и долговечность, невосприимчивость к внешним физическим воздействиям. Это происходит за счет придания игольчатой структуры металлу. «Иглами» вещество застывает из-за недостатка легирующих материалов.
Заготовку сильно прогревают, а потом охлаждают максимально быстро, используя внешние источники – воду, масло, раствор с добавлением соли. Из-за скорости в полурасплавленном сплаве не успевают произойти диффузионные процессы. Дешевле всего создавать водяные ванны, но на поверхности могут появиться трещины, масляная среда – самая предпочтительная.
Какие способы термообработки металла существуют
Чтобы изменить технические характеристики металла, можно создать сплав на его основе и добавить к нему другие компоненты. Однако существует ещё один способ изменения параметров металлического изделия — термообработка металла. С её помощью можно воздействовать на структуру материала и изменять его характеристики.
Особенности термической обработки
Термическая обработка металла — это ряд процессов, которые позволяют снять с детали остаточное напряжение, изменить внутреннюю структуру материала, повысить эксплуатационные качества. Химический состав металла после нагревания не изменяется. При равномерном разогревании заготовки изменяется размер зёрен структуры материала.
История
Технология термической обработки металла известна человечеству с давних времён. Во времена Средневековья, кузнецы разогревали и остужали заготовки для мечей с помощью воды.
К 19 веку человек научился обрабатывать чугун. Кузнец помещал металл в емкость полную льда, а сверху засыпал сахаром. Далее начинается процесс равномерного разогревания, продолжающийся 20 часов.
После этого чугунную заготовку можно было ковать.
В середине 19 века, русский металлург Д. К. Чернов задокументировал то, что при нагревании металла, его параметры изменяются. От этого учёного пошла наука — материаловедение.
Для чего нужна термическая обработка
Детали для оборудования и узлы коммуникаций, изготавливающиеся из металла, часто подвергаются серьёзным нагрузкам. Дополнительно к воздействию давлением, они могут находиться в условиях критических температур. Чтобы выдержать такие условия, материал должен быть износоустойчивым, надёжным и долговечным.
Покупные конструкции из металла не всегда способны длительное время выдерживать нагрузки. Чтобы они прослужили гораздо дольше, мастера металлургии применяют термическую обработку.
Во время и после нагревания химический состав металла остается прежним, а характеристики изменяются. Процесс термической обработки увеличивает коррозионную устойчивость, износоустойчивость и прочность материала.
Как это устроено. Термообработка
Термообработка цветных сплавов
Представленные виды термической обработки металлов не подходят для различных видов сплавов и цветного металла. Например, при работе с медью проводится рекристаллизационный отжиг. Бронза разогревается до 550 градусов. С латунью работают при 200 градусах. Алюминий изначально закаляют, затем отжигают и подвергают старению.
Термообработка металла считается необходимым процессом при изготовлении и дальнейшем использовании конструкций и деталей для промышленного оборудования, машин, самолётов, кораблей и другой техники. Материал становится прочнее, долговечнее и устойчивее к коррозийным процессам. Выбор технологического процесса зависит от используемого металла или сплава.
Источник: https://metalloy.ru/obrabotka/termo/vidy
Термическая обработка сталей и металлов, что это такое – основные виды термообработки сплавов
14Ноя
статьи
Разновидности металлических веществ имеют различную степень прочности, склонность к коррозии и прочим химическим реакциям.
С помощью нагрева можно добиться от заготовки необходимых свойств, улучшить износостойкость, подготовить к дальнейшим процедурам в ходе металлообработки.
В статье расскажем про термическую обработку деталей из стали – что это такое, какие основные виды термообработки металлов бывают.
Назначение технологического процесса
Работать можно как с заготовками, так и с готовыми изделиями. У первых снимается внутреннее напряжение после различных типов литья и штамповки, материал становится более пластичным, с ним намного проще работать, особенно резать его. Если обрабатывается целая деталь, то преследуются цели:
- повышение прочности;
- защита от преждевременного ржавления;
- увеличение стойкости к температурным перепадам, становится больше верхний и нижний порог температур, при которых можно использовать предмет;
- продление потенциальной длительности эксплуатации.
Преимущества технологии
Этот процесс применяется повсеместно на многих предприятиях – каждое второе производство металлической продукции требует теплового воздействия. Это обусловлено достоинствами:
- Работать можно со сталью, цветными металлами и сплавами – широкий спектр.
- Увеличение срока годности изделия.
- Снижение уровня абразивного износа.
- Намного меньше становится процент брака на производственных цехах.
- Экономия средств, так как с термообработанной заготовкой проще проводить ряд манипуляций.
Принципы обработки
Главное правило – время, затраченное на одну деталь равняется длительности нагрева материала в зависимости от его предельной температуры, периоду выдержки и охлаждению. Суммарный подсчет позволяет вычислить итоговое временное значение. Каждый из этих пунктов зависит от:
- габаритов заготовки;
- вида металла, подвергаемого термообработке;
- мощности печи.
От всего этого зависит, как скоро произойдут преобразования.
Классификация
Все разновидности используются с различными целями, с разными материалами. Для этого остается прежней технология – нагрев, выдержка, остужение, но при этом меняется время каждого из этапов. Особенности представлены в видео:
Низкий
Основная задача – повышение вязкости при той же твердости. Это достигается путем придания внутренней микроструктуры игольчатого или пластиночного типа. Часто применяют для термической обработки режущих деталей, медицинских инструментов. Заготовку нагревают в пределах 150-250 градусов. Выдерживают не менее полутора часов, а затем остужают с помощью воздуха или масла.
Средний
Здесь мартенсит (вид структуры, описанный выше) преобразуется в трустит, что характерно для чугуна. Особенность – высокая дисперсия. При такой же высокой вязкости твердость тоже растет. Это очень важно для элементов, на которые будут возлагаться большие упругие нагрузки. Температурные пределы – от 340 до 500, воздушное охлаждение.
Высокий
Кристаллизация происходит с появлением сорбита. Благодаря ему совершенно ликвидируется напряжение внутри сплава. Такой метод применяется для конструкций, имеющих очень важное значение – в самолетостроении, при строении космических объектов. Температура нагрева – от 450 до 650 градусов.
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
У отжига есть следующие разновидности.
Гомогенизация
Относится к первому роду, когда изменения считаются незначительными. Задача подобной манипуляции – убрать неоднородность структуры, привести ее к однообразию. При этом следует нагревать изделие в температурном режиме от 1000 до 1150 градусов, затем выдерживать около 8-15 часов и постепенно снижать нагрев, охлаждая заготовку кислородом.
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.
Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.
Закалка, как основной вид термической обработки стали
Очень распространенный метод термообработки, так как он позволяет сделать изделие менее восприимчивым к сжатию, сдвигу, а также придать ему прочность и долговечность, невосприимчивость к внешним физическим воздействиям. Это происходит за счет придания игольчатой структуры металлу. «Иглами» вещество застывает из-за недостатка легирующих материалов.
Заготовку сильно прогревают, а потом охлаждают максимально быстро, используя внешние источники – воду, масло, раствор с добавлением соли. Из-за скорости в полурасплавленном сплаве не успевают произойти диффузионные процессы. Дешевле всего создавать водяные ванны, но на поверхности могут появиться трещины, масляная среда – самая предпочтительная.
Криогенная термообработка
Еще один термальный способ воздействия, но без нагрева. Изделие помещают в холодильную установку, иногда ей является целый цех при крупногабаритных конструкциях. Низкие температуры и последующее согревание снижает риск коррозии, продлевает срок эксплуатации, увеличивая прочность.
Термомеханическое воздействие
ТМО пользовались еще кузнецы в древности. Это любые пластичные деформации (удары, сжатия), производимые посредством нагревания всего изделия или элемента. Его обычно сочетают с закаливанием, то есть после деформирования быстро охлаждают.
Закаливаемость и прокаливаемость стали
Этими показателями определяются результаты всех вышеперечисленных процедур. Первый термин – это твердость, которая напрямую связана с количеством углерода, а второй – это глубина закалки, то есть какой верхний слой был подвергнут изменениям.
Способы охлаждения
Есть несколько сред, в которых можно снимать температуру:
- воздух;
- жидкость;
- расплавленная соль;
- масло;
- соляной раствор;
- комбинирование вышеперечисленных веществ.
Выбирается в зависимости от разновидности термообработки.
Вывод
Это один из самых часто встречаемых на производстве методов металлообработки, без него часто не приступают к горячей штамповке, к резке. Мы перечислили все основные виды термической обработки металлов и сплавов, их особенности, а в качестве завершения статьи посмотрим несколько видео:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам;; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Источник: https://www.rocta.ru/info/termicheskaya-obrabotka-stali-metallov-chto-ehto-takoe-osnovnye-vidy-i-opisanie/
Преимущества технологии
Этот процесс применяется повсеместно на многих предприятиях – каждое второе производство металлической продукции требует теплового воздействия. Это обусловлено достоинствами:
- Работать можно со сталью, цветными металлами и сплавами – широкий спектр.
- Увеличение срока годности изделия.
- Снижение уровня абразивного износа.
- Намного меньше становится процент брака на производственных цехах.
- Экономия средств, так как с термообработанной заготовкой проще проводить ряд манипуляций.
Виды термообработки
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Почему индукционная установка лучше подходит для закалки
Закалка ТВЧ металлических деталей производится для повышения устойчивости верхнего слоя изделия к механическим повреждениям, при этом центр заготовки имеет повышенную вязкость. Важно отметить, что сердцевина изделия при ТВЧ закалке остается полностью неизменной. Индукционная установка имеет немало очень важных преимуществ в сравнении с альтернативными видами нагрева: если раньше ТВЧ установки были более громоздкими и неудобными, то сейчас этот недостаток исправили, и оборудование стало универсальным для термообработки изделий из металла.
Преимущества индукционного оборудования
Один из минусов индукционной установки для закалки – это невозможность обработки некоторых изделий, имеющих сложную форму.
Разновидности закалки металла
Закалка металла бывает нескольких типов. Для одних изделий достаточно нагреть металл и сразу же остудить, а для других необходима выдержка при определенной температуре. Существуют следующие виды закалки:
- Стационарная закалка: применяется, как правило, для деталей, имеющих небольшую плоскую поверхность. Положение детали и индуктора при использовании данного способа закалки остается неизменным.
- Непрерывно-последовательная закалка: применяется для закалки цилиндрических или плоских изделий. При непрерывно-последовательной закалке деталь может перемещаться под индуктором, либо сохраняет свою позицию неизменной.
- Тангенциальная закалка изделий: отлично подходит для обработки небольших деталей, имеющих цилиндрическую форму. Тангенциальная непрерывно-последовательная закалка прокручивает изделие единожды в течение всего процесса термообработки.
- Установка ТВЧ для закалки – это оборудование, способное произвести качественную закалку изделия и при этом сэкономить производственные ресурсы.
Закалочная установка для нагрева т. в. ч. состоит из генератора т. в. ч.,
понижающего трансформатора, конденсаторных батарей, индуктора, станка (иногда станок заменяется приспособлением для приведения в движение детали или индуктора) и аппаратуры, несущей вспомогательную службу (реле времени, реле управления подачей закалочной жидкости, сигнальных, блокировочных и регулирующих устройств).
В рассматриваемых установках применяются такие генераторы т.в.ч.
при средних частотах (500-10000 Гц) машинные генераторы, а в последнее время статические преобразователи тиристорного типа; при высоких частотах (60000 Гц и выше) ламповые генераторы. Перспективным видом генераторов являются ионные преобразователи, так называемые экситронные генераторы. Они позволяют свести потери энергии до минимума.
На рис. 5 изображена схема установки с машинным генератором. Кроме машинного генератора 2
и двигателя
3
с возбудителем 1, установка содержит понижающий трансформатор
4,
конденсаторные батареи
6
и индуктор
5.
Трансформатор понижает напряжение до безопасного (30-50 В) и одновременно увеличивает силу тока в 25-30 раз, доводя ее до 5000-8000 А.
Рисунок 5 Рисунок 6
Таблица 1 Типы и конструкции индукторов
На Рис. 6 показан пример закалки многовитковым индуктором. Закалка осуществляется следующим образом:
Деталь помещается внутри неподвижного индуктора. С запуском аппарата ТВЧ деталь начинает вращаться вокруг своей оси и одновременно нагреваться, потом с помощью автоматизированного управления подается жидкость (вода) и охлаждает делать. Весь процесс длиться от 30-45 секунд.
ТВЧ закалка – вид термообработки металла, в результате которого значительно повышается твердость и материал утрачивает пластичность. Отличие ТВЧ закалки от других способов закалки в том что нагрев производится при помощи специальных ТВЧ установок, которые действуют на предназначающуюся для закалки деталь токами высокой частоты. ТВЧ закалка обладает большим количеством преимуществ, главный из которых – полный контроль нагрева. Применение данных закалочных комплексов может значительно повысить качество выпускаемой продукции, так как процесс закалки производится в полностью автоматическом режиме, работа оператора заключается только в закреплении вала и включении цикла работы станка.
Назначение и виды закалки
Закаливают сталь для улучшения ее характеристик. В частности, металл становится более прочным и твердым, стойким к механическому износу. Закалке подвергают стали, в которых содержание углерода выше 0,25%.
Виды закалки стали.
- В 1-ой закалочной среде (масло либо вода).
- В 2-х закалочных средах (в воде и масле).
- Ступенчатая.
- Изотермическая.
I-й способ
широко распространен в сталелитейном производстве, но применим не ко всем сталям. Некоторые металлы при резком охлаждении в воде трескаются. У некоторых сортов при охлаждении в масле закалка не происходит. Одноступенчатая закалка в одной среде допустима для изделий простой формы, к которым не предъявляют повышенных требований по прочности.
II-й способ
практически исключает возникновение трещин и позволяет получить качественную мартенситную сталь. Сперва деталь погружают в воду, далее — в масло.
Ступенчатая закалка
Для мелких изделий применяют закалку ступенчатым методом. Изделия нагревают, помещают в щелочной расплав (от 3500 до 4000 С). (Мартенсит образуется при температуре порядка 3000 С). Выжидают некоторое время, достаточное для выравнивания температуры внутри изделия. Легированные стали охлаждают в минеральном масле, нелегированные могут погружать в воду. Данный способ обеспечивает необходимую твердость, а вероятность появления трещин и напряжений стремиться к нулю.
Изотермическая закалка
Изотермическую закалку проводят аналогично ступенчатой, но выдерживая металл в щелочи до тех пор, пока аустенит полностью не распадется на бейнит. Преимущество метода в полном отсутствии внутренних напряжений. Данная закалка не требует отпуска. Метод пригоден для обработки сложных деталей, подверженных деформациям и трещинам.
Характеристика твердости стали, подвергнутой закалке при соблюдении технологии, выражается в единицах твердости и называется закаливаемостью. С увеличением процентного содержания углерода увеличивается твердость стального сплава. Влияние лигирующих компонентов на показатель твердости стали ничтожно мало. Лигирование определяет иные характеристики (устойчивость к коррозии и пр.).
Другая важная величина, определяющая характеристики металла – прокаливаемость, мм. Она показывает глубину, на которую данный сорт стали можно закалить — расстояние между внешним диаметром и полумартенситной зоной.
5.1.Преимущества индукционных закалочных комплексов (установки индукционного нагрева):
- ТВЧ закалка может производиться с точностью до 0,1 мм
Обеспечение равномерного прогрева, индукционная закалка позволяет добиться идеального распределения твердости во всей длине вала
Высокая твердость ТВЧ закалки достигается благодаря использованию специальных индукторов с водоводами, которые остужают вал незамедлительно после прогрева.
ТВЧ закалочное оборудование (печи закалочные) подбирается или изготавливается в точном соответствии техническим заданием.
6.Удаление окалины в дробеструйных установках
В дробеструйных установках детали от окалины очищаются струей чугунной или стальной дроби. Струя создается сжатым воздухом давлением 0,3-0,5 МПа (пневматическая дробеструйная очистка) или быстровращающимися лопаточными колесами (механическая очистка дробеметами).
При пневматической дробеструйной очистке
в установках может использоваться как дробь, так и кварцевый песок. Однако в последнем случае образуется большое количество пыли, доходящее до 5-10 % от массы очищаемых деталей. Попадая в легкие обслуживающего персонала, кварцевая пыль вызывает профессиональную болезнь — силикоз. Поэтому указанный способ применяется в исключительных случаях. При дробеструйной очистке давление сжатого воздуха должно составлять 0,5-0,6 МПа. Чугунная дробь изготовляется литьем жидкого чугуна в воду при распылении струи чугуна сжатым воздухом с последующей отсортировкой на ситах. Дробь должна иметь структуру белого чугуна с твердостью 500 НВ, ее размеры находятся в пределах 0,5-2-мм. Расход чугунной дроби составляет лишь 0,05-0,1 % от массы деталей. При очистке дробью получается более чистая поверхность детали, достигается большая производительность аппаратов и обеспечиваются лучшие условия труда, чем при очистке песком. Для защиты окружающей атмосферы от пыли дробеструйные установки снабжаются закрытыми кожухами с усиленной вытяжной вентиляцией. По санитарным нормам предельно допустимая концентрация пыли не должна превышать 2 мг/м3. Транспортировка дроби в современных установках полностью механизирована.
Основной частью пневматической установки является дробеструйный аппарат, который может быть нагнетательным и гравитационным. Простейший однокамерный нагнетательный дробеструйный аппарат (рис. 7) представляет собой цилиндр 4,
имеющий вверху воронку для дроби, герметически закрывающуюся крышкой
5.
Внизу цилиндр заканчивается воронкой, отверстие из которой ведет в смесительную камеру
2.
Дробь подается поворотной заслонкой
3.
В смесительную камеру через кран 1 подводится сжатый воздух, который захватывает дробь и транспортирует ее по гибкому шлангу 7 и соплу
6
на детали. Дробь находится под давлением сжатого воздуха вплоть до истечения из сопла, что повышает эффективность действия абразивной струи. В аппарате описанной однокамерной конструкции сжатый воздух необходимо временно отключать при его пополнении дробью.

Многие ответственные детали работают на истирание и одновременно подвергаются действию ударных нагрузок. Такие детали должны иметь высокую поверхностную твердость, хорошую износостойкость и в то же время не быть хрупкими, т. е. не разрушаться под действием ударов.
Высокая твердость поверхности деталей при сохранении вязкой и прочной сердцевины достигается методом поверхностной закалки.
Из современных методов поверхностной закалки наибольшее распространение в машиностроении находят следующие: закалка
при нагреве
токами высокой частоты (ТВЧ)
; пламенная закалка и закалка в электролите.
Выбор того или иного метода поверхностной закалки обусловливается технологической и экономической целесообразностью.
Закалка при нагреве токами высокой частоты.
Такой метод является одним из самых высокопроизводительных методов поверхностного упрочнения металлов. Открытие этого метода и разработка его технологических основ принадлежит талантливому русскому ученому B. П. Вологдину.
Высокочастотный нагрев основан на следующем явлении. При прохождении переменного электрического тока высокой частоты по медному индуктору вокруг последнего образуется магнитное поле, которое проникает в стальную деталь, находящуюся в индукторе, и индуктирует в ней вихревые токи Фуко. Эти токи и вызывают нагрев металла.
Особенностью нагрева ТВЧ
является то, что индуктируемые в стали вихревые токи распределяются по сечению детали не равномерно, а оттесняются к поверхности. Неравномерное распределение вихревых токов приводит к неравномерному ее нагреву: поверхностные слои очень быстро нагреваются до высоких температур, а сердцевина или совсем не нагревается или нагревается незначительно благодаря теплопроводности стали. Толщина слоя, по которому проходит ток, называется глубиной проникновения и обозначается буквой δ.
Толщина слоя в основном зависит от частоты переменного тока, удельного сопротивления металла и магнитной проницаемости. Эту зависимость определяют по формуле
δ = 5,03-10 4 корень из (ρ/μν) мм,
где ρ — удельное электрическое сопротивление, ом мм 2 /м;
μ, — магнитная проницаемость, гс/э;
v
— частота,
гц.
Из формулы видно, что с увеличением частоты глубина проникновения индукционных токов уменьшается. Ток высокой частоты для индукционного нагрева деталей получают от генераторов.
При выборе частоты тока, кроме нагреваемого слоя, необходимо учитывать форму и размеры детали с тем, чтобы получить высокое качество поверхностной закалки и экономно использовать электрическую энергию высокочастотных установок.
Большое значение для качественного нагрева деталей имеют медные индукторы.
Наиболее распространены индукторы, имеющие с внутренней стороны систему мелких отверстий, через которые подается охлаждающая вода. Такой индуктор является одновременно нагревательным и охлаждающим устройством. Как только помещенная в индуктор деталь нагреется до заданной температуры, ток автоматически отключится и из отверстий индуктора поступит вода и спреером (водяным душем) охладит поверхность детали.
Детали можно также нагревать в индукторах, не имеющих душирующих устройств. В таких индукторах детали после нагрева сбрасываются в закалочный бак.
Закалка ТВЧ в основном производится одновременным и непрерывно-последовательным способами. При одновременном способе закаливаемая деталь вращается внутри неподвижного индуктора, ширина которого равна закаливаемому участку. Когда заданное время нагрева истекает, реле времени отключает ток от генератора, а другое реле, сблокированное с первым, включает подачу воды, которая небольшими, но сильными струями вырывается из отверстий индуктора и охлаждает деталь.
При непрерывно-последовательном способе деталь неподвижна, а вдоль нее перемещается индуктор. В этом случае проипоследовательный нагреве закаливаемого участка детали, после чего участок попадает под струю воды душирующего устройства, расположенного на некотором расстоянии от индуктора.
Плоские детали закаливают в петлевых и зигзагообразных индукторах, а зубчатые колеса с мелким модулем — в кольцевых индукторах одновременным способом. Макроструктура закаленного слоя мелкомодульного зубчатого колеса автомобиля, изготовленного из стали марки ППЗ-55 (сталь пониженной прокаливаемости). Микроструктура закаленного слоя представляет собой мелкоигольчатый мартенсит.
Твердость поверхностного слоя деталей, закаленных при нагреве ТВЧ, получается на 3-4 единицы HRC
выше, чем твердость при обычной объемной закалке.
Для повышения прочности сердцевины детали перед закалкой ТВЧподвергают улучшению или нормализации.
Применение нагрева ТВЧ для поверхностной закалки машинных деталей и инструмента позволяет резко сократить продолжительность технологического процесса термической обработки. Кроме того, этот метод дает возможность изготовлять для закалки деталей механизированные и автоматизированные агрегаты, которые устанавливаются в общем потоке механообрабатывающих цехов. В результате этого отпадает необходимость транспортирования деталей в специальные термические цехи и обеспечивается ритмичная работа поточных линий и сборочных конвейеров.
Пламенная поверхностная закалка.
Этот метод заключается в нагреве поверхности стальных деталей ацетилено-кислородным пламенем до температуры, превышающей на 50-60°С верхнюю критическую точку
A C3,
с последующим быстрым охлаждением водяным душем.
Сущность процесса пламенной закалки состоит в том, что тепло, подводимое газовым пламенем от горелки к закаливаемой детали, концентрируется на ее поверхности и значительно превышает количество тепла, распространяемого в глубь металла. В результате такого температурного поля поверхность детали сначала быстро нагревается до температуры закалки, затем охлаждается, а сердцевина детали практически остается незакаленной и после охлаждения не изменяет свою структуру и твердость.
Пламенную закалку применяют для упрочнения и повышения износостойкости таких крупных и тяжелых стальных деталей, как коленчатые валы механических прессов, крупномодульные зубчатые колеса, зубья ковшей экскаваторов и т. п. Кроме стальных деталей, пламенной закалке подвергают детали, изготовленные из серого и перлитного чугуна, например направляющие станин металлорежущих станков.
Пламенная закалка разделяется на четыре вида:
а) последовательную, когда закалочная горелка с охлаждающей жидкостью перемещается вдоль, поверхности обрабатываемой неподвижной детали;
б) закалку с вращением, при которой горелка с охлаждающей жидкостью остается неподвижной, а закаливаемая деталь вращается;
в) последовательную с вращением детали, когда деталь непрерывно вращается и вдоль нее перемещается закалочная горелка с охлаждающей жидкостью;
г) местную, при которой неподвижная деталь нагревается до заданной температуры закалки неподвижной горелкой, после чего охлаждается струей воды.
Способ пламенной закалки катка, который вращается с определенной скоростью, а горелка остается неподвижной. Температура нагрева контролируется при помощи миллископа.
В зависимости от назначения детали глубина закаленного слоя обычно берется равной 2,5-4,5 мм.
Основными факторами, влияющими на глубину закалки и структуру закаливаемой стали, являются: скорость передвижения закалочной горелки относительно закаливаемой детали или детали относительно горелки; скорость выхода газов и температура пламени.
Выбор закалочных машин зависит от формы деталей, способа закалки и заданного количества деталей. Если нужно закаливать разнообразные по форме и размерам детали и в небольших количествах, то целесообразнее применять универсальные закалочные машины. На заводах обычно используют специальные установки и токарные станки.
Для закалки применяют два вида горелок: модульные с модулем от М10 и до МЗ0 и многопламенные со сменными наконечниками, имеющими ширину пламени от 25 до 85 мм
.
Конструктивно горелки устроены таким образом, что отверстия для газового пламени и охлаждающей воды расположены в один ряд, параллельно. Вода в горелки подается от водопроводной сети и служит одновременно для закалки деталей и охлаждения мундштука.
В качестве горючих газов применяются ацетилен и кислород.
После пламенной закалки микроструктура в различных зонах детали различная. Закаленный слой получает высокую твердость и остается чистым, без следов окисления и обезуглероживания.
Переход структуры от поверхности детали к сердцевине происходит плавно, что имеет большое значение для повышения эксплуатационной стойкости деталей и полностью устраняет вредные явления — растрескивание и отслоение закаленных слоев металла.
Твердость изменяется в соответствии со структурой закаленного слоя. На поверхности детали она равна 56-57 HRC
,
а затем понижается до твердости, которую имела деталь до поверхностной закалки. Для обеспечения высокого качества закалки, получения равномерной твердости и повышенной прочности сердцевины литые и кованые детали перед пламенной закалкой подвергаются отжигу или нормализации в соответствии с обыкновенными режимами.
Поверхностная за
калка в электролите.
Сущность этого явления состоит в том, что если постоянный электрический ток пропускать через электролит, то на катоде образуется тонкий слои, состоящий измельчайших пузырьков водорода. Благодаря плохой электрической проводимости водорода сопротивление прохождению электрического тока сильно возрастает и катод (деталь) нагревается до высокой температуры, после чего закаливается. В качестве электролита обычно применяют водный 5-10-процентный раствор кальцинированной соды.
Процесс закалки несложен и заключается в следующем. Закаливаемую деталь опускают в электролит и присоединяют к отрицательному полюсу генератора постоянного тока напряжением 200-220 в
и плотностью 3- 4
а/см 2 ,
в результате чего она становится катодом. В зависимости от того, какая часть детали подвергается поверхностной закалке, деталь погружают на определенную глубину. Деталь нагревается за несколько секунд, и ток выключают. Охлаждающей средой является тот же электролит. Итак, ванна с электролитом служит и нагревательной печью и закалочным баком.
Индукционный нагрев происходит в результате размещения обрабатываемой детали вблизи проводника переменного электрического тока, который называется индуктором. При прохождении по индуктору тока высокой частоты (ТВЧ) создаётся электромагнитное поле и, если в этом поле располагается металлическое изделие, то в нем возбуждается электродвижущая сила, которая вызывает прохождение по изделию переменного тока такой же частоты, как и ток индуктора.
Таким образом наводится тепловое воздействие, которое вызывает разогрев изделия. Тепловая мощность Р, выделяемая в нагреваемой детали, будет равна:
где К – коэффициент, зависящий от конфигурации изделия и величины зазора, образующегося между поверхностями изделия и индуктора; Iин — сила тока; f – частота тока (Гц); r – удельное электрическое сопротивление (Ом·см); m – магнитная проницаемость (Г/Э) стали.
На процесс индукционного нагрева существенное влияние оказывает физическое явление, называемое поверхностным (скин) эффектом: ток индуцируется преимущественно в поверхностных слоях, и при высоких частотах плотность тока в сердцевине детали мала. Глубина нагреваемого слоя оценивается по формуле:
Повышение частоты тока позволяет концентрировать в небольшом объёме нагреваемой детали значительную мощность. Благодаря этому реализуется высокоскоростной (до 500 С/сек) нагрев.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800-850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750-800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру. Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева — твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.
На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2- 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4-0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55-60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Оборудование для выполнения индукционной закалки (ТВЧ)
Индукционная закалка требует специального технологического оборудования, которое включает три основных узла: источник питания — генератор токов высокой частоты, индуктор и устройство для перемещения деталей в станке.
Генератор токов высокой частоты это электрические машины, различающиеся по физическим принципам формирования в них электрического тока.
- Электронные устройства, работающие по принципу электронных ламп, преобразующих постоянный ток в переменный ток повышенной частоты – ламповые генераторы.
- Электромашинные устройства, работающие по принципу наведения электрического тока в проводнике, перемещающихся в магнитном поле, преобразующие трехфазный ток промышленной частоты в переменный ток повышенной частоты – машинные генераторы.
- Полупроводниковые устройства, работающие по принципу тиристорных приборов, преобразующих постоянный ток в переменный ток повышенной частоты – тиристорные преобразователи (статические генераторы).
Генераторы всех видов различаются по частоте и мощности генерируемого тока
Виды генераторов Мощность, кВт Частота, кГц КПД
Ламповые 10 — 160 70 — 400 0,5 — 0,7
Машинные 50 — 2500 2,5 — 10 0,7 — 0,8
Тиристорные 160 — 800 1 — 4 0,90 — 0,95
Поверхностную закалку мелких деталей (иглы, контакты, наконечники пружин) осуществляют с помощью микроиндукционных генераторов. Вырабатываемая ими частота достигает 50 МГц, время нагрева под закалку составляет 0,01-0,001 с.
Способы закалки ТВЧ
По выполнению нагрева различают индукционную непрерывно-последовательную закалку и одновременную закалку.
Непрерывно-последовательная закалка
применяется для длинномерных деталей постоянного сечения (валы, оси, плоские поверхности длинномерных изделий). Нагреваемая деталь перемещается в индукторе. Участок детали, находящийся в определенны момент в зоне воздействия индуктора, нагревается до закалочной температуры. На выходе из индуктора участок попадает в зону спрейерного охлаждения. Недостаток такого способа нагрева – низкая производительность процесса. Чтобы увеличить толщину закленного слоя необходимо увеличить продолжительность нагрева с помощью снижения скорости перемещения детали в индукторе.
Одновременная закалка
предполагает единовременный нагрев всей упрочняемой поверхности.
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Рекомендуем также
- Рынки факторов производства и формирование факторных доходов Рынок вещественных факторов производства и формирование доходов
- Анализ финансово-хозяйственной деятельности предприятия
- Рынки факторов производства и формирование факторных доходов
- Опыт использования ксо российскими компаниями
- Формирование производственной программы предприятия этапы формирования производственной программы
- Готовый бизнес-план с расчетами на примере веб студии
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
Конструкция и изготовление индукторов для закалки ТВЧ
Индуктора изготавливают из медных трубок, через которые в процессе нагрева пропускается вода. Таким образом предотвращается перегрев и перегорание индукторов при работе. Изготавливаются также индукторы, совмещаемые с закалочным устройством — спрейером: на внутренней поверхности таких индукторов имеются отверстия, через которые на нагретую деталь поступает охлаждающая жидкость.
Для равномерного нагревания необходимо изготавливать индуктор таким образом, чтобы расстояние от индуктора до всех точек поверхности изделия было одинаковым. Обычно это расстояние составляет 1,5-3 мм. При закалке изделия простой формы это условие легко выполняется. Для равномерности закалки, деталь необходимо перемещать и (или) вращать в индукторе. Это достигается применением специальных устройств — центров или закалочных столов.
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Преимущества и недостатки метода
Преимущества закалки токами ВЧ:
- полностью автоматический процесс;
- работа с изделиями любых форм;
- отсутствие нагара;
- минимальная деформация;
- вариативность уровня глубины закаленной поверхности;
- индивидуально определяемые параметры закаленного слоя.
Среди недостатков можно выделить:
- потребность в создании специального индуктора для разных форм деталей;
- трудности в накладке уровней нагрева и охлаждения;
- высокая стоимость оборудования.
Возможность использования закалки токами ВЧ в индивидуальном производстве маловероятна, но в массовом потоке, например, при изготовлении коленчатых валов, шестеренок, втулок, шпинделей, валов холодной прокатки и др., закалка поверхностей ТВЧ приобретает все более широкое применение.
Впервые закалку деталей с помощью индукционного нагрева предложил производить В.П. Володин. Было это почти век назад — в 1923 году. А в 1935 г. данный вид термической обработки стали использовать для закалки стали. Популярность закалки сегодня сложно переоценить — ее активно применяют практически во всех отраслях машиностроения, также очень востребованы и установки ТВЧ для закалки.
Для увеличения твердости закаленного слоя и повышения вязкости в центре стальной детали необходимо использовать поверхностную ТВЧ закалку. При этом происходит нагрев верхнего слоя детали до температуры закалки и резкое охлаждение. Важно, что свойства сердцевины детали остаются неизменными. Так как центр детали сохраняет вязкость, сама деталь становится более крепкой.
С помощью ТВЧ закалки удается упрочить внутренний слой легированной детали, ее применяют для среднеуглеродистых сталей (0,4-0,45% С).
ТВЧ печи для закалки
С момента своего создания, в конце 60-х годов, фирма CEIA занималась разработкой и изготовлением промышленного оборудования, базирующегося на применении действия эффекта электромагнитного поля. В конце 80-х CEIA представляет первый твёрдотельный индукционный нагреватель на рынке специального оборудования для пайки. В 1995 CEIA представляет ещё одно новшество — модельный ряд приборов для индукционного нагрева «Power Cube Family», в который входят:
- генераторы (мощностью от 2,8 кВт до 100 кВт и рабочими частотами от 25 кГц до 1800 кГц) и нагревательные головы;
- контрольные устройства (контроллер, мастер-контроллер, специальный программатор), обеспечивающие работу в автоматическом или полуавтоматическом режиме;
- оптические пирометры с диапазоном измерения от 80 до 2000 ºС;
- подставки для нагревательных голов, пирометров и устройства подачи припоя .
Компания CIEA полностью осуществляет все стадии производства: от разработки приборов и электронных плат до сборки генераторов. На производстве работает высококвалифицированный персонал. Каждый прибор проходит обязательное электромагнитное тестирование.
Закалка токами высокой частоты
Уровень сложности
Средний
Время на прочтение
7 мин
Количество просмотров 9.4K

Картинка: YouTube-канал «Наумов Своими Руками»
В настоящее время появились достаточно доступные установки для обработки металлов токами высокой частоты, открывающие возможности, которые ещё совсем недавно были недоступны. Однако мало иметь такую установку, необходимо ещё и понимать суть процессов, протекающих при обработке металлов подобными токами.
Небольшой спойлер от автора: дальше последует некоторый результат моих исследований этой темы. Суждения в тексте ниже могут быть где-то верны, где-то ошибочны, а где-то недостаточно подробны. В любом случае, надеюсь, что будет интересно!
▍ Введение
Металлы широко используются в нашей повседневной жизни и отличаются высокой теплопроводностью, электропроводностью и рядом других отличающих их свойств. Закалка возможна для разных металлов, однако ниже мы будем говорить только о соединениях железа с другими компонентами. В чистом виде железо редко используется, так как оно обладает слишком большой мягкостью, поэтому в промышленности используют сплавы, которые зачастую отличаются более низкой температурой плавления и более высокой твёрдостью.
Например, сплав железа с углеродом называется сталью. Будучи обработан термически, он приобретает новые свойства — большую жёсткость, упругость и прочность.
В зависимости от содержания углерода, стали могут разделяться на три группы:
- до 0.8%: доэвтектоидные,
- 0.8%: эвтектоидные,
- более 0.8%: заэвтектоидные.
Основной целью нагрева при закалке является получение аустенита (раствора углерода) в стали.
Далее, если обеспечить максимальную скорость охлаждения (другими словами, от скорости охлаждения зависит жёсткость получаемого конечного вещества), то можно получить так называемый мартенсит, представляющий собой перенасыщенный раствор углерода в железе, у которого концентрация углерода сохраняется такой же, как и в полученном при нагреве аустените:

Картинка: Диаграмма изотермического превращения аустенита для стали, содержащей 0,8% углерода / Николаев Е.Н., Коротин И.М. — «Термическая обработка токами высокой частоты»
Мартенсит обладает самой высокой твёрдостью среди всех структур, и его жёсткость зависит от количества углерода в стали. Например, для стали с содержанием углерода в 0,4% твёрдость получаемого мартенсита будет лежать в пределах 52-54 HRC. Если же сталь содержит углерод в пределах 1%, то получаемый мартенсит уже будет иметь твёрдость порядка 62-64 HRC.
Также можно сказать, что особенностью мартенсита является его образование не в процессе выдержки при определённой температуре, а при её падении.
Переход аустенита в мартенсит всегда сопровождается увеличением объёма (что стоит учитывать как закладываемый допуск при проектировании устройств).
▍ Закалка токами высокой частоты
Обработка с применением таких токов имеет преимущество перед обычным нагревом, так как приводит к уменьшению деформаций, почти полностью удаляется окисная плёнка и происходит обезуглероживание (выгорание углерода с поверхности детали, которое обычно происходит при возникновении окисления; это явление приводит к резкому снижению прочности и возможности появления трещин и коробления).
Кроме того, преимуществом подобного нагрева является отсутствие необходимости прогревать деталь на полную глубину, так как за короткое время прогревается только поверхностный слой.
Ещё одним важным фактором является то, что для такой поверхностной закалки могут применяться более дешёвые углеродистые стали (например, 40, 45), в отличие от альтернативных способов, например, цементации поверхности, где желательно использование легированных сталей (хромистой или хромоникелевой). Тем не менее, следует отметить, что твёрдость цементированных слоёв (58-62 HRC) зачастую превосходит твёрдость слоёв, закалённых с помощью токов высокой частоты (50-54 HRC).
Скорость же нагрева с применением индукционных токов превосходит обычный нагрев в печах. Так как концентрация энергии в зоне возникновения нагрева достаточно велика и обычно находится в пределах от 0,5 до 1,5 кВт/м2, это приводит к достаточно быстрому нагреву, при котором рост температуры может происходить со скоростью до 300 градусов в секунду (при правильном подборе параметров деталей и частоты тока можно добиться скорости нарастания до температуры закалки в течение периода в пределах десятых долей секунд).
Нагрев производится за счёт индуцированного тока в нагреваемой детали, которая была помещена в изменяющееся магнитное поле.
Для осуществления этого процесса деталь помещается внутрь индуктора, который представлен рядом витков (или даже одного), выполненных из медной трубки или цельного проводника. Тут следует сказать, что обычно для отвода тепла от индуктора он выполняется в виде полой трубки, через которую в процессе работы прокачивается охлаждающая вода.
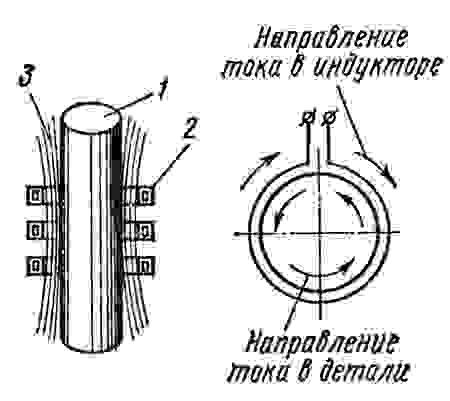
Картинка: Схема нагрева токами высокой частоты, где 1 — деталь, 2 — индуктор, 3 — силовые линии / Зуев В. М. — «Термическая обработка металлов»
После чего через индуктор пропускается электрический ток, который приводит к возникновению переменного магнитного поля, у которого силовые линии проходят сквозь обрабатываемую деталь. Это приводит к тому, что в самом верхнем слое детали возникают вихревые токи, также называемые токами Фуко, которые вызывают нагрев детали.
Нагрев происходит из-за наличия сопротивления у обрабатываемых деталей, и он тем больше, чем больший ток протекает через деталь.
Распределение токов по объёму детали неодинаково и они в основном сконцентрированы в поверхностном слое, что называется скин-эффектом.
Таким образом, больше всего нагревается поверхностный слой, а сердцевина изделия нагревается за счёт теплопроводности материала.
Толщина этого поверхностного нагревающегося слоя зависит от того, какая частота переменного тока применяется, каково удельное сопротивление металла, а также его магнитной проницаемости.
В общем случае можно сказать, что чем больше частота тока, тем меньше толщина этого слоя.
Например, чтобы получить слой, имеющий толщину в 1 мм, необходимо использовать частоту в 60 кГц; для слоя толщиной в 2 мм – использовать 15 кГц; для слоя в 4 мм — 4 кГц.
Ещё одна зависимость заключается в том, что чем выше температура, тем более глубоко проникновение поверхностных токов в деталь, и оно достигает максимального значения при температуре выше точки Кюри (768 градусов).
Также наблюдается и ещё одна зависимость, заключающаяся в том, что если температура находится ниже точки Кюри, то нагрев осуществляется быстрее, после же перехода через неё нагрев замедляется:

Картинка: График индукционного нагрева / Зуев В. М. — «Термическая обработка металлов»
После того как была произведена индукционная закалка, деталь подвергают отпуску при температуре 160-200°. Здесь под отпуском понимается операция нагрева закалённой стали до определённой температуры с целью понижения твёрдости, увеличения пластичности, вязкости, а также для уменьшения внутренних напряжений.
Для закалки с применением токов высокой частоты используются конструкционные стали, под которыми понимаются стали, широко использующиеся в машиностроении для изготовления деталей механизмов и конструкций. У них содержание углерода не превышает 0,5-0,6% и они могут быть как углеродистыми, так и легированными:
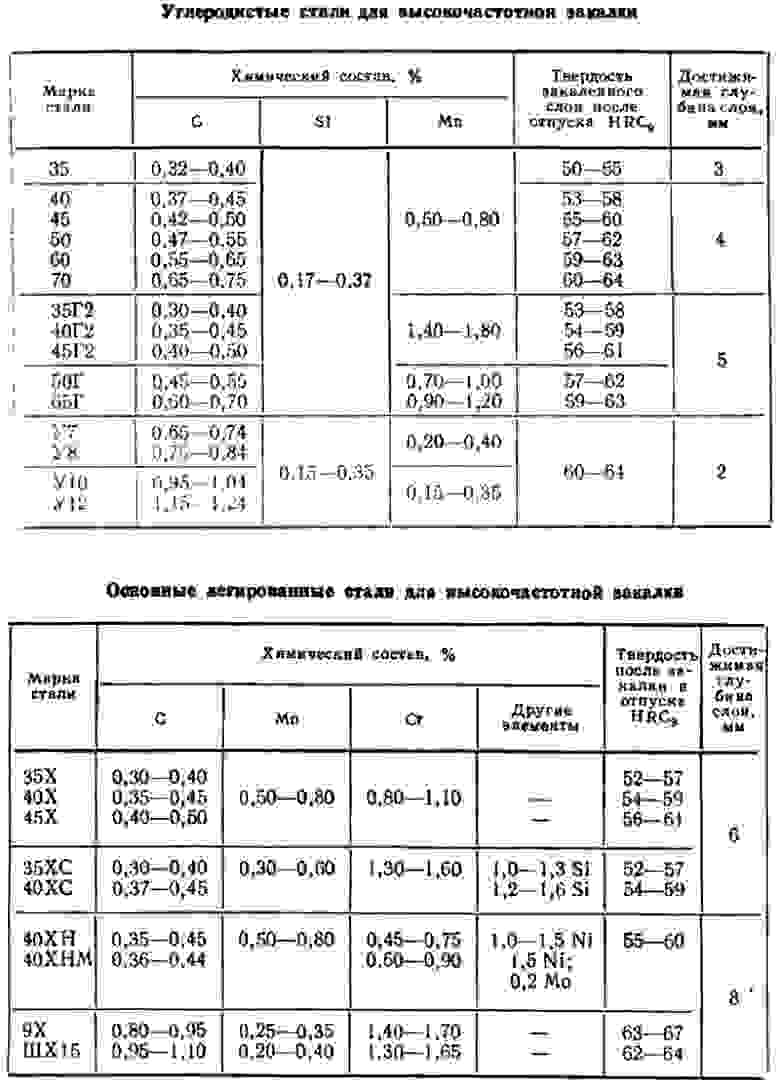
Картинка: Головин Г. Ф., Замятнин М. М. — «Высокочастотная термическая обработка: вопросы металловедения и технологии»
До того, как производить закалку, выполняют предварительную термическую обработку, называемую нормализацией, которая позволяет устранить внутренние механические напряжения, наклёп, а также подготавливает всю структуру для дальнейшей обработки.
Нормализация представляет собой нагрев металла и последующее его охлаждение на воздухе. Температура, до которой нагреваются детали при выполнении нормализации, превышает ту, которой подвергаются детали при отжиге. В качестве примера можно сказать, что изделия из стали 45 отжигаются при температуре 820-840° С, при нормализации же они нагреваются до 850-870°С.
Нормализация, осуществляющаяся с применением индукционного нагрева, может быть реализована даже для отдельных зон детали (здесь можно сказать, что проявляется плюс гибкого индукционного нагрева, который может быть осуществлён для любой зоны детали).
Говоря же о методах осуществления индукционной закалки, можно перечислить:
- полный нагрев всей поверхности и последующее её охлаждение (используются в случаях, когда деталь имеет небольшой размер);
- нагрев отдельных требующихся участков детали по очереди;
- непрерывный нагрев, совмещённый с охлаждением: в процессе такой обработки деталь вращается, а по ней перемещается индуктор, следом за которым идёт охлаждающее устройство (например, разбрызгиватель воды). Может быть использован и обратный вариант, когда индуктор и охлаждающее устройство являются неподвижными, в то время как деталь вращается и перемещается из одной стороны в другую.
Скорость перемещения индуктора и детали относительно друг друга зависит от того, какой толщины обработанный слой требуется получить. Например, для толщин слоёв, колеблющихся от 1 до 10 мм, при подаваемой частоте от 500 до 10 кГц скорость перемещения будет составлять от 0,3 до 3 см/сек.
В описанных выше вариантах вращение используется для того, чтобы компенсировать неоднородность нагрева поверхности детали, вызванную так называемым эффектом близости, суть которого заключается в том, что если ток протекает в двух проводниках в разных направлениях, то его плотность будет выше в тех участках проводников, которые расположены наиболее близко друг к другу.
Для достижения стабильной глубины закалённого слоя стараются применять стали с пониженной прокаливаемостью. Подробно в литературе этот момент не поясняется, однако я предполагаю, что здесь подразумевается следующее: благодаря использованию таких сталей все фазовые преобразования внутри происходят только в тонком поверхностном слое, который нагревается до высоких температур. Все нижележащие слои, даже несмотря на то, что они тоже нагреваются, хотя и в меньшей степени благодаря теплопроводности, не закаливаются. Это приводит к тому, что закалённая деталь имеет жёсткую износоустойчивую поверхность и вязкую гибкую сердцевину, что весьма позитивно сказывается на её прочности в целом, так как деталь успешно сопротивляется излому. То есть, другими словами, используя подобные стали, борются с паразитной прокаливаемостью, чтобы в процессе закалки поверхностного слоя попутно не закаливался нижележащий объём детали.
Если же у вас нет устройства для закалки токами высокой частоты, то можно воспользоваться, например, более простым способом — цементацией поверхности (насыщение поверхностного слоя углеродом).
В своё время меня впечатлил следующий ролик, хотя, если вдуматься, удивляться здесь нечему:
Подытоживая, можно сказать, что закалка токами высокой частоты предоставляет уникальные возможности, позволяющие использовать более простые и дешёвые стали, но в то же время придавать им значительную прочность и износоустойчивость. Этот процесс отличается достаточной энергоэффективностью, так как не требует прокаливать всю деталь на полную глубину (хотя и существуют варианты закалки с прокаливанием на полную глубину), большой скоростью протекания процессов, что позволяет с успехом использовать этот метод для конвейерного производства. А широкое распространение аппаратов для индукционного нагрева (на всем известном китайском сайте даже за 2000 руб., с питанием 12-48V) делает эту технологию доступной практически каждому – скажем, вырезать деталь лазерной резкой из стали с соответствующими допусками и закалить.

▍ Список использованной литературы
- Головин Г. Ф., Замятнин М. М. — «Высокочастотная термическая обработка: вопросы металловедения и технологии».
- Зуев В. М. — «Термическая обработка металлов».
- Николаев Е. Н., Коротин И. М. — «Термическая обработка токами высокой частоты».
Пол-лимона подарков от RUVDS. Отвечай на вопросы и получай призы 🍋

Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна.
Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку. При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки. Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала. Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью. Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды. В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском. Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры. Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока. Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке. Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды. Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности. Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Конструкционная
прочность часто зависит от состояния
материала в поверхностных слоях детали.
Одним из способов поверхностного
упрочнения стальных деталей
является поверхностная закалка.
В результате поверхностной закалки
увеличивается твердость поверхностных
слоев изделия с одновременным повышением
сопротивления истиранию и предела
выносливости. Общим для всех видов
поверхностной закалки является нагрев
поверхностного слоя детали до температуры
закалки с последующим быстрым охлаждением.
Эти способы различаются методами нагрева
деталей. Толщина закаленного слоя при
поверхностной закалке определяется
глубиной нагрева. Наибольшее распространение
имеют электротермическая закалка с
нагревом изделий токами высокой частоты
(ТВЧ) и газопламенная закалка с нагревом
газово-кислородным или кислородно-керосиновым
пламенем.
Закалка
токами высокой частоты.
Основан
на том, что если в переменное магнитное
поле, создаваемое проводником-индуктором,
поместить металлическую деталь, то в
ней будут индуцироваться вихревые токи,
вызывающие нагрев металла. Возникает
явление «скин-эффекта», в результате
которого, токи концентрируются около
поверхности:
x=k(r/mf)-
толщина прокаливаемого слоя; r — удельное
эл. сопротивление, m — магнитная
проницаемость, f — частота тока.
Для
нагрева на глубину более 2 мм, используются
машинные генераторы с частотой 500…8000
Гц, мощностью до 500 кВт. Для тонких слоев
— ламповые генераторы с частотой больше
450000 Гц, мощностью до 250 кВт. Глубина
закаленного слоя – до 2 мм.
Индукторы
изготавливаются из медных трубок, внутри
которых циркулирует вода, благодаря
чему они не нагреваются. Форма индуктора
соответствует внешней форме изделия,
при этом необходимо постоянство зазора
между индуктором и поверхностью изделия.
После
нагрева в течение 3…5 с индуктора, деталь
быстро перемещается в специальное
охлаждающее устройство – спрейер,
через отверстия которого на нагретую
поверхность разбрызгивается закалочная
жидкость.
Высокая
скорость нагрева смещает фазовые
превращения в область более высоких
температур. Температура закалки при
нагреве токами высокой частоты должна
быть выше, чем при обычном нагреве.
При
правильных режимах нагрева после
охлаждения получается структура
мелкоигольчатого мартенсита. Твердость
повышается на 2…4 HRC по сравнению с
обычной закалкой, возрастает износостойкость
и предел выносливости.
Перед
закалкой ТВЧ изделие подвергают
нормализации, а после закалки низкому
отпуску при температуре 150…200oС
(самоотпуск).
Наиболее
целесообразно использовать этот метод
для изделий из сталей с содержанием
углерода более 0,4 %.
Преимущества
метода:
большая
экономичность, нет необходимости
нагревать все изделие;
более
высокие механические свойства;
отсутствие
обезуглероживания и окисления поверхности
детали;
снижение
брака по короблению и образованию
закалочных трещин;
возможность
автоматизации процесса;
использование
закалки ТВЧ позволяет заменить
легированные стали на более дешевые
углеродистые;
позволяет
проводить закалку отдельных участков
детали.
Основной
недостаток метода –
высокая стоимость индукционных установок
и индукторов.
Целесообразно
использовать в серийном и массовом
производстве.
Этому
способу ТО подвергают стали:
среднеуглеродистые (легированные и
нелегированные) (40, 45, 40Х, 40ХН); стали
пониженной прокаливаемости (55ПП).
Интервал
возможной твердости
составляет HRC 50—56.
23. Цементация и последующая термическая
обработка сталей с низкой прокаливаемостью.
Структуры, образующиеся на каждом этапе
термической обработки в центре и на
поверхности изделия. Интервал возможной
твердости.
Цементация
– химико-термическая обработка,
заключающаяся в диффузионном насыщении
поверхностного слоя атомами углерода
при нагреве до температуры 900…950 oС.
Цементации
подвергают стали с низким содержанием
углерода (до 0,25 %).
Нагрев
изделий осуществляют в среде, легко
отдающей углерод. Подобрав режимы
обработки, поверхностный слой насыщают
углеродом до требуемой глубины.
Глубина
цементации (h) – расстояние от
поверхности изделия до середины зоны,
где в структуре имеются одинаковые
объемы феррита и перлита ( h. = 1…2 мм).
Степень
цементации – среднее содержание
углерода в поверхностном слое (обычно,
не более 1,2 %).
Более
высокое содержание углерода приводит
к образованию значительных количеств
цементита вторичного, сообщающего слою
повышенную хрупкость.
На
практике применяют цементацию в твердом
и газовом карбюризаторе (науглероживающей
среде).
Участки
деталей, которые не подвергаются
цементации, предварительно покрываются
медью (электролитическим способом) или
глиняной смесью.
Цементация
в твердом карбюризаторе.
Почти
готовые изделия, с припуском под
шлифование, укладывают в металлические
ящики и пересыпают твердым карбюризатором.
Используется древесный уголь с добавками
углекислых солей ВаСО3,
Na2CO3 в
количестве 10…40 %. Закрытые
ящики укладывают в печь и выдерживают
при температуре 930…950 oС.
За счет кислорода воздуха происходит
неполное сгорание угля с образованием
окиси углерода (СО), которая разлагается
с образованием атомарного углерода по
реакции:
Образующиеся
атомы углерода адсорбируются поверхностью
изделий и диффундируют вглубь металла.
Недостатками
данного способа являются:
-значительные
затраты времени (для цементации на
глубину 0,1 мм затрачивается 1 час);
-низкая
производительность процесса;
-громоздкое
оборудование;
-сложность
автоматизации процесса.
Способ
применяется в мелкосерийном производстве.
Газовая
цементация.
Процесс
осуществляется в печах с герметической
камерой, наполненной газовым карбюризатором.
Атмосфера
углеродосодержащих газов включает
азот, водород, водяные пары, которые
образуют газ-носитель, а также окись
углерода, метан и другие углеводороды,
которые являются активными газами.
Глубина
цементации определяется температурой
нагрева и временем выдержки.
Преимущества
способа:
-возможность
получения заданной концентрации углерода
в слое.
-сокращение
длительности процесса за счет упрощения
последующей термической обработки;
-возможность
полной механизации и автоматизации
процесса.
-Способ
применяется в серийном и массовом
производстве.
Структура
цементованного слоя.
На
поверхности изделия образуется слой
заэвтектоидной стали, состоящий из
перлита и цементита. По мере удаления
от поверхности, содержание углерода
снижается и следующая зона состоит
только из перлита. Затем появляются
зерна феррита, их количество, по мере
удаления от поверхности увеличивается.
И, наконец, структура становится
отвечающей исходному составу.
Термическая
обработка после цементации.
В
результате цементации достигается
только выгодное распределение углерода
по сечению. Окончательно формирует
свойства цементованной детали последующая
термообработка. Все изделия подвергают
закалке с низким отпуском. После закалки
цементованное изделие приобретает
высокую твердость и износостойкость,
повышается предел контактной выносливости
и предел выносливости при изгибе, при
сохранении вязкой сердцевины. Комплекс
термической обработки зависит от
материала и назначения изделия.
Если
сталь наследственно мелкозернистая
или изделия неответственного назначения,
то проводят однократную закалку с
температуры 820…850oС.
При этом обеспечивается получение
высокоуглеродистого мартенсита в
цементованном слое, а также частичная
перекристаллизация и измельчение зерна
сердцевины.
При
газовой цементации изделия по окончании
процесса подстуживают до этих температур,
а затем проводят закалку (не требуется
повторный нагрев под закалку).
Для
удовлетворения особо высоких требований,
предъявляемых к механическим свойствам
цементованных деталей, применяют двойную
закалку .
Первая
закалка через нормализацию проводится
с температуры 880…900oС для
исправления структуры сердцевины, так
как в углеродистой стали из-за малой
глубины прокаливаемости сердцевина
изделия после первой закалки состоит
из феррита и перлита.
Вторая
закалка. После первой закалки
цементованный слой оказывается перегретым
и содержащим повышенное количество
остаточного аустенита, поэтому применяют
вторую закалку с температуры 700–780 °С,
оптимальной для заэвтектоидных сталей.
После второй закалки поверхностный
слой состоит из мелкоигольчатого
высокоуглеродистого мартенсита и
глобулярных включений вторичного
карбида. Завершающей операцией термической
обработки всегда является низкий
отпуск, проводимый при
температуре 150…180oС. В результате
отпуска в поверхностном слое получают
структуру мартенсита отпуска, частично
снимаются напряжения.
Цементации
подвергают зубчатые колеса, поршневые
кольца, червяки, оси, ролики.
Интервал
возможной твердости : Твердость
поверхностного слоя для углеродистой
стали составляет 60–64 HRC, а для легированной
– 58–61 HRC; снижение твердости объясняется
образованием повышенного количества
остаточного аустенита.
24. Цементация и последующая термическая
обработка сталей с полной прокаливаемостью.
Структуры, образующиеся на каждом этапе
термической обработки( в центре и на
поверхности изделия. интервал возможной
твердости.
Так
же, как в 23 пункте, только цементации
подвергаются легированные стали, потому
что они имеют полную прокаливаемость.
В следствие этого, после первой закалки
легированная сталь при цементации
позволяет получить в сердцевине структуру
сорбита, троостита или мартенсита, но
благодаря низкой концентрации углерода
сердцевина будет иметь высокую ударную
вязкость.
Последующие
операции( вторая закалка и низкий
отпуск ) проводятся аналогичным
образом.
Соседние файлы в предмете Материаловедение
- #
- #
- #
- #
- #
- #
ПОВЕРХНОСТНАЯ ЗАКАЛКА СТАЛИ ПРИ НАГРЕВЕ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ [c.135]
Поверхностной называется такая закалка, при которой высокую твердость приобретает лишь часть поверхностного слоя стали. Она отличается от всех рассмотренных ранее способов закалки методом нагрева. При такой обработке до температуры закалки нагревают только поверхностный слой изделия. При быстром охлаждении лишь этот слой подвергается закалке. Остальная часть не закаливается и сохраняет структуру и свойства, которые были до закалки. Наибольшее распространение получила поверхностная закалка с индукционным нагревом токами высокой частоты. Этот высокопроизводительный, прогрессивный метод термической обработки обеспечивает повышение механических свойств стали, в том числе предела текучести, усталости и твердости, исключает возможность обезуглероживания, уменьшает опасность окисления поверхности изделий и их деформации, создает предпосылки для комплексной механизации и автоматизации процесса закалки. По данным автомобильного завода, высокочастотная закалка обходится в два—шесть раз дешевле, чем другие процессы поверхностного упрочнения. [c.215]
В зависимости от марки стали полностью обработанную (начерно и начисто) заготовку шпинделя подвергают термической обработке. Наиболее распространенным способом такой обработки является поверхностная закалка с применением нагрева токами высокой частоты (ТВЧ). При этом способе тепло образуется в поверхностном слое обрабатываемой заготовки, а основная масса металла вследствие кратковременности нагрева (0,5…20 с) не нагревается, что предохраняет заготовку от деформации и предотвращает образование окалины на поверхности. Глубину закаливаемого слоя можно автоматически [c.401]
Начальные, исчезающие и остаточные напряжения обычно приводят к уменьшению прочности деталей. Однако умелое их использование, наоборот, дает возможность повысить прочность деталей следующими путями 1) предварительным напряжением в системе соединения тел (предварительно напряженный железобетон) 2) поверхностным наклепом (дробеструйной обработкой), при котором на поверхности детали создаются значительные напряжения сжатия, что приводит к повышению выносливости деталей 3) химико-термической обработкой (цементация, азотирование и др.), которая изменяет в верхних слоях поверхности химический состав и свойства материала 4) закалкой, при нагреве токами высокой частоты, с помощью которой в верхних слоях деталей создаются большие напряжения сжатия (для стали 700—900 Н/мм ). Все эти виды термического упрочнения дают возможность не только повысить усталостную прочность деталей, но и их износостойкость в два-три раза. [c.245]
Поверхностная закалка при нагреве токами высокой частоты (т. в. ч.) обеспечивает значительное снижение чувствительности материала к концентрации напряжений. В зависимости от сорта стали предел выносливости гладких образцов повышается на 40— 100% по сравнению с исходным состоянием. Упрочнению следует подвергать всю рабочую поверхность детали, так как место перехода упрочненной части в неупрочненную оказывается ослабленным. [c.29]
За последние годы большое распространение в промышленности получила поверхностная индукционная закалка стали и чугуна при нагреве токами высокой частоты (т. в. ч.) по методу чл.-корр. АН СССР В. П. Вологдина. Основное преимущество индукционной закалки — возможность получения закаленного слоя заданной глубины и ее большая производительность. [c.135]
Для деталей, работающих при сравнительно невысоких удельных давлениях и скоростях, можно значительно упростить процесс обработки тех деталей, которые требуют высокой поверхностной твердо сти, применением поверхностной закалки сталей с содержанием угле рода 0,4—0,6%. В последнее время наибольшее распространение по лучает поверхностная закалка при нагреве токами высокой частоты [c.73]
При вращении шпинделя сверлить можно на всю длину с одной установки. Если же вращать сверло, то для меньшего его увода сверлить следует до половины длины с одного конца и вторую половину — с другого конца, т. е. за две установки с базированием по обточенным шейкам. Затем зенкеруют отверстие с переднего конца коническим зенкером на вертикально-сверлильном станке, с последующим растачиванием конического отверстия с переднего и заднего концов, с одновременным подрезанием обоих торцов на токарном станке. Затем заготовка подвергается термической обработке, которая зависит от выбранной марки стали и преследует цель повышения износостойкости поверхностей опорных шеек и других поверхностей с сохранением сырой сердцевины. Термическая обработка не должна вызывать заметных деформаций шпинделя. Применяется поверхностная закалка с нагревом токами высокой частоты. [c.370]
Поверхностная закалка стали, применяемая для получения высокой твердости в поверхностном слое при сохранении вязкой сердцевины, что обеспечивает износоустойчивость и одновременно высокую динамическую прочность детали. Достигается путем быстрого нагрева до необходимой температуры только поверхностного слоя, что чаще всего производится токами высокой частоты (закалка ТВЧ), [c.32]
М 255. В деталях, изготовленных из углеродистой стали, можно получить после закалки высокую твердость в поверхностных слоях (при сохранении вязкой сердцевины) различными способами химико-термической обработкой (цементацией) закалкой с нагревом токами высокой частоты обычной закалкой (в последнем случае в деталях диаметром более 20 мм вследствие того, что углеродистая сталь обладает небольшой прокаливаемостью). [c.311]
В деталях, изготовленных из углеродистой стали, можно получить после закалки высокую твердость в поверхностных слоях (при сохранении вязкой сердцевины) различными способами химико-термической обработкой (цементацией) закалкой с нагревом токами высокой частоты обычной закалкой [c.330]
В улучшаемых сталях поверхностной закалкой можно получить твердый слой при улучшенной сердцевине. Для этого с помощью автогенной горелки высокой мощности или индукционным нагревом токами высокой частоты тепло так быстро подводят, что только небольшой поверхностный слой нагревается до температуры закалки затем поверхность охлаждается струей воды, следующей за горелкой. Эти методы в особенности оправдали себя при закалке шеек коленчатого вала. [c.293]
При поверхностной закалке с нагревом токами высокой частоты возникают значительные остаточные напряжения под твердым слоем [34] и поэтому данным способом термообработки подвергаются только зубчатые колеса, изготовленные из легированных сталей, содержащих ванадий, А так как эти стали дороги, то и поверхностная закалка токами высокой частоты имеет ограниченное применение. Стойкость поверхностно закаленных зубьев при циклических контактных напряжениях ниже, чем зубьев цементированных. [c.99]
Наибольший к. п. д. червячной передачи, наименьшее выкрашивание рабочих поверхностей, большая надежность работы передачи в отношении заедания достигаются при цементованных полированных червяках с твердостью рабочих поверхностей Нр = 56 ч- 62, а также поверхностно закаленных с нагревом токами высокой частоты или газовой горелкой до = = 45 ч- 57. При этом червяки из обычных углеродистых сталей лучше подвергать поверхностной закалке кислородно-ацетиленовым пламенем или токами высокой частоты. [c.110]
Поверхностная закалка с нагревом токами высокой частоты достаточно распространенный метод упрочнения, при котором в поверхностном слое реализуется классическая схема закалки, основанная на превращении аустенита в мартенсит. Толщина упрочнённого слоя достигается регулированием глубины прогрева деталей при равном по всему объёму содержании углерода которое должно превышать 0,3%. Максимальная твёрдость на поверхности за счёт высокой скорости нагрева и кратковременной выдержки на 5-7 НКС выше твердости тех же сталей, закалённых нри нечном нагреве. [c.26]
Положение критических точек у железоуглеродистых сплавов зависит не только от содержания в них углерода, но и от скорости их охлаждения, а у специальных сталей и чугунов — также и от содержания в них легирующих элементов. Чем больше скорость охлаждения, тем ниже температуры критических точек чугуна и стали. Поэтому для каждой марки стали температуры критических точек устанавливают при определенной скорости охлаждения (с помощью специальных приборов— дилатометров). Скорость же нагрева на положение критических точек практически не оказывает влияния, за исключением весьма больших скоростей (например, при нагреве стали под поверхностную закалку токами высокой частоты весьма большие скорости нагрева приводят к сильному повышению температуры критических точек). [c.183]
Закалка повышает прочность, твердость и упругость стали. С увеличением содержания углерода в стали твердость ее при закалке повышается. Температура нагрева стали при этом должна быть 760—850 °С. Чем меньше в стали углерода, тем больше должен быть ее нагрев. Различают сплошную и поверхностную закалку. При сплошной закалке сталь нагревают в термической печи, горне или в расплавленной соли. После нагрева ее быстро охлаждают в воде, масле или в других жидкостях. Для получения равномерной закалки нагретое изделие быстро опускают в охлаждающую жидкость и перемещают его в ней до полного охлаждения. Поверхностная закалка стали осуществляется токами высокой частоты. [c.84]
К числу перспективных способов возможного повышения стойкости штампов относится применение токов высокой частоты для нагрева под закалку, что позволяет получить высокую поверхностную твердость при вязкой сердцевине даже для хорошо прокали вающихся сталей. [c.269]
Способ поверхностной закалки с нагревом т. в. ч. впервые предложенный В. П. Вологдиным, основан на явлении электромагнитной индукции и неравномерном выделении теплоты по сечению детали. Подлежащая закалке деталь помещается в определенное магнитное поле, создаваемое индуктором (катушкой) при пропускании через него переменного тока высокой частоты. Деталь помещается в индуктор с зазором 2—4 мм. По закону электромагнитной индукции в части детали, находящейся лод воздействием магнитного потока, будет индуктироваться ток частоты, одинаковой с частотой тока, пропускаемого через индуктор. Индуктированный ток не распределяется равномерно по всему сечению детали, а протекает только по слою, глубина которого соответствует глубине проникновения тока при этом плотность тока будет наибольшей у поверхности детали. Благодаря тепловому действию тока происходит быстрый (обычно 2—10 с) нагрев поверхностных слоев детали, в которых возбуждаются токи. По достижении температуры закалки ток выключается и через отверстия в индукторе под давлением подается охлаждающая жидкость, обычно вода. Происходит закалка поверхности детали на определенную глубину. При высоких скоростях охлаждения, превышающих критические значения для данной марки сталей, в закаленном слое возникает структура мартенсита, характеризующаяся высокой твердостью и износостойкостью. Остаточные напряжения сжатия, образующиеся в поверхностном слое закаленной т. в. ч. детали, повышают ее усталостную прочность. [c.313]
Закалка — термическая операция, заключающаяся в нагреве до определенной температуры, выдержке в течение определенного времени при этой температуре и последующем охлаждении с определенной скоростью в закалочной среде. Цель закалки — повышение прочности и износостойкости (за счет увеличения твердости) изделий. Закалка может быть объемной (нагрев и превращения по всему объему изделия) и поверхностной (нагрев, например, токами высокой частоты и превращения в поверхностном слое). Режимы закалки различных материалов даны в работе [13]. Температуры основных видов термической обработки углеродистой качественной конструкционной стали приведены в табл. 6. [c.107]
В нашей литературе, в отличие от зарубежной, редко применяются диаграммы анизотермического превращения при нагреве для анализа кинетики превращения в сталях в зависимости от скорости нагрева. Между тем в ряде случаев термической обработки (поверхностная закалка токами высокой частоты или газовым пламенем) и практически в любых случаях сварки использование этих диаграмм весьма целесообразно. [c.83]
Типичное распределение температуры по сечению изделия при индукционном нагреве приведено на фиг. 169, где показано что при нагреве на глубину меньшую или равную глубине проникновения тока распределение температуры является благоприятным (кривая /). 1 В пределах нужной глубины температура меняется очень незначительно и, следовательно, после быстрого охлаждения закаленный слой будет иметь однородную структуру по всей глубине. Если глубина проникновения мала по сравнению с требуемой глубиной закалки (частота тока слишком велика), температура в пределах нагретого слоя меняется резко, и поверхностные слои могут оказаться перегретыми (кривая 2). Перепад температур в пределах нагретого слоя может быть уменьшен за счет снижения скорости нагрева. Однако такой режим обычно энергетически не выгоден и не обеспечивает высокого качества закалки. Применение больших скоростей нагрева для термической обработки стали потребовало пересмотра температурных режимов нагрева. [c.257]
В выборе марки стали надо стремиться к наиболее дешевой и простой в технологии производства стали без дефицитных легирующих элементов. При назначении технологических процессов термической обработки следует применять наиболее совершенную и передовую технологию. Необходимо проанализировать возможность применения новых методов термической обработки (изотермического отжига, отжига горячих слитков и заготовок, использование поверхностной закалки, применение ступенчатой закалки, обработки холодом ИТ. п.), возможность ускорения процессов нагрева за счет применения более совершенных печей и нагревательных аппаратов, введения новых методов электронагрева (токами высокой и низкой частоты, нагрева в электролитах, непосредственного электронагрева и других). [c.290]
В отличие от НТМО, ВТМО не требует прессового оборудования большой мощности. Однако существенным недостатком ВТМО являются определенные технологические трудности, связанные с необходимостью во многих случаях подавлять процесс рекристаллизации [161]. Так, проведение ВТМО конструкционных легированных сталей в условиях прокатки при температуре 800—1100° возможно только на сечениях толщиной около 10 ММ] дальнейшее увеличение толшины заготовок приводит к развитию процесса рекристаллизации и к снятию эффекта упрочнения. В то же время одним из перспективных направлений в использовании ВТМО является аналогичная по технологии обработка поверхностных слоев изделий [131, 132] поверхность детали или отдельные ее участки (в особенности в местах концентрации напряжений) могут быть упрочнены в результате локального екоростного индукционного нагрева токами высокой частоты, совмещаемого с последующей местной пластической деформацией и закалкой [161]. [c.79]
Поверхностная зака лк а зубьев с нагревом токами высокой частоты (т.в.ч.) целесообразна для шестерен с модулем т 2 мм, работающих с улучшенными колесами, ввиду хорошей приработки зубьев. При малых модулях мелкий зуб прокаливается насквозь, что делает его хрупким и сопровождается короблением. Для закалки т.в.ч. используют стали 45, 40Х, 40ХН, 35ХМ. [c.124]
В некоторых случаях требуется сообщить детали высокую поверхностную твердость и износостойкость при сохранении вязкой сердцевины. Это достигается поверхностной закалкой или химико-термической обработкой. Поверхностная закалка заключается в нагреве с большой скоростью поверхностного слоя металла до температуры выше интервала превращений и последующем быстром охлаждении. Этот метод применяется для закалки шеек коленчатых валов, зубьев шестерен, шпинделей, направляющих станков и других деталей, изготовляемых главным образом из углеродистых и низколегированных сталей. Нагрев деталей при поверх-но стной закалке, как правило, осуществляется при помощи токов высокой частоты. Может также применяться нагрев газовым пламенем или Электроконтактным шо собом по методу проф. Гевелинга. [c.11]
В отличие от большинства прочих способов поверхностной закалки, при закалке с нагревом токами высокой частоты перегрева поверхностного слоя, как правило, не происходит, и структура поверхностного слоя состоит из бесструктурного или мелкоигольчатого мартенсита. Твердость закаленного поверхностного слоя неизменно получается несколько выше (на 1—2 единицы по Роквеллу) твердости поверхностного слоя детали, изготовленно из той же марки стали и подвергнутой обычной закалке. Следовательно, выше и износостойкость. Это — первое из значительных металловедческих преимуществ закаленных деталей, нагретых токами высокой частоты. [c.175]
Поверхностной закалке подвергаются детали из среднеуглеродистых и легированных сталей (Ст40, 40Х, 40ХН и др.). Она достигается нагревом поверхностных слоев металла главным образом токами высокой частоты (ТВЧ) или ацетилено-кислородным пламенем и последующим охлаждением. При обоих способах закаливаются только поверхностные слои металла, нагретые выше точки Асз на диаграмме железо — углерод . Толщина закаленного слоя 2,5—4 мм находится в пределах 40—50 ИКС, но может быть снижена за счет отпуска. [c.62]
В случаях, когда к разным частям и поверхностям одной детали предъявляются различные требования (прочность, жесткость, контактная прочность, износостойкость, сопротивление коррозии и др.), при выборе материала применяют принцип местного качества . Сущность его заключается в том, что для удовлетворения различных требований соответствующие части и поверхности детали подвергают специальной обработке или деталь делают из нескольких соединенных между собой неподвижно элементов из разных материалов. Например, для повыщения контактной прочности и износостойкости зубья стальных колес подвергают поверхностной закалке с нагревом токами высокой частоты и последующими шлифованием или притиркой цапфы валов из малоуглеродистой сгали (сталь 20), охватываемые подшипниками скольжения для повышения износостойкости и уменьшения потерь на трение, подвергают цементации, закалке и шли- [c.186]
Поверхностная закалка токами высокой частоты (т. в. ч.) или пламенем ацетиленовой горелки обеспечивает HR 48.. . 54 и применима для сравнительно крупных зубьев (т 5 мм). При малых модулях опасно прокаливание зуба насквозь, что делает зуб хрупким и сопровождается его короблением. При относительно тонком поверхностном закаливании зуб искажается мало. И все же без дополнительных отделочных операций трудно обеспечить степень точности выше 8-й. Закалка т. в. ч. требует специального оборудования и строгого соблюдения режимов обработки. Стоимость обработки т. в. ч. значительно возрастает с увеличением размеров колес. Поэтому большие колеса чаще закаливают с нагревом ацетиленовым пламенем. Для поверхностной закалки используют стали 40Х, 40ХН, 45 и др. [c.143]
Поверхностную закалку обеспечивают в результате нагрева детали токами высокой частоты (ТВЧ) и последующего охлаждения. В связи с тем, что нагреваются лишь поверхностные слои в течение 20…50 с, толщина закаливаемого слоя мала и деформации при закалке невелики. Поэтому можно обойтись без последующего шлифования зубьев (однако это понижает точность на одну-полторы степени). Материалы в этом случае — среднеуглеродистые легированные стали 40Х, 40ХН, 35ХМ и др. Обычно [c.252]
Закалка — нагрев стали до температуры 820—930° С (свет-ло-вишневый цвет) и охлаждение в воде, масле или других закалочных средах, выбираемых в зависимости от марки стали и формы закаливаемой детали. При этом достигается высокая твердость детали. Поверхностная закалка детали производится путем поверхностиого нагрева детали током высокой частоты или пламенем ацетиленовой горелки и охлаждением в струе жидкости. При этом поверхность детали получает высокую твердость, а сердцевина остается мягкой, что повышает ударную стойкость. Закалке подвергаются стали с содержанием углерода выше 0,3%. Чем ниже содержание углерода и легирующих элементов, тем выше должна быть скорость охлаждения при закалке. [c.5]
Высокая твердость рабочих поверхкостсй зубьев обеспечивается обычно с помощью поверхностной закалки токами высокой частоты и химико-термической обработки — цементации, нитроцементации и азотирования. Наилучшие результаты при закалке т. в. ч. получаются в том случае, когда форма закаленного слоя повторяет очертания впадины. Современное оборудование позволяет осуществлять закалку при нагреве т. в. ч. отдельныл впадин по всему контуру (обычно при т 2,5 мм) зубчатых колес малых и средних размеров. Некоторые используемые при этом марки стали даны в табл. 6.8. [c.113]