Всем привет!
Пока мы готовим видео-инструкцию о том, как правильно трактовать наш тест для калибровки принтера, хотим поделиться с вами самыми распространенными проблемами, с которыми встречается наша техподдержка.
Таких проблем много, и зачастую они встречаются не по отдельности, а в совокупности и распознать их причину не всегда бывает легко. Не легко — не значит невозможно, поэтому начнем с деления проблем по типам:
- Подготовительные, связанные с полимером
- Программные, связанные с подготовкой изделия
- Программные, связанные с настройками печати
- Связанные с постобработкой

Использование соответствующего принтеру полимера
В мире существует большое количество различных принтеров, отличающихся по многим параметрам. Помимо разницы в параметрах существуют так называемые закрытые и открытые принтеры. Для открытых систем можно использовать любые полимеры, т.к. они позволяют изменять настройки печати и добиваться хороших результатов. Закрытые же не позволяют менять параметры печати, а значит требуют использования полимеров, разработанных специально под эти принтеры. В большинстве случаев данные полимеры не взаимозаменяемы.
Правильное хранение полимера
Фотополимеры имеют защитную упаковку, защищающую содержимое от ультрафиолета. К сожалению, защитить от перегрева или переохлаждения она не в состоянии. Для полимеров HARZ Labs рекомендуемая температура хранения от 5 до 30°С.
Помимо этого, стоить обращать внимание на срок годности. Наши фотополимеры имеют срок годности 2 года, хотя у большинства производителей срок годности составляет всего один год.
Тщательное взбалтывание полимера
Полимеры содержат в себе различные пигменты и наполнители, придающие ему соответствующие свойства и цвет. Все это влияет на настройки печати. Несмотря на то, что все наши материалы стабилизированы, наполнители чаще всего намного плотнее полимера и склонны к выпадению в осадок. Поэтому мы настоятельно рекомендуем взбалтывать наш полимер перед каждой печатью. Особенно это касается непрозрачных полимеров.
 Расположение модели на столике
Расположение модели на столике
Важным критерием, влияющим на качество получаемой поверхности, является расположение модели на столике. Если плоские части не удается расположить идеально горизонтально, то лучше печатать их под углами 30-90 градусов – это позволит избежать заметной слоистости.
Отверстия и цилиндры, требующие высокой точности печати, стоит располагать вертикально, соосно оси Z. Если необходимо отпечатать несколько отверстий под разными углами стоит выбрать наиболее критичные и расположить вертикально их.
Если требуется получить изделие с аккуратной поверхностью, то стоит располагать ответственную криволинейную поверхность близко к вертикали, что позволит избежать ступенчатости.


Расстановка поддержек
Расстановка поддержек уникальна для каждой модели. Тем не менее есть несколько общих правил:
Поддержки должны располагаться на той части детали, к которой не требуется высокое качество поверхности.
Поддержки должны подходить ко всем минимумам изделия, чтобы избежать ситуаций, когда часть детали «начинается» из воздуха и никак на связанна со столиком.

Верный подбор толщин и качество слайса изделий
Правильно подобранная толщина слоя – важный критерий печатаемости детали. Выбор толщины зависит не только от требуемой точности детали, но и от технической возможности принтера и точности полимера. Стоит учесть, что не все полимеры одинаковы.
Полимеры светлых тонов зачастую подвержены большей паразитной засветке по осям XY, что обусловлено наличием в них белого пигмента, рассеивающего свет.
Прозрачные полимеры страдают от паразитной засветки по оси Z, т.к. не содержат пигментов, способных ограничить проникновение света в глубину.
Наиболее точными являются черные и темные полимеры, т.к. они содержат в себе темный пигмент, поглощающий часть светового потока, таким образом ограничивающего паразитную засветку и дающего высокую точность.


Время засветки слоев
Переходя к настройкам печати в первую очередь стоит упомянуть время засветки слоев. Это основной параметр, с которым предстоит работать. Ниже на примере нашего теста хотим продемонстрировать что происходит случаях если неверно выбрать экспозицию.

Время засветки базовых слоев
Другой важной настройкой является время засветки базовых слоев. В первую очередь эта настройка влияет на прилипание детали к столику. При малом времени засветки базовых слоев печать может оторваться от столика и остаться на пленке. Пересвет базовых слоев может привести к прилипанию первых слоев и низкой адгезией к ним последующих слоёв, в результате чего произойдет отрыв детали, чаще всего таким образом отрываются поддержки у основания.

Скорость поднятия и опускания детали
Параметр скорости поднятия столика очень важен для получения качественной боковой поверхности. Плавный отрыв позволит сохранить поддержки в целости и не допустить разрушения модели в процессе печати. Наиболее актуально это для мягких материалов, таких как HARZ Labs Dental Cast, Dental Pink Soft и Industrial Flex в которых природа материалов требует от них быть достаточно мягким.

Высота поднятия столика
В процессе печати деталь прилипает не только к столику, но и к пленке кюветы. Когда столик начинает подниматься пленка следует за моделью и, выгибаясь, отрывается от детали. Если выбрать слишком маленькую высоту подъема, то деталь попросту не оторвется и будет продолжать двигаться вместе с пленкой пока спустя несколько слоев не наберет нужную высоту и не оторвется от пленки. Естественно, такую печать можно будет смело отправить в брак.

Время задержки перед печатью
Многие пользователи пренебрегают данной настройкой, недооценивая ее влияния на результат печати. Для оценки влияния ее на качество печати необходимо немного разобраться в механике процесса. При опускании столика создается некоторое давление полимера на кювету, хоть оно и не велико, его хватает чтобы выгнуть экран принтера и увеличить зазор между столиком и пленкой кюветы. Соответственно если в этот момент начать печатать можно получить шершавую боковую поверхность изделия. Это связанно с тем, что материал все еще продолжает вытекать из-под столика, хотя при этом уже происходит засветка слоя.

Качество слайса детали
Проблема слайса детали в большинстве случаев возникает с моделями, полученными путем 3D-сканирования. На некоторых слайсах модели можно наблюдать перемычки и плоскости, которых быть не должно. В таких программах как, например, Exocad подобная проблема может возникать если экспортировать файл не для 3D печати, а например, для фрезеровки. В таком случае слайсер может трактовать оболочки не верно и начнет неверно интерпретировать модель.

Количество базовых слоев
Количество базовых слоев один из тех параметров, который зачастую переоценивается пользователями, и в большинстве случаев количество этих слоев завышается. Мы рекомендуем использовать 2-3 базовых слоя. Такое количество слоев необходимо чтобы компенсировать неидеальную параллельность столика и кюветы. Большее количество лишь увеличит длительность печати.

Аккуратное удаление изделия со столика
Аккуратное удаление модели со столика позволит сохранить ее форму и размеры для дальнейших операций, особенно это касается выжигаемых полимеров, таких как HARZ Labs Dental Cast, которые ввиду своей природы являются мягкими и могут быть легко повреждены при неаккуратном удалении со столика. Для отделения моделей от стола мы рекомендуем использовать тонкие канцелярские ножи.

Аккуратное удаление поддержек
Удаление поддержек прямо влияет на качество поверхности получаемого изделия. В первую очередь стоит обратить внимание на то, что поддержки удаляются перед дозасветкой. Если же удалять их после, то велика вероятность образования скола на поверхности изделия поскольку материал становится более твердым и хрупким.

Верный режим промывки изделия
Тщательная промывка изделия – важная часть процесса постобработки. Особенно важно это для стоматологических изделий, т.к. недопустимо попадание жидкого полимера в ротовую полость пациента.
Мы рекомендуем промывать модель в спирте, разделив эту операцию на 2 этапа:
• Промывка в грязном спирте
• Промывка в чистом спирте в ультразвуковой ванне
Разделение этой операции на два этапа позволяет экономить спирт и лучше отмывать детали

Прогрев модели заданное время в печи при необходимой температуре
Прогрев печатаемой модели позволяет снять внутренние напряжения, неизбежно возникающие в процессе печати. Помимо этого, прогрев способствует испарению спирта из модели после промывки, что так же положительно влияет на механические характеристики получаемой детали. Перегревать или передерживать деталь в печи также не стоит, это приводит к появлению трещин.

Правильная дозасветка изделия
Дозасветка – ключевой параметр постобработки полученной модели, если провести ее правильно, то изделие в полной мере набирает свои физико-механические свойства и может быть использовано по назначению.
Данная процедура позволяет окончательно полимеризовать весь объем материала в глубине детали, что обеспечивает необходимую прочность и твердость. Но дозасвечивать модель стоит в тех режимах, в которых рекомендует производитель полимера, так как излишнее время выдержки или неправильно подобранная длинна волн может погубить полученное изделие, сделать его хрупким или изменить цвет. Примером могут быть такие полимеры как Model White и Dental Clear. Если слишком длительное время засвечивать данные полимеры, то они могут изменить свой цвет, а именно пожелтеют.

Особое внимание стоит уделить таким ответственным моделям как временные коронки. Данные изделия изготавливаются из прочного и твердого материала HARZ Labs Dental Sand, что позволяет пациентам благополучно ожидать изготовления коронок длительного ношения без потери возможности принимать пищу. Но, если провести постобработку временных коронок неверно, например недосветить модель, то коронка не будет обладать требуемой прочностью и может разрушиться у пациента во рту.
Режимы постобработки для материалов HARZ Labs

Подписывайтесь на нас в соцсетях!
https://www.facebook.com/HARZlabs
https://vk.com/harzlabs
https://www.instagram.com/harzlabs
https://www.youtube.com/HARZLabs
- Состав фотополимерной смолы и ее свойства
- Этапы постобработки
- 1. Промывание фотополимерных деталей
- 2. Дополнительная засветка Фотополимерной смолы
- 3. Удаление элементов поддержки
- 4. Склеивание деталей из фотополимерной смолы
- 5. Финишная обработка поверхности
- 6. Грунтовка и окрашивание
- Итоговый результат
Всем привет друзья, с Вами компания 3DTool!
Фотополимерная 3д печать стала активно «набирать обороты» последние пару лет. Если раньше, это была привилегия дорогих громоздких устройств и промышленных предприятий, теперь по цене одной/двух средних зарплат можно приобрести DLP решение, которое будет печатать с качеством не хуже именитых производителей, например Фотополимерные 3D принтеры Phrozen. Однако, с вопросом широкого распространения такого вида печати встает вопрос и смежных с ней задач. Например – постобработки фотополимерных деталей. Какие виды постобработки бывают у фотополимерной 3д печати, какие приемы можно применять для соединения деталей между собой, можно ли красить фотополимерные смолы после отверждения и какими красками. Именно об этом пойдет речь в нашей статье.
Фотополимерные 3D принтеры Phrozen
Профессиональные SLA 3D принтеры Formlabs
Устройства пост обработки для SLA/DLP 3D печати
Для начала, давайте определим, что из себя представляют фотополимерные смолы в целом, чем очертим список возможных растворителей и поймем что именно нам необходимо будет сделать для их обработки.
Состав фотополимерной смолы и ее свойства

Фотополимерные смолы перед реакцией всегда находятся в жидком состоянии и обычно состоят из трех основных компонентов:
-
Олигомеров — задающих материалу твердость и соответственно прочностные характеристики после реакции фотоотверждения,
-
Мономеров — играющих роль загустителя и уменьшающих вязкость вещества,
-
Фотоинициаторов – связующего звена, вступающего в реакцию с мономерами и олигомерами при воздействии света определенной волны.
Каждый тип фотоинициаторов, или по-другому их можно назвать «отвердителями», реагирует на определенную длину волны, ее длительность и интенсивность. Поэтому смолы для SLA принтеров не всегда совместимы с DLP, особенно если последние используют LCD панель низкой засветки.
Некоторые виды смол, особенно те, в состав которых входят дешевые отвердители, могут требовать дополнительной обработки после самого процесса печати и снятия изделия с платформы. В этом случае применяют специальные ультрафиолетовые ванны, либо подобные устройства другого типа. Об этом чуть позднее.
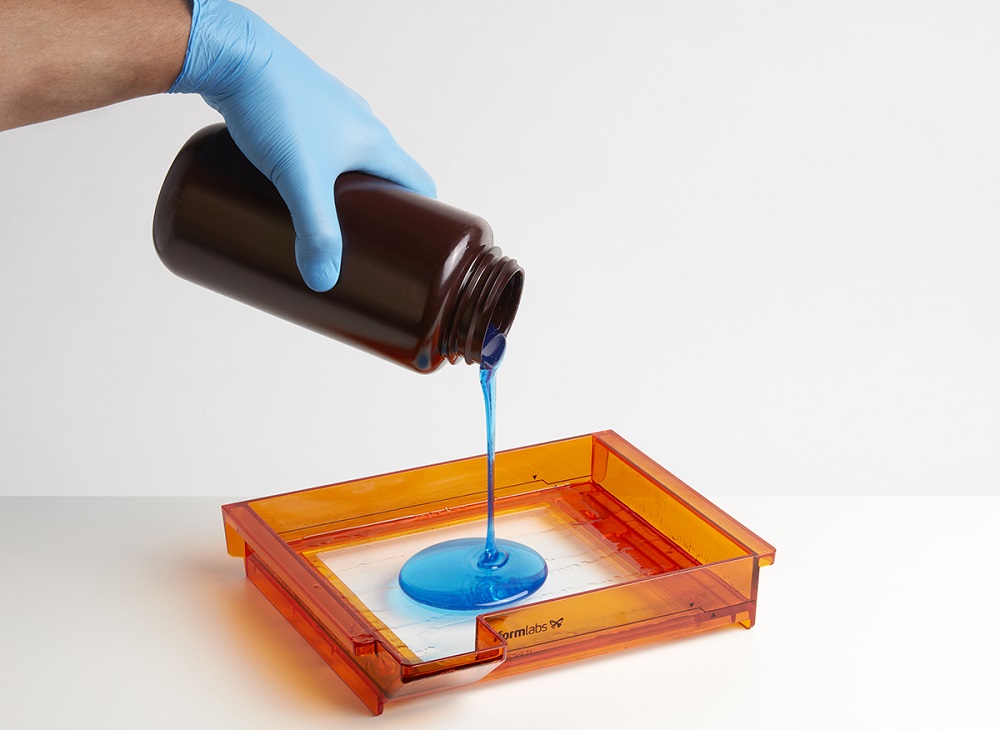
Помимо дополнительного отверждения, снятые с платформы детали так же требуют смывать с них лишние остатки фотополимера из труднодоступных мест. Для этого применяют изопропиловый спирт и специальную посуду.
Например, у компании Formlabs для всех моделей устройств в комплекте идет специальный набор для обработки.

В зависимости от крепости соединения, получающейся после реакции, можно получать материалы с разными свойствами. Твердые, устойчивые к истиранию, биосовместимые, модельные, прозрачные и матовые, видов фотополимерных смол великое множество и подобрать подходящую под свои задачи не составляет большого труда. При этом приемы постобработки остаются примерно одинаковыми во всех случаях.
Этапы постобработки
После того, как будет выполнен сам процесс печати, получившийся результат потребует прохождения через несколько этапов постобработки.
Первый из них — промывание.
1. Промывание фотополимерных деталей
Как правило, фотополимерная смола до отверждения может растворяться в этиловом и изопропиловом спирте. Вода, при этом не имеет никакого воздействия. За счет большей массы смола всегда будет осаждаться на дне, более того, некоторые виды смол обладают ярко выраженным гидрофобным эффектом, за счет чего не намокают.

Очевидно, что после печати на поверхности застывшего предмета в различных складках остается много лишней смолы, если Вам необходимо сократить время подготовки изделия и ждать, пока материал сам стечет в кювету нет никакой возможности, подберите удобную тару, мягкую бутылочку с пипеткой и заполните ее изопропиловым спиртом.

Держа изделие пинцетом, аккуратно промывайте материал, над кюветой. Таким образом можно избавиться от большинства натеков, дать изделию высохнуть на мягкой бумажной салфетке и перейти к следующему этапу.


Существуют и автоматизированные станции промывки, например компания Anycubic предлагает своим покупателям Устройство очистки Anycubic Wash/Cure за 18 500 рублей, после печати Вам всего лишь требуется установить изделие требующее обработки в устройство, все остальные процессы будут выполнены автоматически. А если вы работаете с 3D принтером Anycubic Photon или Photon S, вы можете непосредственно снять печатную платформу и поместить ее в устройство что еще более упрощает работу с ним.
2. Дополнительная засветка Фотополимерной смолы
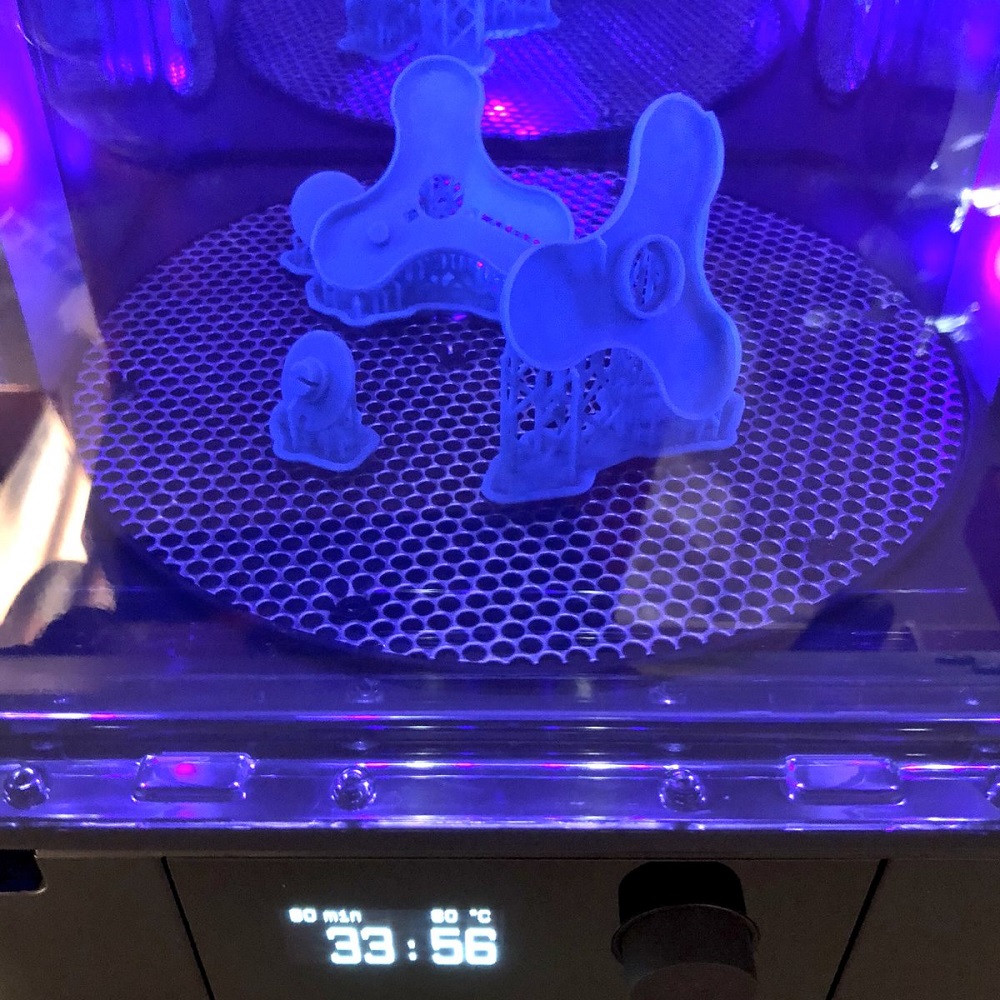
После того, как мы убрали лишний материал с поверхности, для большинства фотополимерных смол требуется дополнительная засветка. Некоторые принтеры с продвинутыми оптическими системами или мощными проекторами умеют обходится без этого процесса, но устройства из более доступных категорий требуют именно такого подхода. К тому же, чем прочнее смола, тем больше времени требуется на ее отверждение.

Сам процесс совсем не хитер, распечатанное изделие достаточно разместить на бумажной салфетке и поместить под ультрафиолетовую лампу. В некоторых случаях подходит обычная лампа дозасветки для маникюра. Благо, материалы и там и там используются похожие. Однако в этом случае практически невозможно точно управлять процессом и время дозасветки определяется «на глазок».

Некоторые производители фотополимерных 3д принтеров предлагают свои продвинутые системы дозасветки. Например, компании XYZ и Formlabs имеют возможность поставки таких камер в комплекте с самим принтером. А промышленные и профессиональные решения, например 3D Systems серии ProJet содержат алгоритмы дополнительной засветки, уже встроенные в сам принтер.

Formlabs предлагает камеру для УФ отверждения «Form Cure» за 74 290 рублей, тогда как решение от XYZ — Камера для УФ-отверждения XYZ printing обойдется Вам заметно дешевле, всего 39 000 рублей. При этом обьем камеры засветки у последнего варианта будет гораздо больше.

Тем не менее, существуют и более доступные в плане стоимости аналоги. Уже упомянутая нами выше универсальная система Wash & Cure от Anycubic, или специальная камера засветки от Wanhao — Камера для УФ-отверждения Wanhao Boxman-1 обойдется вашему бюджету в 33 900 рублей. Помимо непосредственно функции дозасветки, камера так же оборудована HEPA фильтром, удобным сенсорным дисплеем управления и мощным металлическим корпусом.
3. Удаление элементов поддержки
Как и многие другие технологии 3D печати, фотополимерная использует специальные поддерживающие структуры при формировании изделий. Поддержки можно удалять как до выполнения засветки, так и после. Лично мы рекомендуем сначала засветить изделие.

Как правило, это древовидные «веточки» с небольшой точкой касания к искомому предмету, однако их тоже требуется удалять и убирать следы их присутствия.
Лучше всего в этом случае поможет минимизация самих точек соприкосновения в программе-слайсере, ведь чем меньше «артефакт», тем меньше он потребует сил на устранение.

Для грубого удаления поддержек лучше всего подходят небольшие бокорезы или кусачки электрика. Далее поверхность «заравнивается». Проще всего применять для подобной работы пилочки для ногтей или набор тонких натфилей. С небольшим добавлением воды поверхность очень быстро сравнивается, однако фотополимеры довольно хрупки. Так что здесь самым главным является не переборщить.


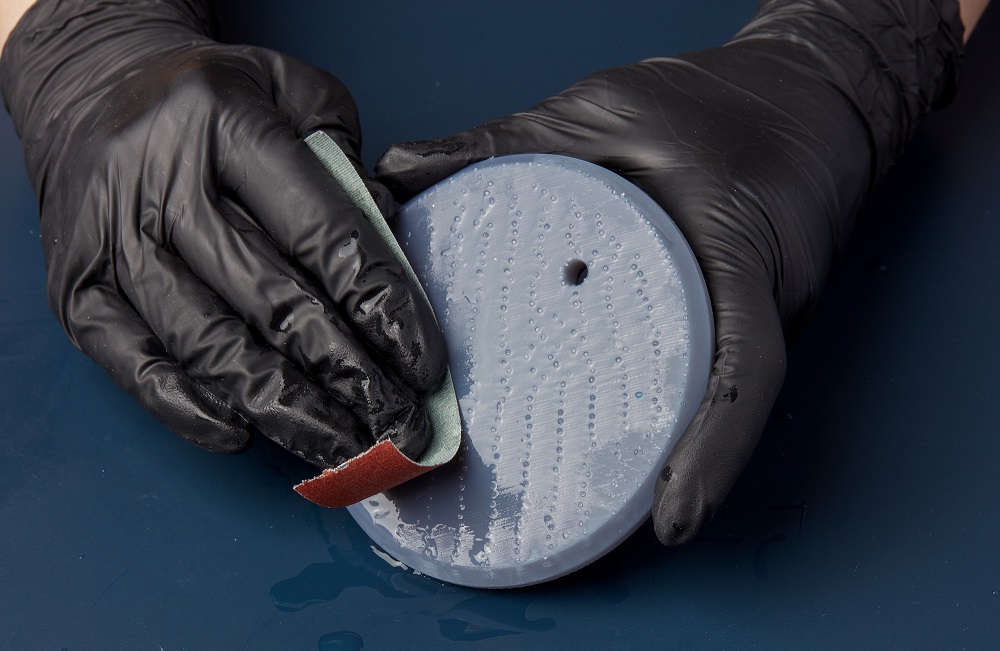
После того, как вы сравняли основание поддержки, поверхность можно заполировать шкуркой с мелким зерном, или натереть ветошью, если след уже еле заметен.

Помимо классических поддержек из того же материала, что и основная модель, существуют системы с возможностью использовать растворимые поддержки из водо и спирторастворимых материалов, как правило, это привилегия дорогих систем вроде Projet 3500 HD Max и других. И в этом случае для более качественной обработки используют так же ультрозвуковые ванны. Однако они будут полезны и при обработке обычных распечаток из фотополимера на этапе отмывки от излишка смолы. Отличным примером такого устройства может послужить ультразвуковая ванна UC-4060HL от Uniz объемом на 2 литра. По стоимости такая ванна обойдется в 10 900 рублей.
4. Склеивание деталей из фотополимерной смолы
Так как размеры рабочей области принтеров, работающих по технологии фотополимеризации зачастую довольно небольшие, среди 3д печатников популярна темника разделения и последующей склейки изделий. И если в FDM вы подбираете клей или растворитель в зависимости от материала нити, в SLA/DLP случае используются несколько основных принципов для любого вида смолы.

Склейка фотополимером. Применяется в том случае, если стенка нашего предмета достаточно тонкая для полноценной засветки в ультрафиолетовой камере. Плюсы такого метода – наиболее прочное скрепление деталей, малая заметность шва и возможность подогнать позиционирование детали в процессе склейки пока смола не застыла.

Склейка цианакрилатом. Универсальный способ склеивания любых изделий из полимеров. Цианакрилат и его аналоги применяются в стендовом моделизме, создании миниатюр и при работе с любыми пластиками. Фотополимерные смолы не исключение. Однако вы должны понимать, что материалы с допуском к медицине или использованию в организмах не могут обрабатываться таким способом.

Склейка растворителем. Еще один вариант склейки фотополимерных изделий. По нашему личному мнению, не самый лучший вариант, т.к. не все смолы реагируют на изопропиловый или этиловый спирт одинаково. Самое сложное – выпарить оставшийся в шве спирт и дополнительно засветить материал повторно. Из указанных способов имеет самый грубый шов и может влиять на размеры детали, т.к. растворяет сам материал.
5. Финишная обработка поверхности

В качестве финишной обработки лучше всего использовать абразивную бумагу различной зольности, однако как правило, поверхность фотополимерных распечаток не требует дополнительного шкурения. Достаточно просто обезжирить и подготовить поверхность, после чего переходить к окрашиванию.
6. Грунтовка и окрашивание
После отвердевания фотополимерные смолы напоминают по своим свойствам эпоксидку, а значит красить и обрабатывать их можно так же просто. Как правило в окраске SLA/DLP распечаток применяют акриловые грунты и краски в виде небольших баночек для работы с аэрографом. Однако допускается и использование аэрозольных баллончиков. Самое главное – чтобы краска отвечала требованиям адгезии к пластмассам.

Мы не будем приводить полное руководство по грунтованию и художественной раскраске изделий, это потребует большой отдельной статьи. Просто следите за толщиной слоев которые наносите аэрографом и не забывайте по нанесение теней и полутонов.

Итоговый результат
После проведения всех операций и обладания некоторой сноровки, можно получать действительно красивые результаты за совсем довольно быстро.

Например, этого малыша Йоду из вселенной Star Wars мы подготавливали к окраске и окрашивали около двух дней вместе с просыханием самой краски. Он прошел все описанные этапы подготовки, был склеен и загрунтован. После чего художник нанес краски кистью с небольшим количеством краски.

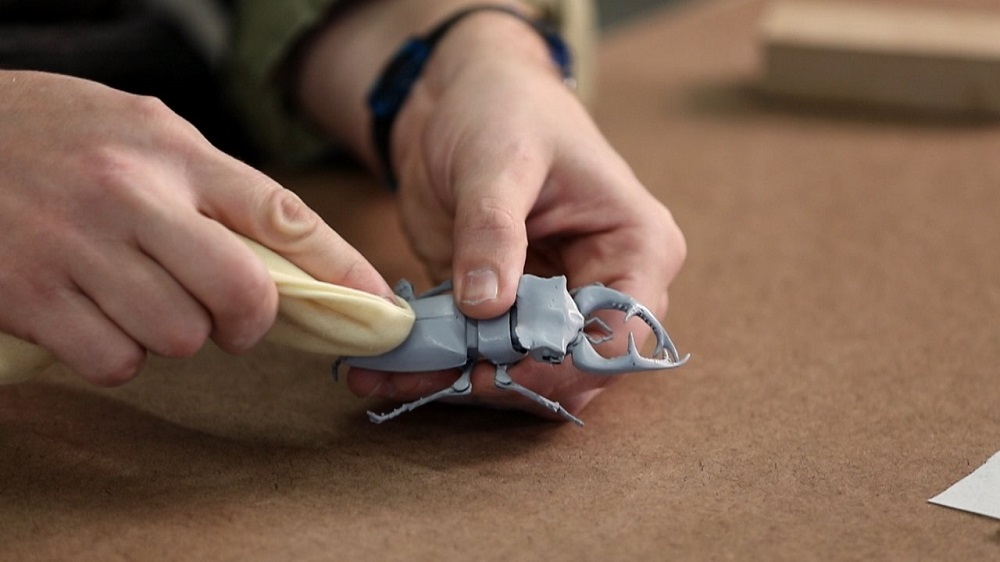
А например, этот гигантский жук напечатанный на Formlabs Form 2 был окрашен целиком из аэрозольного баллончика краской металлик.
Кстати определиться с выбором устройства вам поможет наш общий каталог фотополимерных 3D принтеров где представлены все наиболее популярные и заслужившее наше доверие модели.
Что ж, а на этом у нас все! Надеемся Вам была полезна наша статья!
Приобрести фотополимерный 3д принтер, дополнительные станции обработки, а также смолу и другие расходные материалы, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
-
По электронной почте: Sales@3dtool.ru;
-
Телефону: 8(800)775-86-69
-
Или на нашем сайте: https://3dtool.ru
Не забывайте подписываться на наш YouTube канал :

И на наши группы в соц.сетях:
ВКонтакте
Во время 3D печати на SLA и DLP 3D принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, как возникают проблемы и как их устранить.
Основание 3D модели имеет недостаточно сцепление с платформой для 3D печати
В этом случае на определеном этапе печати, в т.ч. по причине увеличения массы, 3D модель просто отклеится от рабочей поверхности и придется начинать печать заново.
- Наиболее частой причиной этого является загрязнение рабочей поверхности остатками отверждённого фотополимера от предыдущей печати. Перед началом работы старайтесь проверять наличие твердых остатков смолы и при необходимости очищать поверхность.
- Царапины, помутнения резервуара для фотополимера, вследствие плохой проходимости лазерного луча, фотополимер не до конца набирает необходимую твердость. Так же могут появиться от механического воздействия твердыми предметами или оставаться от воздействия лазерного излучения. Перед началом работы проверяйте наличие дефектов или загрязнений на поверхности резервуара. При необходимости модель можно перенести в ту часть пространства где отсутствуют дефекты или загрязнения.
- Если фотополимер содержит какие-либо пигменты, перед началом работы обязательно перемешивайте и процеживайте содержимое, что бы избежать наличие отвердевшей смолы и сгустков пигмента которых не видно при осмотре.
- Малая площадь подложки 3D модели, что просто не обеспечивает надежного сцепления
- Чрезмерное расстояние между платформой для печати и эластичным слоем или гибкой пленкой в резервуаре для смолы.
Устранение дефекта:
Создавайте опоры и подложки для 3D модели в слайсере. Печать с подложкой помогает моделям лучше прилипать к платформе сборки.
Во время печати проверяйте, не оторвался ли принт в начале печати.
Проверьте модель в слайсере на наличие проблем с ориентацией: Расположите модель так, чтобы площадь поверхности, соприкасающаяся с платформой сборки, не была слишком маленькой и была пропорционально вашей детали. При использовании плота ориентируйте свою часть под наклоном, что является рекомендуемой практикой. При печати без подложки убедитесь, что деталь имеет большую плоскую сторону, непосредственно контактирующую с платформой для печати. При печати на Form 2 убедитесь, что детали ориентированы так, чтобы их самая длинная сторона была параллельна передней части принтера. Детали, ориентированные таким образом, могут лучше сопротивляться боковым силам от процесса отслаивания.
Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
Проверьте стекло 3D принтера: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
«Силуэт подложки». Только первые слои модели печатаются и прилипают к платформе 3D печати, остальная часть либо отсутствует, либо отвержденная смола скапливается на дне резервуара.

Такой дефект обычно вызван загрязнением оптической поверхности, которое размывает или ослабляет лазерный луч до того, как он достигнет смолы.
Первые слои отпечатка подвергаются дополнительному лазерному отверждению, поэтому эти слои могут успешно отверждаться, даже если загрязнение или помутнение ослабляют действие лазера. Дальнейшие слои могут не затвердеть частично или полностью.
Любой из следующих факторов или их комбинация могут размыть или ослабить лазерный луч:
- Мусор/помутнение/повреждение на резервуаре для смолы
- Загрязненные оптические поверхности: Акриловое стекло резервуара для смолы, Гибкая пленка, стеклянное оптическое окно на 3D принтере, главное зеркало для на лазерных 3D принтерах
Устранение дефекта:
Убедитесь, что ваша прошивка и версии PreForm обновлены до последней версии.
- Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
- Отфильтруйте смолу, чтобы удалить любые загрязнения или отвержденную смолу.
- Если вы используете Resin Tank LT, пропустите этот шаг. Осмотрите эластичный слой стандартного резервуара со смолой на предмет помутнения. Сильное помутнение означает необходимость замены стандартного бака со смолой.
- Осмотрите окно акрилового резервуара на нижней стороне резервуара для смолы на наличие грязи, пыли, отвержденной смолы или отпечатков пальцев.
- Осмотрите нижнюю сторону гибкой пленки на наличие грязи, пыли или отпечатков пальцев. Очистите его с помощью рекомендуемых шагов и расходных материалов
- Проверьте оптическое окно: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
- Проверьте главное зеркало:
Главное зеркало 3D принтера Form 2
Деламинация, расслоение отпечатка 3D модели
«Расслоение» описывает дефект печати, при котором отвержденные слои отпечатка отделяются друг от друга. Отслоение может произойти на любом типе 3D-принтера, хотя причины уникальны для каждого процесса печати.
Любой из следующих факторов или их комбинация могут вызвать расслаивание отпечатков:
- Проблемы с ориентацией модели, компоновкой или поддержкой
- Печать, приостановленная на час или более
- Старый резервуар для смолы
- Платформа для свободной сборки
- Загрязненные оптические поверхности
Устранение дефекта:
- Проверьте модель в PreForm: Боковые силы, воздействующие на деталь во время печати (например, тянущее или скользящее движение в процессе отслаивания), могут нарушить молекулярную связь между слоями и разделить их. Такое разделение происходит по двум причинам: Деталь имеет значительное изменение площади поверхности между последующими слоями. Слои с большой площадью поверхности лучше противостоят силам печати, чем слои с малой площадью поверхности, поэтому больший по площади слой может отделиться от меньшего во время печати. Переориентируйте деталь в PreForm, чтобы уменьшить разницу в площади поверхности между соседними слоями. Секции детали свободно висят или не имеют необходимых поддержек. В PreForm обратите внимание на области, заштрихованные красным и добавьте к этим областям опоры.
- Проверьте наличие пауз в печати: длительные паузы во время печати могут привести к расслаиванию после возобновления печати.
- Проверьте резервуар для смолы и оптическое окно 3D принтера
Риггинг
Это дефект печати, при котором отвержденная или частично отвержденная смола образует тонкие, похожие на полки структуры, которые горизонтально свисают с отпечатка. Эти структуры, также называемые, могут отделяться от детали во время печати, плавая в резервуаре для смолы, они могут блокировать путь лазера и вызывать сбои при печати на последующих слоях
Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
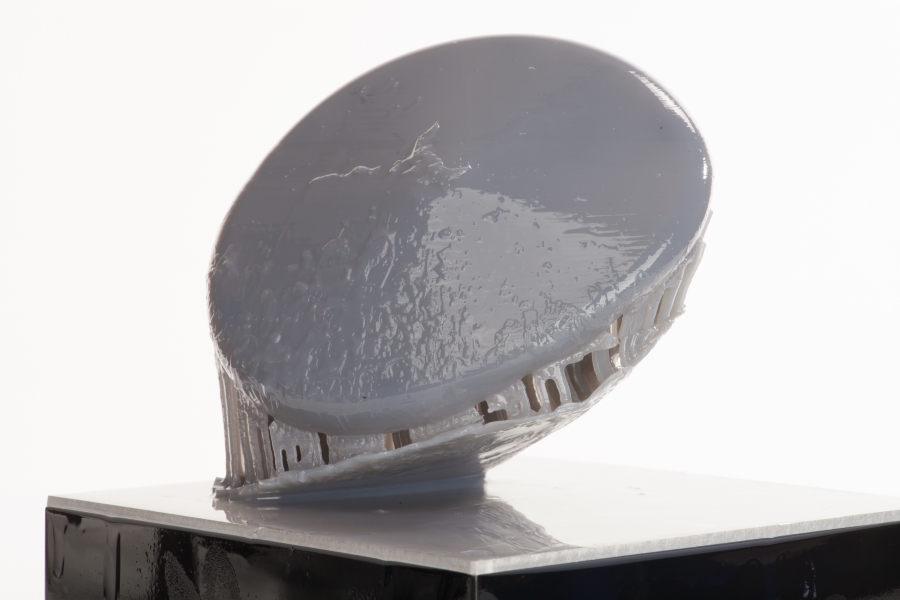
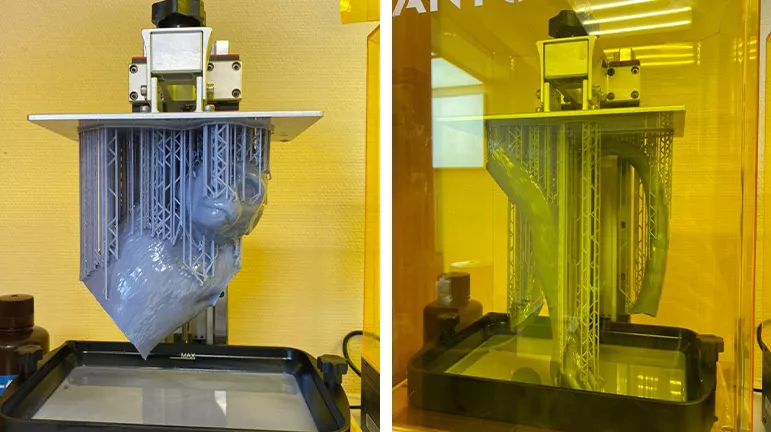
Прогиб и растрескивание стенок отпечатка
Это происходит, когда полая или выпуклая часть детали захватывает воздух во время печати, по мере того, как платформа подымается над дном резервуара и во время процесса очистки. Это создает перепад давления. Если стенки тонкие, не выдерживают давление, прогибаются или трескаются. В зависимости от места разрыва, дальнейшая 3D печать потенциально может продолжаться без каких либо проблем.
Все зависит от типа смолы, размера модели, формы и толщины стенки. Учитывайте что, маленькие модели или с более толстыми стенками могут успешно печататься. Рекомендуется добавить дренажное отверстие и сориентировать модель в PreForm, чтобы свести к минимуму этот дефект.
Любой из следующих факторов или их комбинация могут вызвать появление этого дефекта на отпечатках:
- Отсутствие дренажных отверстий в полых или выпуклых частях модели
- Проблемы с ориентацией модели
Действия по устранению неполадок
- Включите «Показать пустоты» и проверьте модель с помощью инструмента «Слайсер» или добавьте дренажное отверстие.
Отсутствие необходимых поддержек или их деформация
Рекомендуемое минимальное значение высоты поддерживающей структуры 5 мм, а минимальный угол нависания от 60 до 0 град., в настройках печати эту цифру можно корректировать.
Поддержки отделяются от детали. Причина может быть в том, что кончики поддержек слишком тонкие или их кол-во было недостаточно. В настройках печати можно задать необходимые параметры, что бы этого не происходило. Для устраниея этй проблемы:
- Увеличьте размер точки соприкосновения поддержки с деталью
- Увеличьте кол-во поддержек
- Если в к-л. проблемных местах отсутствуют поддержи добавьте их вручную
- Задайте корректную ориентацию 3d модели в плоскости XYZ
Отверстия, пропуски, пустоты и трещины в готовой 3D модели
Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
Дефекты на поверхности детали — пропуски, неровности, выпуклости, впадины
Основная причина это различные загрязнения на пути лазерного луча.
- Загрязнение резервуара для фотополимера. Обратите внимание на нижнюю поверхность поддона, убедитесь что она не деформирована и не запачкана жиром. При необходимости обработайте изопропиловым спиртом.
- Загрязнение направляющего зеркала для лазер. Если вы хотите его очистить делайте это максимально осторожно, любое смещение зеркала от заводских настроек приведет к некорректной работе 3D принтера и необходимости трудоёмкой калибровки.
- Перед началом печати перемешайте фотополимер и удалите твердые загрязнения.
- Истечение срока годности смолы для 3D печати
Не соответствие размеров компьютерной 3D модели и напечатанной
- Набухание 3D модели при очистке изопропиловым спиртом может незначительно изменить реальный размер, если её передержать. Рекомендуемое время выдержки напечатанной детали не более 10 мин.
- Перекос, растяжение, сужение напечатанной 3D модели из-за разюстировки оптической системы. В этом случае потребуется калибровка 3D принтера
Напечатанная 3D модель имеет низкую твердость
Причина: потеря мощность излучения из-за различных загрязнений и дефектов на пути лазерного луча
Если жидкий фотополимер имеет недостаточную температуру, во время 3D печати
Как и в случае с некоторыми филаментами для 3D печати FDM, температура окружающей среды может играть большую роль в конечном результате. Если ваша смола слишком холодная, она будет нестабильно схватываться, что приведет к пропускам и плохой адгезией к платформе 3D принтера. Для некоторых смол может потребоваться температура 25-30 градусов по Цельсию.
Для решения проблемы производите печать в помещении с соответствующей температурой или приобретите оборудование для нагрева фотополимеров 3D принтера, можно даже использовать вентилятор с подгревом.
Трехмерная печать обрела внушительную популярность благодаря широким возможностям ее применения в самых разнообразных сферах деятельности. На текущий момент самыми доступными и функциональными являются SLA и DLP принтеры, обладающими быстротой формирования заготовки, экономичностью и высокой детализацией, компания InCraft использует в своей печати преимущественно фотополимерные принтеры Anycubic и Elegoo. Несмотря на большое количество достоинств в процессе создания проблемы при печати 3d неизбежны, из-за них могут возникать дефекты на готовых отпечатках. Почему это происходит и как исключить проблемные моменты, читайте далее.
Недостаточная фиксация заготовки на поверхности
При печати заготовка должна хорошо прилипать к поверхности стола, что обеспечивает правильность формирования изделия. Если имеется небольшое отлипание, то на определенном этапе под массой происходят проблемы при 3d печати, а именно заваливание модели. Возникновением этого становится:
1. Загрязненная рабочая зона. Не секрет, что стол после каждого полного цикла требуется очищать спиртом или спиртосодержащими составами. Старайтесь проверять визуально поверхность на наличие затвердевшей смолы, которую удаляйте механически.
2. Проблемный момент при печати на 3d принтере может возникать из-за царапин или помутнения на резервуаре, в который заливается полимер. Из-за недостаточного воздействия источника света на смолу не происходит полимеризация, то есть модель не набирает нужную твердость. При подготовке к печати оценивайте емкость на механические повреждения, а также на загрязнение. Обратите внимание, что формирование детали можно сделать в неповрежденной части емкости.
Еще одной существенной проблемой при печати на 3d является однородность полимерной массы. Зачастую из-за долгого отстаивания или из-за неправильного хранения пигменты или добавки могут выделяться из общей массы смолы. Поэтому содержимое следует перемешивать и процеживать. Такой подход повысить уровень сцепления и обеспечит отсутствие сгустков красителя. Вот пример внезапного скачка напряжения при печати Джокера, фигурка печаталась на фотополимерной смоле Anycubic Basic grey

Деформация заготовки из-за недостаточности или отсутствия поддержек
Некачественную форму можно получить из-за недостаточной проработки модели или из-за неправильного установления на принтере количества поддержек, это основные проблемы при 3d печати. У модели появляются изгибы и прочие проявления деформации. Стандартно для поддержания структуры используются следующие характеристики: высота поддержки – 5 мм, угол нависания не более 60 град.
Если проблема возникла, поддержки отслаиваются, а макет деформируется, тогда нужно увеличить толщину или увеличить количество последних. Все это делается непосредственно в настройках печати: увеличивается размер точек соприкосновения, увеличивается количество. Достаточно часто в отдельных местах следует добавлять поддержку в ручную, а также задать корректную плоскость XYZ.
Вот наглядный пример написанного, печать осуществлялась на смоле Siraya Tech Smoky Black

Возникновение пропусков и трещин
Дефекты в готовой заготовке зачастую возникают из-за неправильного формирования gcode. Это говорит о том, что сам obj или stl повреждены, нарушена ориентация трехмерной плоскости. Для решения пересмотрите трехмерную модель на ПК, проверьте правильность выстраиваемых параметров. Также обратите внимание на ориентацию самой модели на принтере. Еще одной причиной некорректного воспроизведения заготовок являются дефекты ванночки или загрязнение элементов.
Неровности, пропуски на лицевой стороне
Ключевой причиной образования типичных проблем при 3d печати — неровностей или пропусков является загрязнение источника света. Наличие преграды на пути у лазерного луча корректирует температуру, из-за чего создаются выпуклости или впадины. Чтобы устранить недостаток, обязательно:
1. Обратите внимание на чистоту поддона. Последний не должен иметь видимых деформаций, иметь чистый внешний вид без жирных мест. Желательно пройтись спиртовым составом для очистки емкости.
2. Проверить на наличие грязи на зеркалах и лазере. Очистка должна проводиться с максимальной аккуратностью, так как малейшее смещение зеркал может привести к неправильной работе. Это потребует дальнейшей калибровки.
Иногда стоит заменить расходные материалы и элементы вашего принтера.
Мы рекомендуем вам эти товары

2 809 руб.

29 680 руб.

2 014 руб.
Некорректная твердость и изменение размеров
В процессе создания любого изделия, последнее часто изменяет размеры. Здесь важно не передерживать материал, обрабатывать спиртом после выжидания не более 10 минут. Также стоит проверить калибровку технического оснащения. Если же продукт вашего творчества имеет недостаточную твердость, нужно вновь обратиться к очистке лазера, поддона, зеркал.
Стоит отметить, что потеря жесткости часто зависит от температуры окружения. Если последняя слишком низкая, то происходит недостаточность схватывания. Это становится основой пропусков и плохого прилипания к платформе. Желательно поддерживать температурный режим на уровне 25-30 градусов Цельсия. В некоторых случаях в качестве дополнительного устройства используется вентилятор с подогревом. Вот пример печати модели, у которой не были соблюдены масштабы:

И бонусом самая распространенная ошибка всех начинающих печатников, не правильный расчет смолы, из-за ее недостаточного количества партия чибиков так и не заняла почетное место на нашей полке.


Мы перечислили все проблемы при 3d печати, учитесь на чужих ошибках, и поменьше допускайте своих, это сбережет ваши деньги и нервы!
Также стоит почитать:
-
3D-печать | Руководство для начинающих
-
Правильное использование 3D принтера: гайд для новичков
-
Что нужно знать о калибровке фотополимерного 3D-принтера
Постобработка готовых изделий после фотополимерной 3D печати (SLA/LCD/DLP)
Еще не так давно фотополимерная печать была доступна только очень богатым людям или крупным предприятиям. В последние годы она стала намного доступнее и сейчас люди буквально за пару зарплат могут приобрести DLP-принтер и насладиться всеми возможностями технологии. Широкое распространение фотополимерной 3D печати влечет за собой вопросы смежных сфер, а если говорить точнее – постобработка. Она на самом деле имеет свои особенности и именно данному вопросу посвящен этот материал. Но для начала следует остановиться подробнее на фотополимерных смолах. Эти знания помогут в том, как следует подходить к постобработке.
Фотополимерная смола: что это?
Фотополимерная смола – это материал, который изначально находится в жидком агрегатном состоянии, но под воздействием излучения определенной волны полимеризуется и затвердевает. Как правило, фотополимерные смолы состоят из следующих компонентов:
- Олигомеры – это элементы, которые будут задавать твердость материала после фотополимеризации, именно от них будет зависеть прочность;
- Мономеры – это элементы, которые играют роль загустителей, с их помощью снижается показатель вязкости вещества;
- Фотоинициаторы – это элементы, которые под действием излучения вступают в реакцию с мономерами и олигомерами, данные элементы называют также отвердителями.
Отвердители бывают разными, и они реагируют на световую волну определенной длины, а также зависят от интенсивности и длительности излучения. По этой причине смолы, используемые в SLA-принтерах, не всегда будут совместимыми с DLP-принтерами. Особенно это касается устройств с LCD-панелью низкой засветки.
Есть ряд фотополимерных смол, особенно это касается дешевых продуктов, могут требовать тщательной и длительной постобработки. Для этого используются ультрафиолетовые ванны. Кроме допотверждения необходимо также смыть остатки материала с модели и сделать это необходимо до того, как подвергнуть изделие дозасветке. Особенно тщательного подхода требуют труднодоступные места, откуда смола далеко не всегда может вытечь естественным путем. С этой целью используется спецтара и изопропиловый спирт.
Поэтому многие компании, производители фотополимерных 3Д принтеров, предлагают своим потребителям специальные наборы для постобработки изделий. Яркий пример Formlabs.
Смолы отличаются и по своим характеристикам. В зависимости от этого можно получать биосовместимые изделия, стойкие к истиранию, матовые и прозрачные, эластичные и т.д. При этом постобработка будет всегда практически одинаковой.
Этапы постобработки напечатанных моделей
Промывка напечатанных моделей
До полимеризации фотополимерная смола растворяется в изопропиловом и этиловом спирте. Более того ряд смол либо гигроскопичны, то есть впитывают влагу, либо гидрофобны, то есть даже не намокают. А так как масса смолы большая, то она в лучшем случае будет оседать на дно в воде.
Первый этап постобработки следует сразу за 3Д печатью. Вы закончили печать и вынули изделие. Далее необходимо удалить остатки фотополимерной смолы. После 3Д печати на поверхности готовой модели и в ее разных складках, полостях, остается значительное количество смолы. Если отправить модель на дозасветку не удалив эти остатки, то модель утратит свои точные параметры, возникнут потеки и прочие артефакты. Необходимо взять тару, бутылку и изопропиловый спирт. Спирт выливается в бутылочку, затем аккуратно, держа изделие рукой в перчатке или пинцетом, промывайте модель над тарой. Эта несложная процедура позволит легко удалить остатки смолы, избавиться от потеков. После обработки нужно поместить модель на чистую бумажную салфетку и дать ей просохнуть.
Многие производители предлагают автоматизированные станции промывки. Яркий пример formlabs, Anycubic. Фирменная мойка этой торговой марки Wash/Cure стоит порядка 15 тыс.руб. Если вы обладатель моделей Formlabs Form 3 или 3B, то можно не снимать модель с печатной платформы, а просто поместить ее в мойку. Это делает процесс обработки более простым. А комплект полностью может стать для вас настоящей 3Д печатной станцией.

Дозасветка напечатанных моделей
После того как с поверхности вашеймодели будет убран лишний материал, нужно произвести дополнительную засветку, чтобы модель обрела свою прочность и необходимые характеристики.
Есть ряд 3Д принтеров, которые оснащены продвинутыми проекторами и мощными оптическими системами. Моделям, отпечатанным на таких устройствах допзасветка не нужна. Тем не менее модели 3Д принтеров из доступных ценовых категорий требуют дозасветки моделей. Важно и то, что чем прочнее будет фотополимер, тем более длительное нужно отверждение.
Процесс дозасветки не отличается какой-то сложностью. Изделие просто размещается на салфетке и помещается под ультрафиолетовую лампу. Энтузиасты даже наловчились использовать с этой целью УФ-лампу для маникюра, так как, по сути, процесс полимеризации гель-лака одинаков с фотополимерами для 3Д печати. Минус такого подхода в том, что управлять дозасветкой невозможно, время будет определяться «на глаз».
У производителей фотополимерных 3Д принтеров есть автоматизированные системы. То есть они предлагают системы дозасветки. Яркий пример торговые марки Formlabs. Данные производители предлагают даже комплексные решения, в которые входят мойка и камера дозасветки.
Formlabs предлагает камеру для дополнительной засветки – Form Cure за 75 тыс. руб. Есть и более доступные по цене аналоги. Также Wash & Cure от Anycubic – универсальная система для допобработки изделий.
Удаление поддержек с модели
Следующий этап постобработки – это удаление поддержек. Фотополимерная печать, как и FDM печать для формирования изделий со сложной геометрией, нависающими элементами использует специальные поддерживающие конструкции. Поддержки можно удалить как до этапа дозасветки, так и после. Мы рекомендуем сначала выполнить дозасветку, а потом удалять ненужные артефакты.
Поддержки чаще всего представляют собой тонкие древовидные конструкции, которые имеют небольшую точку касания с моделью. Их необходимо удалить, причем нужно убрать все следы их существования.
Важно минимизировать точки соприкосновения. Выполняется это до печати при подготовке модели. С этой целью используется слайсер. Чем меньше будет точка соприкосновения, тем меньше потребуется сил для удаления.
Для начала для удаления поддержек используются кусачки электрика или бокорезы. Это будет грубая обработка. На дальнейшем этапе поверхность, с которой удалена поддержка выравнивается посредством тонких надфилей и обычной пилочки для ногтей. Рекомендуется нанести на поверхность модели небольшое количество воды. После этого процесс пойдет быстрее и эффективнее.
Важно помнить, что фотополимеры довольно хрупкие и нужно быть аккуратным, не переборщить.
После выравнивания основания поддержек, поверхность заполировывается. Сделать это можно наждачной шкуркой с мелким зерном. Также можно натереть поверхность при помощи ветоши, если следы практически незаметны.
При фотополимерной печати поддержки чаще всего формируются из того же материала, как и сама модель. Но есть и модели устройств, которые могут использовать водорастворимый или спирторастворимый материал для поддержек. Как правило, это прерогатива дорогостоящих моделей из премиального сегмента. Яркий пример, Projet 3500. В таких случаях можно использовать ультразвуковые ванны, которые будут полезны и при обработке простых фотополимерных отпечатков на этапе удаления излишков смолы.




Склейка деталей
В большинстве случаев размеры рабочей области фотополимерных принтеров небольшие, поэтому большие модели печатаются с разделением на отдельные элементы, которые впоследствии склеиваются.
При печати по технологии FDM в данном случае просто подбирается клей или растворитель, в зависимости от материала, которым осуществлялась 3Д печать. При печати SLA/DLP есть ряд общих принципов, которые применимы для всех видов смол.
- Склейка при помощи фотополимера – это идеальный вариант для склеивания тонких стенок, так как необходимо подвергнуть изделие дополнительной засветке. Данное скрепление будет наиболее прочным из всех, а шов будет практически незаметен. Пока смола не застыла, есть возможность идеальной подгонки и изменения позиционирования.
- Склейка при помощи цианакрилата – это универсальный вариант склеивания для изделий из полимера. Этот материал используют в стендовом моделировании, при изготовлении миниатюр, а также при работе с разными пластиками. Фотополимерные смолы в данном случае также подходят для склейки. Но для моделей, используемых в медицине, этот вариант будет недопустимым.
 Финишная обработка напечатанных деталей
Финишная обработка напечатанных деталей
Для финишной обработки обычно используют абразивную бумагу с разным показателем зольности. Чаще всего дополнительное ошкуривание поверхности фотополимерным изделиям не требуется, вполне достаточным будет обезжиривание поверхности.
Грунтовка и окрашивание
По своим характеристикам фотополимерные смолы после полимеризации напоминают эпоксидную смолу. Таким образом они аналогично подвергаются обработке и окрашиванию. Для грунтовки и окрашивания моделей из фотополимерных смол чаще всего используют акриловые составы. В идеале работа аэрографом и кистью, но вполне допустимой будет работа аэрозольными баллончиками.
Самым главным требованием тут будет – краска должна соответствовать по показателям адгезии к пластмассам.
Полного руководства по грунтовке и окрашиванию моделей, думаем, не требуется. Рекомендацией будет лишь – толщина слоев, которая должна быть одинаковой. Также не следует забывать о тенях и полутонах.

ИТОГ
После того как все операции будут закончены, можно получить весьма неплохие результаты. Красивые модели будут своеобразным призом во всей этой «гонке».
Для получения качественного результата фотополимерной печати необходимы точные настройки. Читайте нашу статью, чтобы узнать больше о лучших настройках слайсера для фотополимерной 3D-печати!
3D-печать на фотополимерных принтерах стала более доступной в связи со снижением цен. Новые модели принтеров выпускаются все чаще, и многие рассматривают возможность использования фотополимерного принтера для своих проектов.
Печать на основе смол обеспечивает лучшее качество поверхности, чем печать FDM, и отлично подходит для миниатюр и статуэток, где мельчайшие детали имеют большое значение. Но если вы хотите воспользоваться всеми преимуществами фотополимерной печати, вам необходимо знать правильные настройки слайсера для получения наилучших результатов.
В этой статье мы обсудим некоторые из наиболее важных настроек слайсера, которые вы должны знать. Хотя существуют и другие технологии печати на основе смолы, а также другие слайсеры и подходы, мы рассмотрим тему конкретно на LCD-технологии и настройках печати доступных в слайсере CHITUBOX. Однако, прежде чем перейти к настройкам, давайте рассмотрим, как печать на основе жидкокристаллических экранов отличается от других технологий фотополимерной печати.
СРАВНЕНИЕ ТЕХНОЛОГИЙ

3D-печать на смоле выполняется путем воздействия на фотополимерный материал источника света для его отверждения. Кроме фотополимерных принтеров на основе жидкокристаллических дисплеев существуют два других основных типа: стереолитографические (SLA) и 3D-принтеры с цифровой обработкой света (DLP). Все три технологии различаются между собой способами засветки смолы.
SLA
SLA-печать использует лазер в качестве источника света для отверждения смолы, последовательно засвечивая каждый пиксель в слое. Это был первый изобретенный тип печати смолой, а также первый в истории способ 3D-печати. Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
DLP
DLP-принтеры используют УФ-проектор вместо лазера в качестве источника света для отверждения смолы. Направленный через сложную систему зеркал, проектор одновременно засвечивает целый слой, что делает это быстрее, чем лазер SLA-принтера.
LCD
3D-принтеры на основе жидкокристаллических дисплеев чем-то похожи на DLP-принтеры в том смысле, что они также засвечивают сразу весь слой. Они отличаются тем, что свет проходит через жидкокристаллический экран, который маскирует определенные области, избирательно позволяя свету проходить через определенные области экрана. Следовательно, эти принтеры также называются принтерами с «замаскированным SLA» (mSLA). LCD-принтеры сравнительно дешевы, и большинство 3D-принтеров для хобби, таких как Anycubic Photon и серия Elegoo Mars, используют жидкокристаллическую технологию засветки слоя.
ВЫСОТА СЛОЯ

Высота слоя – это параметр, который указывает высоту каждого отдельного слоя в вашей детали. Меньшая высота слоя означает более детализированную 3D-печать, поскольку это обеспечит более гладкую поверхность.
Стандартная высота слоя
При печати на смоле высота слоя уже составляет от четверти до одной десятой от того, что было бы при FDM-печати. При использовании FDM стандартная высота слоя колеблется в пределах 0,2 мм, в то время как принтеры на основе смолы работают в диапазоне от 0,035 до 0,05 мм или от 35 до 50 микрон.
Низкая высота слоя
Сразу стоит отметить, что не все принтеры способны печатать с высотой слоя 10 микрон. Независимо от того, что вы задаете в слайсере, фактическая высота слоя будет ограничена тем, насколько точно ось Z вашего принтера может перемещаться вверх или вниз. Также ограничивающим фактором может быть смола.
Учитывая все обстоятельства, спорно, стоит ли очень мелкая детализация дополнительного времени печати. Ниже 35 микрон становится трудно увидеть различия в качестве.
ВРЕМЯ ЗАСВЕТКИ СЛОЯ

3D-принтеры отверждают смолу, подвергая ее воздействию источника ультрафиолетового света. Таким образом, время выдержки – это время, в течение которого жидкая смола на дне ванны подвергается воздействию ультрафиолетового излучения. Очень важно правильно настроить этот параметр, поскольку он напрямую влияет на качество фотополимерной печати.
Если вы сохраняете низкое время выдержки, смола может отвердеть неправильно, и следующие слои могут не иметь прочной основы для спекания. Напротив, длительное время экспозиции может привести к хрупкости и появлению трещин на моделях. Получается, что весь фокус в том, чтобы найти подходящее время засветки.
Каждая смола имеет свой состав, поэтому не так просто подобрать настройки времени выдержки. Обычно производители смолы указывают время выдержки на своих бутылках со смолой, и лучше придерживаться этого времени.
НИЖНИЕ СЛОИ

Нижние слои (первые слои) образуют основание будущей детали. Эти слои придают модели прочную основу и помогают ей прикрепиться к печатному столу. Из-за того, насколько они важны для успешной печати, некоторые параметры имеют специальные значения только для нижних слоев. Одним из таких параметров является время экспозиции нижних слоев, которое мы рассмотрим далее.
В слайсере, таком как CHITUBOX, количество нижних слоев – это количество слоев, к которым применяются эти специальные значения. Как правило, для успешной печати требуется от 5 до 10 слоев. Если вы не уверены в выборе количества слоев, то начните со значения, указанного для вашего профиля принтера, а затем вы можете уменьшить его по мере того, как будете более уверенно понимать и использовать другие настройки.
ВРЕМЯ ЭКСПОЗИЦИИ НИЖНИХ СЛОЕВ

Как упоминалось выше, время экспозиции нижнего слоя – это время экспозиции, используемое только для нижних слоев, количество которых задается с помощью параметра «количество нижних слоев».
Причина наличия специальных настроек времени экспозиции заключается в том, что успех печати в значительной степени зависит от этих первых слоев. Если нижние слои правильно засвечены, они лучше прилипнут к поверхности стола и не отсоединятся от остальной части детали. На практике это означает, что время экспозиции нижних слоев значительно превышает обычное время экспозиции, чтобы «перезасветить» нижние слои.
Как правило, время экспозиции нижнего слоя должно быть в 8-12 раз больше обычного времени экспозиции. Таким образом, если ваше обычное время экспозиции составляет около 1,5-3 секунд на слой, время экспозиции нижнего слоя должно составлять от 12 до 36 секунд на слой.
Технически установка этого значения выше увеличит общее время печати, но, учитывая, что это относится только к первым нескольким слоям, увеличение незначительно. Поэтому не рекомендуется снижать это значение или количество нижних слоев, чтобы сократить время печати. Хорошая основа стоит дополнительных нескольких минут печати.
СКОРОСТЬ ПОДЪЕМА

Каждый слой смолы отверждается рядом с FEP-пленкой на дне ванны для смолы. Для отверждения последовательных слоев под них необходимо подать новую жидкую смолу. Таким образом, печатный стол необходимо приподнять, чтобы отделить отвержденную смолу от пленки FEP и создать пространство для следующего слоя.
Достаточно просто, не так ли? Но в последней версии CHITUBOX (и подобных слайсеров) это, на самом деле, немного сложнее. Это связано с тем, что весь процесс промежуточного отверждения на самом деле состоит из нескольких подпроцессов, каждый из которых можно регулировать. И корректировать их стоит, так как этот процесс обычно занимает больше времени, чем засветка слоя!
Подъем, втягивание и отдых
В CHITUBOX есть три основные группы настроек, о которых следует знать: одна для подъема, одна для отдыха (или паузы) и одна для отвода (Обратите внимание, что, если они присутствуют, они могут быть помечены по-другому в других слайсерах.) В этой статье мы в основном сосредоточимся на подъеме.
Подъем – это когда печатный стол отходит от FEP-пленки ванны, тем самым отделяя засвеченный слой и создавая зазор для затекания жидкой смолы. Здесь необходимо учитывать четыре параметра: скорость подъема, расстояние подъема и паузы до и после засветки слоя.
Настройки скорости
Как правило, скорость подъема обычных слоев и скорость подъема нижних слоев можно регулировать, чтобы сократить общее время печати. Просто имейте в виду, что, когда модель отделяется от FEP-пленки, создается «эффект присоски». Таким образом, при слишком высокой скорости могут быть повреждены более тонкие элементы и более слабые области модели. В худшем случае модель может оторваться от поверхности печатного стола.
Хорошая скорость подъема должна находиться в диапазоне 60-150 мм/мин. Попробуйте отрегулировать настройки, пока не получите хороший баланс между временем печати и скоростью. Для больших моделей или больших объемов печати избегайте слишком быстрой печати; дополнительный вес печати или печатной пластины способствует более медленному перемещению для успешной печати.
Скорость подъема первых слоев не следует увеличивать слишком сильно, так как вы рискуете создать нестабильные нижние слои, что может привести к проблемам с печатью. Кроме того, этот параметр применяется только к нескольким слоям, так что вы не сможете сильно сократить время печати, изменив его.
ВЫСОТА ПОДЪЕМА

Высота подъема – это то, на какую высоту поднимается стол принтера после засветки каждого слоя. Данная функция напрямую связана со скоростью подъема и не менее важна для минимизации повреждений слабых участков модели во время ее подъема.
Расстояние подъема должно быть достаточно большим, чтобы позволить необходимому количеству жидкой смолы затечь в образовавшийся зазор, но не настолько большим, чтобы это неоправданно увеличивало время печати. В CHITUBOX расстояние подъема устанавливается в соответствии с текущим профилем принтера, но это значение обычно колеблется в пределах 5 мм.
Это значение может быть уменьшено, возможно, до 4 мм, если площадь слоя невелика, потому что для заполнения зазора требуется не так много смолы. Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
СОЗДАНИЕ ПОЛОСТЕЙ

Регулировка параметров подъема помогает добиться качественной печати, но еще один отличный способ – это создание полостей в моделях. Когда отвержденная слой отделяется от FEP-пленки, создается «эффект присоски». Сила всасывания больше, когда площадь поверхности слоя больше. Помимо других преимуществ, создание полостей может уменьшить площадь поверхности слоя, тем самым уменьшая «эффект присоски».
Кроме того, смола – дорогой материал, и, если вы печатаете много моделей, вы можете израсходовать всю бутылку быстрее, чем ожидали. Создание полостей решает эту проблему довольно просто: пустая модель расходует меньше смолы.
В CHITUBOX вы можете найти опцию «Пустотелый» в верхней строке меню. Вы можете выбрать толщину стенки, а также при необходимости добавить перекрытия в образовавшейся полости. Для достижения наилучших результатов выбирайте не слишком тонкую толщину стенок. В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
Толщина стенки 1,2-2 мм должна обеспечивать хороший баланс между прочностью, качеством печати и расходом смолы, особенно для небольших моделей. Большие модели из смолы могут быть слишком хрупкими для таких тонких стенок.
Каждый раз, когда вы создаете полости в моделях, вы также должны создавать по крайней мере одно отверстие на каждую полость. Это позволяет смоле и воздуху вытекать из модели во время печати. Полая модель без дренажного отверстия только усиливает прилипание модели к FEP-пленке во время печати.
СГЛАЖИВАНИЕ

Сглаживание уменьшает «эффект лестницы», создаваемый по углам и закругленным краям модели. Оно уменьшает вертикальные артефакты и направлено на сглаживание общего вида поверхности вашей модели.
Для многих принтеров значение сглаживания CHITUBOX скрыто. Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Существует три уровня сглаживания: 2, 4 и 8. Значение по умолчанию равно 4, тогда как 8 эффективно включает сглаживание, а 2 делает пиксели немного темнее. Вот тут-то и пригодятся эти другие настройки. «Уровень серого» управляет яркостью этих сглаживающих пикселей, в то время как «размытие изображения» определяет, сколько пикселей попадает внутрь или за пределы внешней границы слоя (в соответствии с исходной моделью).
Все эти параметры следует регулировать в зависимости от используемой смолы, но многие считают, что результаты получаются неоднозначными. Тем не менее, это параметр, которой вы, возможно, захотите применить, если захотите улучшить качество печати.
На данную тему есть подробная статья CHITUBOX, и она служит исчерпывающим руководством по точной настройке сглаживания.
ПОЗИЦИОНИРОВАНИЕ

Позиционирование модели играет решающую роль в успехе или неудаче вашей печати. Деталь должна быть позиционирована таким образом, чтобы она требовала меньшего количества поддержек, не имела больших поперечных сечений и занимала меньше времени на печать.
В случае большинства видов фотополимерной печати время печати прямо пропорционально высоте объекта. Это означает, что для 3D-печати фигуры, ориентированной под углом, так что ее горизонтальная площадь увеличивается, а вертикальная высота уменьшается, потребуется меньше времени. Например, цилиндр, напечатанный под углом 45°, займет меньше времени, чем тот же цилиндр, напечатанный под углом 90°.
Просто помните, что большее поперечное сечение увеличит усилия при подъеме стола. Точно так же, если модель имеет слишком много опор, для нее потребуется больше материала и увеличатся шансы на отрыв модели со стола.
ПОДДЕРЖКИ

Поддержки при фотополимерной печати сильно отличаются от поддержек при 3D-печати FDM. Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
В CHITUBOX есть отдельный раздел для настройки поддержек. Вы можете добавлять вручную поддержки или даже автоматически создавать их для ваших моделей. Это отличный способ, если вы хотите быстро создавать поддержки и не хотите тратить слишком много времени.
Технологии дешевеют и совершенствуются. Еще несколько лет назад стали доступны 3D принтеры, работающие по экструзионной технологии (FDM – Fused Deposition Modelling). Однако качество печати таких принтеров слабо подходит для Nашего масштаба, так как не обеспечивают достаточную точность и разрешение. Качественная печать методом полимеризации смолы под действием света была уделом дорогих и профессиональных принтеров. Такие принтеры использовали сложную систему движения лазерного луча (SLA) или проекторы (DLP) для формирования изображения. Ситуация изменилась после появления LCD технологии печати. В ней нет проектора, или сложной системы управления лазерным лучом. Для формирования изображения используется обычный LCD дисплей, а источником ультрафиолетового излучения служит светодиодный блок. Такие принтеры снизили стоимость оборудования для фотополимерной печати с десятков тысяч долларов до сотен, открыв возможность качественной печати в домашних условиях.
Часть 1. Принцип работы и устройство принтера
Ключевые элементы принтера (не считая корпуса, блока управления и прочей электроники) это:
1) Платформа, на которой печатается модель. Закреплена на оси Z, поднимается и опускается за счет шагового двигателя, вращающего винт. Передвигается по направляющим.
2) Ванна с прозрачным дном. В качестве дна выступает туго натянутая FEP пленка, прозрачная для ультрафиолетового излучения
3) LCD экран, который формирует маску, то есть определяет какие области будут засвечиваться (и соответственно печататься), а какие нет.
4) Источник ультрафиолетового излучения. Светит через экран.
В целом, именно эти четыре компонента оказывают существенное влияние на качество печати. Ось Z должна быть жесткой, не допускать смещения платформы в горизонтальной плоскости. Пленка должна быть правильно натянута, не иметь повреждений и непрозрачных участков. Экран без битых пикселей, а размер пикселя определят минимальную печатаемую точку. Источник излучения иметь равномерную и как можно более параллельную засветку.
Процесс печати выглядит следующим образом. В специальную программу (слайсер) загружается 3D модель (модели). Программа формирует послойные изображения в зависимости от выбранной толщины слоя, учитывает другие параметры, такие как время засветки слоя, скорости движения и так далее, и формирует управляющий файл.
Смола заливается в ванночку, установленную на LCD экран. Платформа опускается вниз, практически вплотную к пленке (расстояние равное выбранной толщине слоя), экран формирует маску и происходит засветка слоя. Смола в зазоре между пленкой и деталью поллимеризуется в соответствии с маской. Затем платформа поднимается, отрывая напечатанное от пленки (но не от платформы), и опускается вниз, но на 1 слой выше. Печатается следующий слой и процесс повторяется. Таким образом печать происходит вверх ногами. Отмечу, что время печати зависит только от количества слоев (то есть высоты модели и толщины слоя) и не зависит от объема и количества одновременно печатаемых деталей.
Часть 2. Выбор принтера – определяем потребности.
Выбор принтера всегда компромисс между бюджетом, размером области для печати и качеством печати. Как же выбрать подходящий именно вам принтер? Во-первых, определитесь что вы ходите печатать и в каких количествах. От этого зависит требуемый размер области для печати. Замечу, что нужно учитывать третье измерение, то есть высоту. Часто модель, которая не помещается в область для печати горизонтально, вполне можно напечатать под углом. Личный опыт показывает, что в PhotonS со стандартным экраном около 6 дюймов может поместиться современный пассажирский вагон.
Проще всего проверить подходит ли принтер именно под Ваши задачи это установить слайсер под предполагаемый принтер и попробовать открыть в нем модель. Дополнительным аргументом в пользу большей области печати может служить коммерческое использование, когда принтер используется почти постоянно. Так как время печати не зависит от количества печатаемых моделей, большая область позволяет разместить больше элементов и печатать больше в единицу времени.
Вторым важным параметром является размер пикселя экрана. Не всегда разрешение экрана в 4К приводит к улучшению параметров печати. На самом деле у почти всех принтеров размер пикселя примерно одинаков – около 50 микрон. Есть исключения, например Phrozen Sonic Mini 4K, обладающий разрешением 4К при диагонали экрана в 6 дюймов. То есть, размер пикселя составляет 35 микрон. По оси Z, они вообще все одинаковы и печатают слоем от 10 микрон.
Также важным является источник УФ излучения. В идеале должно быть параллельное излучение (перпендикулярно экрану) с одинаковой интенсивностью по всей поверхности экрана. В реальности не встречается, вместо этого используется матрица светодиодов, которые делают примерно параллельный поток. Чем больше светодиодов в матрице и качественнее линзы, тем лучше.
Еще одним важным параметром является исполнение оси Z. Чем жестче конструкция, тем меньше вероятность брака. Поэтому рельсовые направляющие лучше цилиндрических (но их давно не видно в моделях), а два рельса лучше, чем один.
Отмечу, что с увеличением области печати, стоимость принтера и запасных частчей существенно увеличивается. Большая область печати требует экрана с большей диагональю и выше разрешением, что приводит к росту стоимости экрана примерно в 3 раза. Так запасной экран для Photon Mono X стоит около 8 тысяч, а на обычный около 2.5 тысяч. Вертикальный размер определяется длиной направляющих и ходового винта, которые тоже растут в цене при увеличении длины.
Пример расположения пассажирского вагона в принтере с экраном 6 дюймов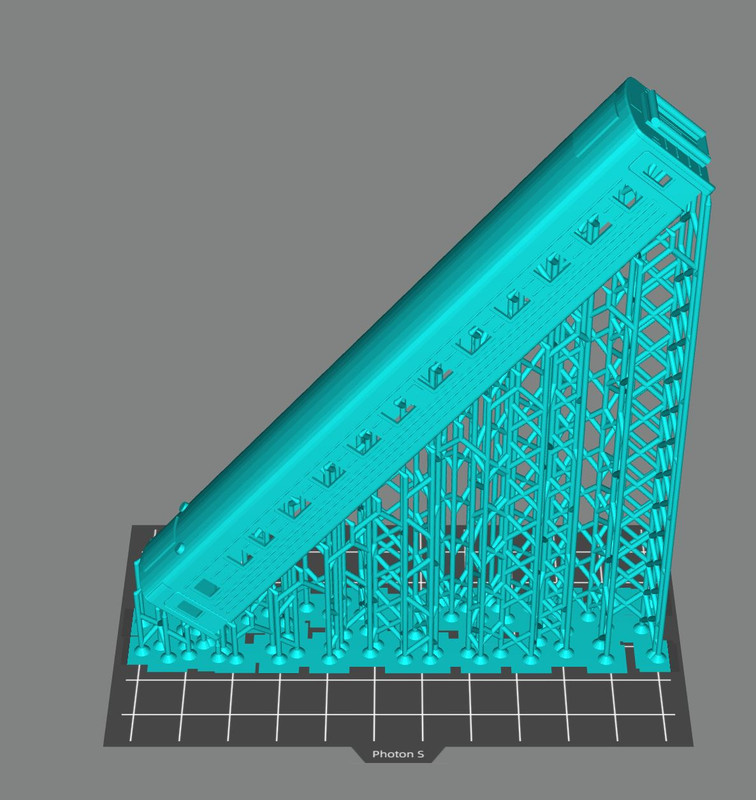
З.Ы. Я печатаю на Anycubic PhotonS и в общем доволен. Для моих нужд хватает, и переплачивать 3 цены за принтер с экраном 10 дюймов не вижу смысла.
Часть третья. Что нужно кроме принтера?
Итак, вы заказали принтер и его доставили. К сожалению, на этом этапе вы скорее всего не сможете ничего напечатать. Модели, напечатанные на фотополимерном принтере, требуют пост обработки. Нужно убрать лишнюю, не затвердевшую смолу, то есть промыть модель, и досветить ультрафиолетом для окончательной полимеризации.
Некоторые используют для этого ультразвуковые ванны и ультрафиолетовые лампы, или собирают сами подобные устройства. Многие производители позаботились об этом и выпустили устройства типа Wash&Cure, которые автоматизируют процесс отмывки и засветки, делая его максимально простым и удобным. По цене выходит примерно одинаково с кустарными решениями.
Также очень рекомендую зайти в строительным магазин и купить два вида шпателей – резиновый (белая резина) и обычный металлический. Первый потребуется для удаления излишков смолы из ванны для печати, а второй для снятия моделей с платформы. Многие производители кладут пластиковый шпатель в комплект, но он слишком жесткий для удаления смолы (может повредить пленку) и слишком толстый и мягкий для снятия моделей.
Для промывки моделей потребуется либо изопропиловый спирт, либо вода, в зависимости от типа смолы. Рекомендую купить пару пластиковых контейнеров с герметичной крышкой, и использовать их для этапной промывки. Если вы заботитесь об экологии, то не стоит промывать проточной водой водорастворимую смолу. И вода, и спирт требуют некоторых дополнительных действий перед утилизацией (об этом позже).
Очень желательно использовать поддон с бортиками, для избежания последствий пролива смолы и капель. Я использую пластиковые подносы.
Не забываем про средства защиты – очки, перчатки, маски и соблюдаем технику безопасности – не стоит ставить принтер на кухне или в спальне.

В следующих частях:
Как расположить модель? Что такое поддержки и зачем они нужны? Как подобрать параметры печати для смолы? Брак печати и чем может быть вызван? Как сэкономить деньги на спирте и как утилизировать отходы?
Какая себестоимость у печати? И ответы на Ваши вопросы.


Автор: Алексей Чехович
Дополнительное отверждение фотополимеров – что это такое? | Химия процеcса | Грамотный выбор света | Какие изделия нуждаются в дополнительном отверждении? | Легкий способ повысить прочность и качество
Дополнительное отверждение изделия в ультрафиолетовой печи (англ. post curing) – один из этапов процесса 3D‑печати по технологии лазерной стереолитографии (SLA). Хотя его часто недооценивают, он может оказать решающее влияние на конечные свойства напечатанной детали. Но это не универсальный способ, который подойдет в любой ситуации.
Чтобы принять правильное решение о продолжительности доотверждения изделий из разных материалов и разных размеров в УФ‑печи, требуются определенные навыки и опыт. Для одних деталей дополнительная полимеризация имеет важное значение, для других может не играть никакой роли. Рассмотрим подробнее технические нюансы этого процесса, являющегося важной частью SLA‑технологии, и обсудим, почему важно cделать все правильно.
Хотите напечатать прототип или функциональное изделие из фотополимера за 1‑2 дня? Тестовая печать бесплатно!
Заказать услугу 3D-печати
Дополнительное отверждение фотополимеров – что это такое?
Во время печати в SLA‑принтере определенные участки фотополимерной смолы подвергаются воздействию лазера, который вызывает их отверждение. По завершении этого процесса вся деталь будет отверждена, и может быть не совсем ясно, почему существует необходимость в последующей полимеризации. Для ответа на этот вопрос мы должны понять свойства светочувствительной смолы и способы ее превращения из жидкости в твердое вещество.
Доотверждение прототипа в SLA‑технологии
Находясь в жидком состоянии, фотополимерная смола состоит из множества несвязанных мономеров, смешанных с фотоинициаторами. Воздействие на эту смесь сильного ультрафиолетового излучения лазера приводит к тому, что фотоинициаторы вступают в реакцию, а мономеры связываются вместе и образуют полимер. Это первичная стадия отверждения.
Отвержденная смола представляет собой сшитую макромолекулу, то есть каждая ее часть непосредственно связана с любой другой ее частью. Однако после 3D‑печати останется много не сшитых в достаточной степени участков, что влияет на прочность на разрыв и на другие свойства. Для завершения молекулярной связи и создания любой возможной перекрестной связи может быть использован ультрафиолетовый свет.
Солнце на самом деле является неплохим источником ультрафиолетового излучения для целей дальнейшего отверждения. Многие любители, использующие домашние SLA‑принтеры, просто оставляют напечатанные детали на какое-то время на солнце, и на этом процесс заканчивается. Но в более профессиональных решениях, как правило, используют УФ‑печи (камеры полимеризации), которые гораздо более легки в управлении.
Эксперты iQB Technologies рекомендуют: 9 изделий, которые выгоднее изготовить на фотополимерном 3D‑принтере
Зачем доотверждать?
Процесс постотверждения делает детали не только прочнее, но и стабильнее. Наличие непрореагировавшего фотоинициатора и несвязанных полимеров в модели означает, что ее состояние может долго продолжать изменяться после печати, особенно при воздействии солнечного света. Для деталей, к точности которых предъявляются повышенные требования (например, светоотверждаемых пломб в стоматологии), это совершенно неприемлемо.
Неокрашенные детали также могут изменить цвет под воздействием солнечного света, если их не подвергнуть надлежащему дополнительному отверждению. Это проблема SLA‑фотополимеров в целом, но она станет еще более явной, если деталь недостаточно отвердить.
Основной причиной доотверждения обычно является повышение прочности на разрыв и устранение нежелательной липкости поверхности. Модели из отдельных материалов могут быть немного мягкими перед последующим отверждением, а более слабые участки напечатанной детали могут провисать, что влияет на точность.

Полностью отвержденная напечатанная деталь
Не менее важен вопрос безопасности, ведь неотвержденная смола токсична для человека. Если не полностью отвержденные изделия будут контактировать с кожей, это приведет к раздражению или другим проблемам, особенно если пальцы оператора соприкоснутся со ртом. Последующее отверждение детали приводит к тому, что смола становится полностью стабильной и безопасной на ощупь.
Химия процесса
На отверждение влияют и тепло, и свет. Тепло увеличивает энергию в сшитой полимерной сетке и вызывает более активное движение на молекулярном уровне. Это увеличение энергии и подвижности значительно облегчает контакт реактивных групп друг с другом и формирование дальнейших связей.
Тем не менее ультрафиолетовый свет является основным ингредиентом, необходимым для последующего отверждения. Хотя оборудование и называют печью, на самом деле температура внутри нее совсем не высокая – не намного выше, чем в солярии. Смола, используемая в SLA‑печати, является светочувствительной, и воздействие на нее света вызывает реакцию. Как обсуждалось выше, в ходе первоначальной фазы отверждения при печати образуются не все возможные соединения, и поэтому необходимо стимулировать дальнейшие реакции. При воздействии ультрафиолетового света во время доотверждения образуются свободные радикалы, которые связываются с соседними группами и вызывают полимеризацию.
Крупный автокомпонент в процессе дополнительного отверждения
Грамотный выбор света
Неверно думать, что чем больше света вы обеспечиваете, тем быстрее проходит процесс или тем прочнее станет материал. Здесь важно учитывать длину волны света, воздействующего на фотополимер, из которого изготовлена модель. Светочувствительные смолы предназначены для реакции на определенные длины волн света, и использование другой длины волны при дополнительном отверждении даст неблагоприятные результаты.
Такова одна из причин, почему профессионалы 3D‑печати применяют специализированное оборудование для последующего отверждения. К примеру, фотополимеры ProtoFab лучше всего отверждаются под светом с длиной волны 355 нм. При использовании в 3D‑принтерах ProtoFab смол другого производителя это значение может быть другим. Скажем, фотополимеры Formlabs оптимально отверждаются при использовании ультрафиолетового излучения с длиной волны 405 нм. Это веская причина применять в работе собственную УФ‑печь ProtoFab, если вы уже используете расходные материалы, поставляемые ProtoFab. Применение УФ‑камеры другого типа или УФ‑отвердителя для средств для снятия лака будет в некоторой степени способствовать дополнительному отверждению, но не обеспечит максимальные механические свойства материала.

Оборудование ProtoFab в Фонде развития бизнеса Краснодарского края: УФ‑печь и 3D‑принтер SLA450 DLC
С солнечным светом или неспециализированным оборудованием связана еще одна проблема: отверждение может быть неравномерным. Солнце может светить больше с одной стороны, чем с другой, если постоянно не менять положение модели, это же относится и к средствам для снятия лака, которые излучают свет только сверху. Специальные печи обычно имеют вращающуюся платформу или УФ‑лампы, полностью окружающие деталь, чтобы обеспечить равномерное отверждение.
Читайте в блоге статью Доступные 3D‑услуги для бизнеса: в Краснодаре осваивают промышленный SLA‑принтер
Какие изделия нуждаются в дополнительном отверждении?
Фотополимеры бывают самых разных типов и обладают широким спектром свойств, и это оказывает влияние на постотверждение. Материалы, отличающиеся особенно низкой прочностью или высокой гибкостью, часто не требуют доотверждения, или же на это уходит мало времени. Результатом чрезмерного отверждения таких смол станет снижение гибкости и хрупкость. С другой стороны, материалы, выбранные специально для придания им прочности или жесткости, требуют наибольшего объема последующего отверждения, чтобы обеспечить усиление этих свойств.

Слева: небольшим деталям обычно требуется меньше времени на доотверждение
Справа: обработку гибких материалов следует выполнять с осторожностью
Для стандартных материалов SLA, типа фотополимеров – аналогов ABS, требуется дополнительная полимеризация, но необязательно долгая. Специалисты ProtoFab обычно подвергают этому процессу в УФ‑печах материалы типа ABS‑like в течение примерно 20 минут. Прозрачные материалы потребуют чуть меньше времени, примерно 10‑15 минут. Как правило, все фотополимеры ProtoFab в той или иной степени нуждаются в доотверждении, и только в редких случаях его вообще не проводят.
Размер изделия также является немаловажным фактором, который следует учитывать при принятии решения о продолжительности дополнительного отверждения. Крупногабаритным объектам следует находиться в печи гораздо дольше, в то время как мелкие детали будут готовы всего за несколько минут. Вот тут‑то и проявляется накопленный опыт. Опытному специалисту известен оптимальный объем обработки моделей исходя из материала и габаритов, и можно не сомневаться, что механические свойства всех напечатанных изделий будут одинаковыми.
Легкий способ повысить прочность и качество
Хорошо выполненное постотверждение – это быстрый и простой способ повысить качество деталей, созданных с помощью SLA‑технологии. Модели, которые были хотя бы немного не доотверждены, вызовут различные проблемы и будут иметь гораздо меньший предел прочности на разрыв, чем модели, прошедшие полноценное отверждение.
Если речь идет об объектах, напечатанных из более мягких или гибких материалов, проявите бòльшую осторожность. В любом случае подавляющее большинство фотополимеров, применяемых в SLA‑печати, можно значительно улучшить благодаря дополнительному отверждению в ультрафиолетовой печи.
Материал предоставлен компанией ProtoFab
Статья опубликована 21.06.2022 , обновлена 21.06.2022
Всем привет!
Пока мы готовим видео-инструкцию о том, как правильно трактовать наш тест для калибровки принтера, хотим поделиться с вами самыми распространенными проблемами, с которыми встречается наша техподдержка.
Таких проблем много, и зачастую они встречаются не по отдельности, а в совокупности и распознать их причину не всегда бывает легко. Не легко — не значит невозможно, поэтому начнем с деления проблем по типам:
- Подготовительные, связанные с полимером
- Программные, связанные с подготовкой изделия
- Программные, связанные с настройками печати
- Связанные с постобработкой
Использование соответствующего принтеру полимера
В мире существует большое количество различных принтеров, отличающихся по многим параметрам. Помимо разницы в параметрах существуют так называемые закрытые и открытые принтеры. Для открытых систем можно использовать любые полимеры, т.к. они позволяют изменять настройки печати и добиваться хороших результатов. Закрытые же не позволяют менять параметры печати, а значит требуют использования полимеров, разработанных специально под эти принтеры. В большинстве случаев данные полимеры не взаимозаменяемы.
Правильное хранение полимера
Фотополимеры имеют защитную упаковку, защищающую содержимое от ультрафиолета. К сожалению, защитить от перегрева или переохлаждения она не в состоянии. Для полимеров HARZ Labs рекомендуемая температура хранения от 5 до 30°С.
Помимо этого, стоить обращать внимание на срок годности. Наши фотополимеры имеют срок годности 2 года, хотя у большинства производителей срок годности составляет всего один год.
Тщательное взбалтывание полимера
Полимеры содержат в себе различные пигменты и наполнители, придающие ему соответствующие свойства и цвет. Все это влияет на настройки печати. Несмотря на то, что все наши материалы стабилизированы, наполнители чаще всего намного плотнее полимера и склонны к выпадению в осадок. Поэтому мы настоятельно рекомендуем взбалтывать наш полимер перед каждой печатью. Особенно это касается непрозрачных полимеров.
Расположение модели на столике
Важным критерием, влияющим на качество получаемой поверхности, является расположение модели на столике. Если плоские части не удается расположить идеально горизонтально, то лучше печатать их под углами 30-90 градусов – это позволит избежать заметной слоистости.
Отверстия и цилиндры, требующие высокой точности печати, стоит располагать вертикально, соосно оси Z. Если необходимо отпечатать несколько отверстий под разными углами стоит выбрать наиболее критичные и расположить вертикально их.
Если требуется получить изделие с аккуратной поверхностью, то стоит располагать ответственную криволинейную поверхность близко к вертикали, что позволит избежать ступенчатости.
Расстановка поддержек
Расстановка поддержек уникальна для каждой модели. Тем не менее есть несколько общих правил:
Поддержки должны располагаться на той части детали, к которой не требуется высокое качество поверхности.
Поддержки должны подходить ко всем минимумам изделия, чтобы избежать ситуаций, когда часть детали «начинается» из воздуха и никак на связанна со столиком.
Верный подбор толщин и качество слайса изделий
Правильно подобранная толщина слоя – важный критерий печатаемости детали. Выбор толщины зависит не только от требуемой точности детали, но и от технической возможности принтера и точности полимера. Стоит учесть, что не все полимеры одинаковы.
Полимеры светлых тонов зачастую подвержены большей паразитной засветке по осям XY, что обусловлено наличием в них белого пигмента, рассеивающего свет.
Прозрачные полимеры страдают от паразитной засветки по оси Z, т.к. не содержат пигментов, способных ограничить проникновение света в глубину.
Наиболее точными являются черные и темные полимеры, т.к. они содержат в себе темный пигмент, поглощающий часть светового потока, таким образом ограничивающего паразитную засветку и дающего высокую точность.
Время засветки слоев
Переходя к настройкам печати в первую очередь стоит упомянуть время засветки слоев. Это основной параметр, с которым предстоит работать. Ниже на примере нашего теста хотим продемонстрировать что происходит случаях если неверно выбрать экспозицию.
Время засветки базовых слоев
Другой важной настройкой является время засветки базовых слоев. В первую очередь эта настройка влияет на прилипание детали к столику. При малом времени засветки базовых слоев печать может оторваться от столика и остаться на пленке. Пересвет базовых слоев может привести к прилипанию первых слоев и низкой адгезией к ним последующих слоёв, в результате чего произойдет отрыв детали, чаще всего таким образом отрываются поддержки у основания.
Скорость поднятия и опускания детали
Параметр скорости поднятия столика очень важен для получения качественной боковой поверхности. Плавный отрыв позволит сохранить поддержки в целости и не допустить разрушения модели в процессе печати. Наиболее актуально это для мягких материалов, таких как HARZ Labs Dental Cast, Dental Pink Soft и Industrial Flex в которых природа материалов требует от них быть достаточно мягким.
Высота поднятия столика
В процессе печати деталь прилипает не только к столику, но и к пленке кюветы. Когда столик начинает подниматься пленка следует за моделью и, выгибаясь, отрывается от детали. Если выбрать слишком маленькую высоту подъема, то деталь попросту не оторвется и будет продолжать двигаться вместе с пленкой пока спустя несколько слоев не наберет нужную высоту и не оторвется от пленки. Естественно, такую печать можно будет смело отправить в брак.
Время задержки перед печатью
Многие пользователи пренебрегают данной настройкой, недооценивая ее влияния на результат печати. Для оценки влияния ее на качество печати необходимо немного разобраться в механике процесса. При опускании столика создается некоторое давление полимера на кювету, хоть оно и не велико, его хватает чтобы выгнуть экран принтера и увеличить зазор между столиком и пленкой кюветы. Соответственно если в этот момент начать печатать можно получить шершавую боковую поверхность изделия. Это связанно с тем, что материал все еще продолжает вытекать из-под столика, хотя при этом уже происходит засветка слоя.
Качество слайса детали
Проблема слайса детали в большинстве случаев возникает с моделями, полученными путем 3D-сканирования. На некоторых слайсах модели можно наблюдать перемычки и плоскости, которых быть не должно. В таких программах как, например, Exocad подобная проблема может возникать если экспортировать файл не для 3D печати, а например, для фрезеровки. В таком случае слайсер может трактовать оболочки не верно и начнет неверно интерпретировать модель.
Количество базовых слоев
Количество базовых слоев один из тех параметров, который зачастую переоценивается пользователями, и в большинстве случаев количество этих слоев завышается. Мы рекомендуем использовать 2-3 базовых слоя. Такое количество слоев необходимо чтобы компенсировать неидеальную параллельность столика и кюветы. Большее количество лишь увеличит длительность печати.
Аккуратное удаление изделия со столика
Аккуратное удаление модели со столика позволит сохранить ее форму и размеры для дальнейших операций, особенно это касается выжигаемых полимеров, таких как HARZ Labs Dental Cast, которые ввиду своей природы являются мягкими и могут быть легко повреждены при неаккуратном удалении со столика. Для отделения моделей от стола мы рекомендуем использовать тонкие канцелярские ножи.
Аккуратное удаление поддержек
Удаление поддержек прямо влияет на качество поверхности получаемого изделия. В первую очередь стоит обратить внимание на то, что поддержки удаляются перед дозасветкой. Если же удалять их после, то велика вероятность образования скола на поверхности изделия поскольку материал становится более твердым и хрупким.
Верный режим промывки изделия
Тщательная промывка изделия – важная часть процесса постобработки. Особенно важно это для стоматологических изделий, т.к. недопустимо попадание жидкого полимера в ротовую полость пациента.
Мы рекомендуем промывать модель в спирте, разделив эту операцию на 2 этапа:
• Промывка в грязном спирте
• Промывка в чистом спирте в ультразвуковой ванне
Разделение этой операции на два этапа позволяет экономить спирт и лучше отмывать детали
Прогрев модели заданное время в печи при необходимой температуре
Прогрев печатаемой модели позволяет снять внутренние напряжения, неизбежно возникающие в процессе печати. Помимо этого, прогрев способствует испарению спирта из модели после промывки, что так же положительно влияет на механические характеристики получаемой детали. Перегревать или передерживать деталь в печи также не стоит, это приводит к появлению трещин.
Правильная дозасветка изделия
Дозасветка – ключевой параметр постобработки полученной модели, если провести ее правильно, то изделие в полной мере набирает свои физико-механические свойства и может быть использовано по назначению.
Данная процедура позволяет окончательно полимеризовать весь объем материала в глубине детали, что обеспечивает необходимую прочность и твердость. Но дозасвечивать модель стоит в тех режимах, в которых рекомендует производитель полимера, так как излишнее время выдержки или неправильно подобранная длинна волн может погубить полученное изделие, сделать его хрупким или изменить цвет. Примером могут быть такие полимеры как Model White и Dental Clear. Если слишком длительное время засвечивать данные полимеры, то они могут изменить свой цвет, а именно пожелтеют.
Особое внимание стоит уделить таким ответственным моделям как временные коронки. Данные изделия изготавливаются из прочного и твердого материала HARZ Labs Dental Sand, что позволяет пациентам благополучно ожидать изготовления коронок длительного ношения без потери возможности принимать пищу. Но, если провести постобработку временных коронок неверно, например недосветить модель, то коронка не будет обладать требуемой прочностью и может разрушиться у пациента во рту.
Режимы постобработки для материалов HARZ Labs
Подписывайтесь на нас в соцсетях!
https://www.facebook.com/HARZlabs
https://vk.com/harzlabs
https://www.instagram.com/harzlabs
https://www.youtube.com/HARZLabs
Во время 3D печати на SLA и DLP 3D принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, как возникают проблемы и как их устранить.
Основание 3D модели имеет недостаточно сцепление с платформой для 3D печати
В этом случае на определеном этапе печати, в т.ч. по причине увеличения массы, 3D модель просто отклеится от рабочей поверхности и придется начинать печать заново.
- Наиболее частой причиной этого является загрязнение рабочей поверхности остатками отверждённого фотополимера от предыдущей печати. Перед началом работы старайтесь проверять наличие твердых остатков смолы и при необходимости очищать поверхность.
- Царапины, помутнения резервуара для фотополимера, вследствие плохой проходимости лазерного луча, фотополимер не до конца набирает необходимую твердость. Так же могут появиться от механического воздействия твердыми предметами или оставаться от воздействия лазерного излучения. Перед началом работы проверяйте наличие дефектов или загрязнений на поверхности резервуара. При необходимости модель можно перенести в ту часть пространства где отсутствуют дефекты или загрязнения.
- Если фотополимер содержит какие-либо пигменты, перед началом работы обязательно перемешивайте и процеживайте содержимое, что бы избежать наличие отвердевшей смолы и сгустков пигмента которых не видно при осмотре.
- Малая площадь подложки 3D модели, что просто не обеспечивает надежного сцепления
- Чрезмерное расстояние между платформой для печати и эластичным слоем или гибкой пленкой в резервуаре для смолы.
Устранение дефекта:
Создавайте опоры и подложки для 3D модели в слайсере. Печать с подложкой помогает моделям лучше прилипать к платформе сборки.
Во время печати проверяйте, не оторвался ли принт в начале печати.
Проверьте модель в слайсере на наличие проблем с ориентацией: Расположите модель так, чтобы площадь поверхности, соприкасающаяся с платформой сборки, не была слишком маленькой и была пропорционально вашей детали. При использовании плота ориентируйте свою часть под наклоном, что является рекомендуемой практикой. При печати без подложки убедитесь, что деталь имеет большую плоскую сторону, непосредственно контактирующую с платформой для печати. При печати на Form 2 убедитесь, что детали ориентированы так, чтобы их самая длинная сторона была параллельна передней части принтера. Детали, ориентированные таким образом, могут лучше сопротивляться боковым силам от процесса отслаивания.
Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
Проверьте стекло 3D принтера: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
«Силуэт подложки». Только первые слои модели печатаются и прилипают к платформе 3D печати, остальная часть либо отсутствует, либо отвержденная смола скапливается на дне резервуара.
Такой дефект обычно вызван загрязнением оптической поверхности, которое размывает или ослабляет лазерный луч до того, как он достигнет смолы.
Первые слои отпечатка подвергаются дополнительному лазерному отверждению, поэтому эти слои могут успешно отверждаться, даже если загрязнение или помутнение ослабляют действие лазера. Дальнейшие слои могут не затвердеть частично или полностью.
Любой из следующих факторов или их комбинация могут размыть или ослабить лазерный луч:
- Мусор/помутнение/повреждение на резервуаре для смолы
- Загрязненные оптические поверхности: Акриловое стекло резервуара для смолы, Гибкая пленка, стеклянное оптическое окно на 3D принтере, главное зеркало для на лазерных 3D принтерах
Устранение дефекта:
Убедитесь, что ваша прошивка и версии PreForm обновлены до последней версии.
- Проверьте резервуар для смолы: любое повреждение, мусор, пыль и отпечатки пальцев в резервуаре для смолы или на нем могут локально рассеивать луч лазера, препятствуя отверждению смолы. Осмотрите внутреннюю и нижнюю часть на наличие грязи, пыли и/или отпечатков пальцев. Для достижения наилучших результатов печати дно резервуара должно быть идеально чистым.
- Отфильтруйте смолу, чтобы удалить любые загрязнения или отвержденную смолу.
- Если вы используете Resin Tank LT, пропустите этот шаг. Осмотрите эластичный слой стандартного резервуара со смолой на предмет помутнения. Сильное помутнение означает необходимость замены стандартного бака со смолой.
- Осмотрите окно акрилового резервуара на нижней стороне резервуара для смолы на наличие грязи, пыли, отвержденной смолы или отпечатков пальцев.
- Осмотрите нижнюю сторону гибкой пленки на наличие грязи, пыли или отпечатков пальцев. Очистите его с помощью рекомендуемых шагов и расходных материалов
- Проверьте оптическое окно: любое загрязнение, пыль или мусор на оптических поверхностях принтера могут привести к рассеиванию или ослаблению лазерного излучения, что приведет к сбою печати.
- Проверьте главное зеркало:
Главное зеркало 3D принтера Form 2
Деламинация, расслоение отпечатка 3D модели
«Расслоение» описывает дефект печати, при котором отвержденные слои отпечатка отделяются друг от друга. Отслоение может произойти на любом типе 3D-принтера, хотя причины уникальны для каждого процесса печати.
Любой из следующих факторов или их комбинация могут вызвать расслаивание отпечатков:
- Проблемы с ориентацией модели, компоновкой или поддержкой
- Печать, приостановленная на час или более
- Старый резервуар для смолы
- Платформа для свободной сборки
- Загрязненные оптические поверхности
Устранение дефекта:
- Проверьте модель в PreForm: Боковые силы, воздействующие на деталь во время печати (например, тянущее или скользящее движение в процессе отслаивания), могут нарушить молекулярную связь между слоями и разделить их. Такое разделение происходит по двум причинам: Деталь имеет значительное изменение площади поверхности между последующими слоями. Слои с большой площадью поверхности лучше противостоят силам печати, чем слои с малой площадью поверхности, поэтому больший по площади слой может отделиться от меньшего во время печати. Переориентируйте деталь в PreForm, чтобы уменьшить разницу в площади поверхности между соседними слоями. Секции детали свободно висят или не имеют необходимых поддержек. В PreForm обратите внимание на области, заштрихованные красным и добавьте к этим областям опоры.
- Проверьте наличие пауз в печати: длительные паузы во время печати могут привести к расслаиванию после возобновления печати.
- Проверьте резервуар для смолы и оптическое окно 3D принтера
Риггинг
Это дефект печати, при котором отвержденная или частично отвержденная смола образует тонкие, похожие на полки структуры, которые горизонтально свисают с отпечатка. Эти структуры, также называемые, могут отделяться от детали во время печати, плавая в резервуаре для смолы, они могут блокировать путь лазера и вызывать сбои при печати на последующих слоях
Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
Прогиб и растрескивание стенок отпечатка
Это происходит, когда полая или выпуклая часть детали захватывает воздух во время печати, по мере того, как платформа подымается над дном резервуара и во время процесса очистки. Это создает перепад давления. Если стенки тонкие, не выдерживают давление, прогибаются или трескаются. В зависимости от места разрыва, дальнейшая 3D печать потенциально может продолжаться без каких либо проблем.
Все зависит от типа смолы, размера модели, формы и толщины стенки. Учитывайте что, маленькие модели или с более толстыми стенками могут успешно печататься. Рекомендуется добавить дренажное отверстие и сориентировать модель в PreForm, чтобы свести к минимуму этот дефект.
Любой из следующих факторов или их комбинация могут вызвать появление этого дефекта на отпечатках:
- Отсутствие дренажных отверстий в полых или выпуклых частях модели
- Проблемы с ориентацией модели
Действия по устранению неполадок
- Включите «Показать пустоты» и проверьте модель с помощью инструмента «Слайсер» или добавьте дренажное отверстие.
Отсутствие необходимых поддержек или их деформация
Рекомендуемое минимальное значение высоты поддерживающей структуры 5 мм, а минимальный угол нависания от 60 до 0 град., в настройках печати эту цифру можно корректировать.
Поддержки отделяются от детали. Причина может быть в том, что кончики поддержек слишком тонкие или их кол-во было недостаточно. В настройках печати можно задать необходимые параметры, что бы этого не происходило. Для устраниея этй проблемы:
- Увеличьте размер точки соприкосновения поддержки с деталью
- Увеличьте кол-во поддержек
- Если в к-л. проблемных местах отсутствуют поддержи добавьте их вручную
- Задайте корректную ориентацию 3d модели в плоскости XYZ
Отверстия, пропуски, пустоты и трещины в готовой 3D модели
Причины и способы решения:
- Ошибки при формировании слоев в gcode. Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ. Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч 3D принтера
- Истечение срока годности фотополимера для 3D печати
Дефекты на поверхности детали — пропуски, неровности, выпуклости, впадины
Основная причина это различные загрязнения на пути лазерного луча.
- Загрязнение резервуара для фотополимера. Обратите внимание на нижнюю поверхность поддона, убедитесь что она не деформирована и не запачкана жиром. При необходимости обработайте изопропиловым спиртом.
- Загрязнение направляющего зеркала для лазер. Если вы хотите его очистить делайте это максимально осторожно, любое смещение зеркала от заводских настроек приведет к некорректной работе 3D принтера и необходимости трудоёмкой калибровки.
- Перед началом печати перемешайте фотополимер и удалите твердые загрязнения.
- Истечение срока годности смолы для 3D печати
Не соответствие размеров компьютерной 3D модели и напечатанной
- Набухание 3D модели при очистке изопропиловым спиртом может незначительно изменить реальный размер, если её передержать. Рекомендуемое время выдержки напечатанной детали не более 10 мин.
- Перекос, растяжение, сужение напечатанной 3D модели из-за разюстировки оптической системы. В этом случае потребуется калибровка 3D принтера
Напечатанная 3D модель имеет низкую твердость
Причина: потеря мощность излучения из-за различных загрязнений и дефектов на пути лазерного луча
Если жидкий фотополимер имеет недостаточную температуру, во время 3D печати
Как и в случае с некоторыми филаментами для 3D печати FDM, температура окружающей среды может играть большую роль в конечном результате. Если ваша смола слишком холодная, она будет нестабильно схватываться, что приведет к пропускам и плохой адгезией к платформе 3D принтера. Для некоторых смол может потребоваться температура 25-30 градусов по Цельсию.
Для решения проблемы производите печать в помещении с соответствующей температурой или приобретите оборудование для нагрева фотополимеров 3D принтера, можно даже использовать вентилятор с подгревом.

Автор: Владислав Шлепкин
В отличие от повсеместно используемых FDM‑принтеров, печатающих расплавленной пластиковой нитью, расходным материалом для SLA/DLP/LCDмашин служит фотополимерная смола. Ее уникальные свойства обуславливают высокую надежность и качество печати, благодаря которым старейшая аддитивная технология остается актуальной для быстрого прототипирования, создания оснастки и функциональных деталей.
Фотополимерная печать, особенно на базе лазерной стереолитографии (SLA), сложнее и дороже FDM, и требует более серьезного обучения. И если для решения своих профессиональных задач вы выбрали фотополимерный 3D‑принтер, наши советы помогут вам в освоении технологии и нюансов практической работы.
Рекомендуем статью Сравнение технологий SLA, DLP и LCD: как выбрать фотополимерный 3D‑принтер
1. Подготовьте все необходимое
Заранее подготовьте все необходимое оборудование, включая УФ‑печь (камеру для дополнительной полимеризации), и следующие аксессуары:
-
средства индивидуальной защиты (перчатки, очки);
-
шпатель для извлечения напечатанного изделия;
-
ванны, изопропиловый спирт и щетка для промывки моделей;
-
воронка и фильтр для утилизации остатков смолы;
-
большой запас бумажных полотенец.
2. Позаботьтесь о средствах индивидуальной защиты
Фотополимеры токсичны, и при работе на 3D‑принтере брызги и капли смолы могут легко попасть на кожу. Используйте нитриловые перчатки и защитные очки. Надев перчатки, убедитесь, что они надежно закрывают руки, – на коже не должна оказаться ни одна капля смолы. Очки должны быть в пригодном для работы состоянии: если на них есть царапины, мешающие обзору, приобретите новую пару. Операторы принтеров, работающие с фотополимерами и изопропиловым спиртом без средств индивидуальной защиты, подвергают себя большому риску.
Хотите напечатать сложный прототип или функциональное изделие из фотополимера? Обращайтесь к нам, выполним ваш заказ за 1‑2 дня!
Заказать услугу 3D-печати
3. Обеспечьте вентиляцию
Обеспечьте достаточную вентиляцию – вам же не нужен неприятный запах или излишнее воздействие токсичных паров смолы. Открыть окно, если оно есть в помещении, недостаточно – понадобится активная вентиляция, работающая от электросети.
4. Выбирайте фотополимеры с учетом длины волны света
Светочувствительные смолы реагируют на определенные длины волн света (например, 355 или 405 нанометров), и использование другой длины волны при печати и дополнительном отверждении даст неблагоприятные результаты. Используйте смолу, которая активируется при работе лазера или иного источника света вашего 3D‑принтера.
5. Располагайте модель под наклоном
Фотополимерная печать обеспечивает лучшее качество тогда, когда плоскость создания слоев не совпадает с плоскостями объекта, то есть располагать его надо под некоторым углом. Большинство деталей печатаются под наклоном, поскольку так их легче поддерживать. При ориентации детали в других положениях потребовалось бы гораздо больше материала для поддержек, что отнимает время и расходует материал, а также затрудняет постобработку. На видео от нашего партнера, провайдера 3D‑услуг TWIZE хорошо видно, как располагается напечатанная деталь на платформе принтера.
6. Используйте «плот»
Подложка (она же «плот», она же рафт) – необходимый аксессуар при фотополимерной 3D‑печати. Дело в том, что при снятии модели почти всегда повреждаются первые несколько слоев и края. Свежие, еще не затвердевшие принты могут легко деформироваться при извлечении с платформы, если не использовать «плот».
Чтобы легко поддеть и извлечь напечатанное изделие, «плот» должен иметь клиновидный край. Иногда для этого требуется специальная настройка плота (raft) в слайсере. В других случаях она используется по умолчанию.

7. Используйте силиконовые коврики
В рабочей зоне фотополимерного 3D‑принтера вместо обычной поверхности используйте силиконовый коврик. Он плоский и имеет высокий бортик, поэтому любые «утечки» смолы останутся на нем. Такие коврики стоят совсем недорого.
8. Проверьте крепление платформы
Перед началом печати убедитесь, что платформа плотно прикреплена, в противном случае результаты следующей сессии могут вас разочаровать. Для извлечения модели необходимо снять рабочую поверхность, а для ее замены и закрепления придется выполнить много шагов.
Читайте в блоге: 9 изделий, которые выгоднее изготовить на фотополимерном 3D‑принтере
9. Выровняйте рабочую поверхность
Фотополимерные изделия будут неудачными, если они не прилипают к платформе, и наиболее распространенная причина такой ошибки – в том, что стол не выровнен. Даже если вы его выровняли, со временем он может смещаться, поэтому возьмите за привычку выравнивать уровень, особенно если при печати происходят загадочные «ляпы».
10. Обеспечьте ровную поверхность смолы
Резервуар для фотополимера всегда должен быть заполнен не менее чем на 95%, а поверхность залитой смолы должна быть абсолютно ровной, образование пузырьков или пены недопустимо. Пузырьки убираются с поверхности вручную с помощью специального инструмента сразу после наполнения резервуара. После этого фотополимер выравнивается проходом лезвия рекоутера.

11. Точно настройте время экспозиции
Перед тем как приступить к печати финальной модели, точно настройте длительность засветки. Лучше всего это сделать с помощью калибровочного отпечатка (примеры можно найти в интернете). Вы можете быстро выполнить несколько итераций с разным временем экспозиции, чтобы определить, какое время оптимально подходит для используемого фотополимера и вашей машины.
12. Не переэкспонируйте
Переэкспонирование первых слоев приводит к тому, что принт пристает к платформе слишком плотно, и это затрудняет его снятие. Производители фотополимеров обычно указывают довольно большое время экспозиции нижнего слоя, чтобы обеспечить высокое качество печати, но проблемы с извлечением модели из принтера остаются. Начните с времени засветки нижнего слоя, указанного производителем смолы, а затем настройте его на меньшее значение.
13. Печатайте полые изделия
Полые объекты весят гораздо меньше, позволяют экономить материал, более эффектны на вид (не говоря уже о задачах, предполагающих такую структуру). На этапе моделирования в объект добавляются отверстия, чтобы после печати неотвержденный фотополимер не остался внутри полых участков. Отверстия вырезаются и заполняются отдельно напечатанными заглушками. Подробно процесс создания такого изделия рассмотрен в статье Разбираем процесс SLA‑печати поэтапно.

© the3dprinterbee.com
14. Экономьте расходные материалы
Фотополимер – недешевый расходный материал, и не стоит его тратить впустую, когда есть возможность использовать остатки повторно. Возьмите шпатель и аккуратно соскоблите оставшийся материал с верхней и нижней частей платформы. Используйте воронку и фильтр, чтобы слить смолу обратно в бутылку.
15. Доотверждайте все участки модели
Модели, которые были хотя бы немного не доотверждены в УФ‑печи, будут иметь гораздо меньший предел прочности на разрыв, чем модели, прошедшие полноценную дополнительную полимеризацию. Следите за равномерностью дозасветки, меняя положение изделия в камере. Когда один цикл полимеризации завершится, переверните модель и повторите процедуру.
16. Не забывайте калибровать 3D‑принтер
Разумеется, калибровка производится перед первым использованием машины. Но бывает, что следует выполнять ее повторно – например, если вы переходите на материал другого производителя. Вообще, для компенсации износа источника света, калибровать принтер рекомендуется хотя бы раз в несколько месяцев, в зависимости от загрузки.
17. Следуйте заведенному распорядку
При манипуляциях с напечатанными моделями всегда придерживайтесь четкого порядка действий. Существует определенная последовательность шагов, от выполнения которых зависит и качество ваших изделий, и ваша безопасность. Выработайте определенный порядок действий и следуйте ему каждый раз. И только если вы решите, что что-то можно улучшить, поменяйте процедуру 3D‑печати фотополимерами.
Аддитивное производство – процесс творческий, требующий терпения и аккуратности. Пробуйте, ошибайтесь, играйтесь с настройками, испытывайте разные материалы – и рано или поздно вы получите идеальный результат.
Статья опубликована 20.02.2023 , обновлена 29.05.2023
Трехмерная печать обрела внушительную популярность благодаря широким возможностям ее применения в самых разнообразных сферах деятельности. На текущий момент самыми доступными и функциональными являются SLA и DLP принтеры, обладающими быстротой формирования заготовки, экономичностью и высокой детализацией, компания InCraft использует в своей печати преимущественно фотополимерные принтеры Anycubic и Elegoo. Несмотря на большое количество достоинств в процессе создания проблемы при печати 3d неизбежны, из-за них могут возникать дефекты на готовых отпечатках. Почему это происходит и как исключить проблемные моменты, читайте далее.
Недостаточная фиксация заготовки на поверхности
При печати заготовка должна хорошо прилипать к поверхности стола, что обеспечивает правильность формирования изделия. Если имеется небольшое отлипание, то на определенном этапе под массой происходят проблемы при 3d печати, а именно заваливание модели. Возникновением этого становится:
1. Загрязненная рабочая зона. Не секрет, что стол после каждого полного цикла требуется очищать спиртом или спиртосодержащими составами. Старайтесь проверять визуально поверхность на наличие затвердевшей смолы, которую удаляйте механически.
2. Проблемный момент при печати на 3d принтере может возникать из-за царапин или помутнения на резервуаре, в который заливается полимер. Из-за недостаточного воздействия источника света на смолу не происходит полимеризация, то есть модель не набирает нужную твердость. При подготовке к печати оценивайте емкость на механические повреждения, а также на загрязнение. Обратите внимание, что формирование детали можно сделать в неповрежденной части емкости.
Еще одной существенной проблемой при печати на 3d является однородность полимерной массы. Зачастую из-за долгого отстаивания или из-за неправильного хранения пигменты или добавки могут выделяться из общей массы смолы. Поэтому содержимое следует перемешивать и процеживать. Такой подход повысить уровень сцепления и обеспечит отсутствие сгустков красителя. Вот пример внезапного скачка напряжения при печати Джокера, фигурка печаталась на фотополимерной смоле Anycubic Basic grey
Деформация заготовки из-за недостаточности или отсутствия поддержек
Некачественную форму можно получить из-за недостаточной проработки модели или из-за неправильного установления на принтере количества поддержек, это основные проблемы при 3d печати. У модели появляются изгибы и прочие проявления деформации. Стандартно для поддержания структуры используются следующие характеристики: высота поддержки – 5 мм, угол нависания не более 60 град.
Если проблема возникла, поддержки отслаиваются, а макет деформируется, тогда нужно увеличить толщину или увеличить количество последних. Все это делается непосредственно в настройках печати: увеличивается размер точек соприкосновения, увеличивается количество. Достаточно часто в отдельных местах следует добавлять поддержку в ручную, а также задать корректную плоскость XYZ.
Вот наглядный пример написанного, печать осуществлялась на смоле Siraya Tech Smoky Black
Возникновение пропусков и трещин
Дефекты в готовой заготовке зачастую возникают из-за неправильного формирования gcode. Это говорит о том, что сам obj или stl повреждены, нарушена ориентация трехмерной плоскости. Для решения пересмотрите трехмерную модель на ПК, проверьте правильность выстраиваемых параметров. Также обратите внимание на ориентацию самой модели на принтере. Еще одной причиной некорректного воспроизведения заготовок являются дефекты ванночки или загрязнение элементов.
Неровности, пропуски на лицевой стороне
Ключевой причиной образования типичных проблем при 3d печати — неровностей или пропусков является загрязнение источника света. Наличие преграды на пути у лазерного луча корректирует температуру, из-за чего создаются выпуклости или впадины. Чтобы устранить недостаток, обязательно:
1. Обратите внимание на чистоту поддона. Последний не должен иметь видимых деформаций, иметь чистый внешний вид без жирных мест. Желательно пройтись спиртовым составом для очистки емкости.
2. Проверить на наличие грязи на зеркалах и лазере. Очистка должна проводиться с максимальной аккуратностью, так как малейшее смещение зеркал может привести к неправильной работе. Это потребует дальнейшей калибровки.
Иногда стоит заменить расходные материалы и элементы вашего принтера.
Мы рекомендуем вам эти товары
2 809 руб.

0 руб.
2 014 руб.
Некорректная твердость и изменение размеров
В процессе создания любого изделия, последнее часто изменяет размеры. Здесь важно не передерживать материал, обрабатывать спиртом после выжидания не более 10 минут. Также стоит проверить калибровку технического оснащения. Если же продукт вашего творчества имеет недостаточную твердость, нужно вновь обратиться к очистке лазера, поддона, зеркал.
Стоит отметить, что потеря жесткости часто зависит от температуры окружения. Если последняя слишком низкая, то происходит недостаточность схватывания. Это становится основой пропусков и плохого прилипания к платформе. Желательно поддерживать температурный режим на уровне 25-30 градусов Цельсия. В некоторых случаях в качестве дополнительного устройства используется вентилятор с подогревом. Вот пример печати модели, у которой не были соблюдены масштабы:
И бонусом самая распространенная ошибка всех начинающих печатников, не правильный расчет смолы, из-за ее недостаточного количества партия чибиков так и не заняла почетное место на нашей полке.
Мы перечислили все проблемы при 3d печати, учитесь на чужих ошибках, и поменьше допускайте своих, это сбережет ваши деньги и нервы!
Также стоит почитать:
-
3D-печать | Руководство для начинающих
-
Правильное использование 3D принтера: гайд для новичков
-
Что нужно знать о калибровке фотополимерного 3D-принтера