Фомин Евгений Игоревич
ООО «ХАЙДЕНХАЙН»
руководитель отдела продаж
Контактный телефон (495) 931-96-46.
e-mail: info@heidenhain.ru
http://www.heidenhain.ru
Аннотация
Рассматриваются характеристики, особенности, функциональные возможности и преимущества измерительных систем производства компании HEIDENHAIN. Представлены основные типы измерительных систем, приведено описание новейших технологий, улучшающих качество и точность измерений.
Библиографическая ссылка на статью:
Фомин Е.И. Измерительные системы компании HEIDENHAIN // Современная техника и технологии. 2011. № 1 [Электронный ресурс]. URL: https://technology.snauka.ru/2011/09/45 (дата обращения: 25.11.2022).
Введение
Высокое качество продукции компании HEIDENHAIN обеспечивается специальным производственным оборудованием и средствами измерения. Эталоны и рабочие копии для изготовления шкал производятся в так называемых чистых комнатах при сохранении особых условий стабилизации температуры и изоляции от внешних колебаний и воздействий. Оборудование, необходимое для изготовления и поверки линейных и круговых шкал, а также копирующие устройства компания HEIDENHAIN разрабатывает и изготовляет практически полностью на собственном производстве. Знания в области измерительной техники, особенно в области измерения длины и угла позволяют компании находить решения для нестандартных задач. К ним относятся сконструированные и построенные специально для лаборатории стандартизации измерительные и контрольные установки, также как и датчики угла для телескопов и приемников спутниковой связи. Опыт таких разработок используется и в серийном производстве.
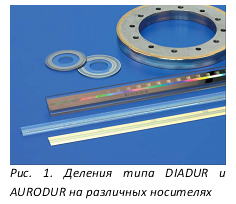
Одной из основных составляющих измерительных систем компании HEIDENHAIN являются прецизионные шкалы с делениями, преимущественно в виде последовательности штрихов. Деления наносятся специальным методом, разработанным компанией HEIDENHAIN (рис. 1) (например, DIADUR, AURODUR или METALLUR), и являются решающим фактором в конечной точности измерительных систем. Деления состоят из штрихов и зазоров, обладающих высокой точностью периода нанесения, а их профиль имеет ровные и четкие края. Они устойчивы к механическим и химическим воздействиям, а также нечувствительны к нагрузке, вибрациям и ударам, кроме того, обладают известными термическими свойствами.
Принципы измерения
Измерительные датчики HEIDENHAIN, основанные на оптическом методе считывания, имеют шкалу с равномерной текстурой – так называемые штрихи. В качестве носителей для штрихов служит стекло или сталь. В линейных датчиках больших длин в качестве носителя шкалы служит стальная лента. Высокоточные штрихи наносятся на носитель различными фотолитографическими методами. Шкалы изготавливаются, например, по следующим принципам: штрихи из хрома на носителе из стекла, вытравленные матовые штрихи на позолоченной стальной ленте, трехмерные структурные решетки на стекле или стали. Разработанные компанией HEIDENHAIN фотолитографические методы нанесения штрихов позволяют добиваться периода сигнала 40…4 мкм. Помимо очень точного периода шкала, изготовленная такими методами, имеет профиль с очень четкими и ровными краями. В сочетании с фотоэлектрическим методом считывания эти шкалы позволяют получать высококачественный выходной сигнал. Шкалы и эталоны изготавливаются на прецизионных станках.
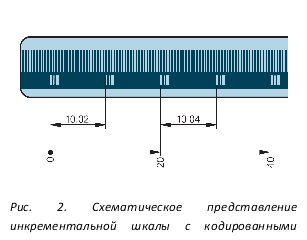
При инкрементальном методе измерения (рис. 2) шкала состоит только из одного ряда равномерных штрихов. Данные о положении получаются путем подсчета отдельных инкрементов (шагов измерения) относительно выбранной нулевой точки. Для определения положения требуется абсолютная точка отсчета, в качестве которой на шкале используется отдельный ряд штрихов, несущий референтную метку (РМ). РМ имеет такой же период сигнала, как и инкрементальный сигнал. Чтобы восстановить или установить заново нулевую точку необходимо проехать РМ. В самом невыгодном случае, чтобы пересечь РМ, придется проехать большую часть измеряемого пути. Чтобы уменьшить этот участок, многие измерительные системы компании HEIDENHAIN имеют кодированные РМ: дополнительный ряд штрихов с нанесенными РМ на различном расстоянии друг от друга. Электроника определяет абсолютное положение уже после пересечения двух РМ, то есть всего через несколько миллиметров пройденного пути.
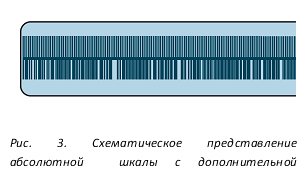
При абсолютном методе измерения (рис. 3) после включения аппаратуры сразу же становится доступным абсолютное значение положения оси в данный момент, которое может быть считано измерительной электроникой. Прохождение какого-то участка пути для определения положения в данном случае не требуется. Информация об актуальном положении считывается с закодированной специальным образом шкалы. Для генерации выходного инкрементального сигнала используется отдельная дорожка со штрихами.
Фотоэлектрический метод считывания
Работа большинства измерительных систем HEIDENHAIN основана на фотоэлектрическом способе считывания. Фотоэлектрическое считывание производится без контакта, поэтому отсутствуют изнашиваемые элементы. Этот способ позволяет распознавать штрихи шириной в несколько микрометров и генерировать выходной сигнал с очень маленьким периодом. Чем меньше период штрихов шкалы, тем большее влияние оказывает дифракция на фотоэлектрическое считывание. HEIDENHAIN использует в линейных датчиках два метода считывания:
-
отображающий метод для периодов штрихов шкалы 20…40 мкм
-
интерферентный метод для очень маленьких периодов штрихов, например, 8 мкм.
Отображающий метод считывания
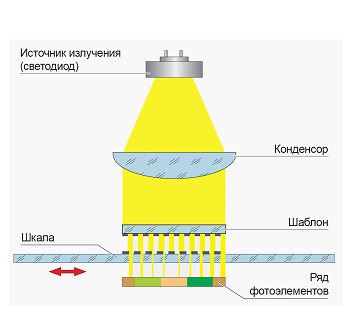
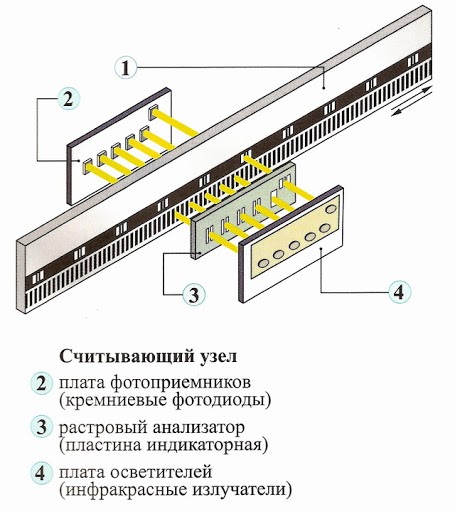
В упрощенном виде отображающий метод – это генерирование сигнала на основе значений свет/тень: две шкалы со штрихами одинакового или похожего периода (шкала и шаблон) двигаются друг относительно друга (рис. 4). Носитель штрихов шаблона делается из прозрачного материала, носитель самой шкалы тоже может быть прозрачным или иметь металлическую рефлектирующую поверхность. После прохождения параллельных лучей света через шаблон образуется определенная свето-теневая последовательность. Далее прошедшее излучение попадает на шкалу. При движении шаблона вдоль шкалы штрихи на шаблоне могут совпадать со штрихами на шкале, образуя в местах просветов на выходе ”свет”, либо штрихи накладываются на просветы и на выходе получается “тень”. Ряд фотоэлементов преобразует этот световой сигнал в электрический. Штрихи на шаблоне, структурированные специальным образом, фильтруют световой поток так, чтобы он приближался к синусоидальной форме. Чем меньше расстояние между штрихами, тем меньше и точнее должно быть расстояние между шкалой и считывающим элементом.
Интерферентный метод считывания
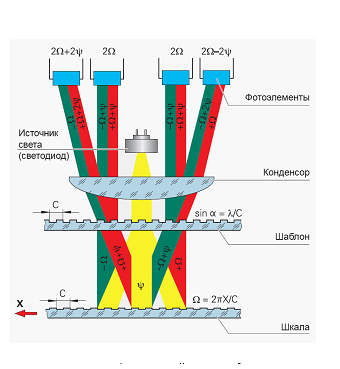
Интерферентный метод основан на дифракции и интерференции света при прохождении его сквозь прецизионные штрихи шаблона (рис. 5). Из полученного сигнала впоследствии можно вычислить пройденный путь. В качестве шкалы используется дифракционная ступенчатая решетка – на рефлектирующую поверхность наносятся рефлектирующие штрихи высотой 0,2 мкм. Перед ней находится пропускающий излучение шаблон с фазовой решеткой такого же периода, как и у шкалы. При попадании световой волны на шаблон, она разделяется на три волны 1, 0 и –1 порядков, с примерно равной интенсивностью. От шкалы с фазовой решеткой они отражаются таким образом, что наибольшая интенсивность оказывается у волн 1 и –1 порядков. Эти волны снова встречаются на шаблоне и, накладываясь друг на друга, огибают его штрихи. При этом образуются две группы волн, которые покидают шаблон под разными углами. Фотоэлементы преобразуют интенсивность волн в электрический сигнал.
Одно поле сканирования
До недавнего времени на всех оптических измерительных системах HEIDENHAIN использовался чувствительный элемент с четырьмя полями сканирования + одно дополнительное поле для считывания сигнала РМ. Каждый из четырех фотоэлементов отвечает за свой полупериод сигнала, что в конечном итоге позволяло генерировать две синусоидальные последовательности, сдвинутые друг относительно друга по фазе на 90°.
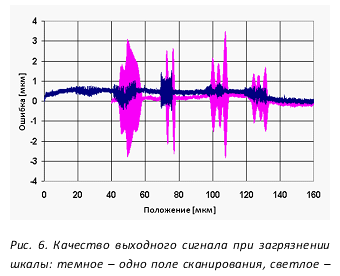
В настоящее время компанией HEIDENHAIN разработан метод считывания при помощи одного поля сканирования, который успешно применяется на новейших измерительных системах. Суть метода в использовании одного структурированного фотосенсора, на который нанесена матрица из множества фотоэлементов. За каждый участок информации отвечает группа фотоэлементов, что многократно увеличивает качество выходного сигнала. Например, при наличии загрязнений или повреждений шкалы, датчики с одним полем сканирования выдают сигнал хорошего качества даже в тех случаях, в которых датчики с четырьмя полями сканирования показывают его отсутствие (рис. 6).
Точность измерений
Точность измерения длины зависит от качества следующих параметров: точность штрихов шкалы; качество считывания; качество электроники, обрабатывающей сигнал; погрешность взаимного расположения считывающей головки и шкалы.
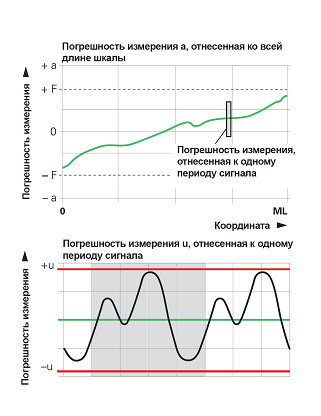
Важно понимать различия между погрешностью шкалы, отнесенной ко всей длине шкалы, и погрешностью шкалы, отнесенной к одному периоду сигнала (рис. 7).
Погрешность измерения, отнесенная ко всей длине шкалы. Например, точность датчиков линейных перемещений задается в классах, которые имеют следующее определение:
Предельные значения ± F кривой погрешности измерений для любого пути измерения (максимум 1 м) лежат в пределах класса точности ± a. Они определяются при заключительном контроле датчика и заносятся в протокол измерений.
В закрытых линейных датчиках эти величины задаются для всей измерительной системы, включая считывающую головку, и называются точностью системы. Точность круговых датчиков подразумевает точность системы на один оборот.
Погрешность измерения, отнесенная к одному периоду сигнала, определяется как величиной периода сигнала шкалы, так и качеством штрихов и качеством их считывания. В любой точке измерения по всей длине шкалы она не превышает ±1…2%. Погрешность измерения уменьшается с уменьшением периода сигнала шкалы.
Измерение линейного перемещения
Датчики линейных перемещений определяют положение линейной оси без дополнительных механических передаточных элементов. Если определение положения производится при помощи датчика линейного перемещения, то контур регулирования охватывает механику приводов. Таким образом, датчиком линейного перемещения определяется ошибка передачи механики оси и компенсируется в управляющей электронике. Данный способ помогает исключить целый ряд источников погрешностей: ошибка позиционирования, вызванная нагревом шарико-винтовой пары (ШВП), ошибка, вызванная наличием зазоров в ШВП и кинематическая ошибка, вызванная позиционной ошибкой ШВП. Для станков с высокими требованиями к точности позиционирования и к скорости обработки использование линейных датчиков является необходимым.
Для определения величин линейных перемещений компания HEIDENHAIN производит датчики закрытого, открытого типа и измерительные щупы. Датчики открытого типа применяются в условиях, где нет смазывающих охлаждающих жидкостей, пыли и стружки. Измерительные щупы применяются в тех случаях, где есть высокие требования к точности при малых длинах перемещения.
Датчики закрытого типа применяются в основном в металлообработке, так как они защищены от попадания внутрь влаги и пыли. Они предназначены для применения на станках и установках с регулируемыми линейными осями, например, фрезерных, токарных и шлифовальных станках, обрабатывающих центрах и горизонтально-расточных станках.
Датчики линейного перемещения закрытого типа
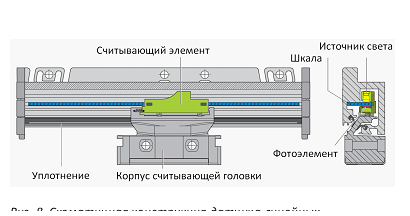
В качестве линейных датчиков для станков с ЧПУ используются закрытые датчики, шкала и считывающий элемент которых защищены алюминиевым корпусом от пыли, стружки и воды (рис. 8). Уплотнение защищает корпус снизу. Считывающий элемент передвигается вдоль шкалы без контакта с ней. Подвеска соединяет считывающий элемент с корпусом считывающей головки, компенсируя таким образом непараллельность между шкалой и суппортом станка.
Датчики линейных перемещений с мелкопрофильным корпусом шкалы предназначены для использования при ограниченном монтажном пространстве. Относительно большие длины измерения и устойчивость к ускорению достигаются использованием монтажной шины или крепежных элементов.
Датчики линейных перемещений с крупнопрофильным корпусом шкалы отличаются особо прочным исполнением, устойчивостью к вибрациям и большими длинами измерения. Специальное крепление считывающей головки с элементом сканирования позволяет устанавливать данные датчики в вертикальном и горизонтальном положениях при неизменной степени защиты.
Отличительными особенностями датчиков линейных перемещений закрытого типа являются простой и быстрый монтаж, устойчивость к нагрузкам и ускорениям, защита от загрязнения, возможность изготовления датчиков с длинами измерения до 40 м.
Датчики линейных перемещений открытого типа
Открытые датчики линейных перемещений HEIDENHAIN работают без механического контакта между считывающей головкой и измерительной шкалой. Типичными областями применения этих устройств являются измерительные установки, компараторы и другие прецизионные устройства, такие как производственное и измерительное оборудование, например, в полупроводниковой индустрии.

Измерительные инкрементальные щупы
Щупы компании HEIDENHAIN имеют выдвижной измерительный стержень. Они применяются для контроля средств измерения, в производственной и измерительной технике, а также в качестве датчиков пути. Отличительной особенностью измерительных щупов являются высокая точность системы до ±0,1мкм и шаг измерения до 0,005 мкм (5нм) при небольших длинах перемещений (до 100 мм).
Измерение углового перемещения
В компании HEIDENHAIN существует негласное разделение всех круговых измерительных систем на два основных типа: датчики вращения и датчики угла (рис. 9). Датчики угла компании HEIDENHAIN имеют более высокую точность: до десятых долей угловых секунд. Шаг измерения подобных измерительных систем достигает тысячных долей угловых секунд для инкрементальных датчиков и 29 бит или около 536 млн. позиций на оборот для абсолютных датчиков. Областью применения этих устройств являются поворотные столы и поворотные головки на станках, делительные головки, прецизионные платформы для измерения угла, прецизионные установки измерения угла, антенны и телескопы.
Датчики вращения HEIDENHAIN служат для измерения скорости вращения, а при его монтаже на ходовом винте или шарико-винтовой паре – для измерения линейных перемещений. Они применяются в электродвигателях, станках, прессах, деревообрабатывающих и текстильных станках, роботах и манипуляторах, измерительном и контрольном оборудовании.
 Измерительные щупы для обмера детали и инструмента
Измерительные щупы для обмера детали и инструмента
Для выполнения измерений, юстировки и контроля геометрических параметров прямо на станке применяются оптические измерительные щупы HEIDENHAIN типа TS для обмера заготовки (рис. 10) и TT для контроля инструмента. Измерительный стержень щупа отклоняется в сторону при касании поверхности заготовки или инструмента. При этом щуп генерирует коммутационный сигнал, который в зависимости от типа прибора передается через кабель или инфракрасный передатчик в систему ЧПУ. Система управления в этот момент сохраняет фактическое положение оси измерительного прибора и обрабатывает его впоследствии. Коммутационный сигнал выдается оптическим сенсором, работающим без износа, и отличается большой надежностью. Благодаря прочной конструкции и высокой степени защиты измерительные щупы устанавливаются в рабочей зоне станка, что позволяет экономить время наладки.
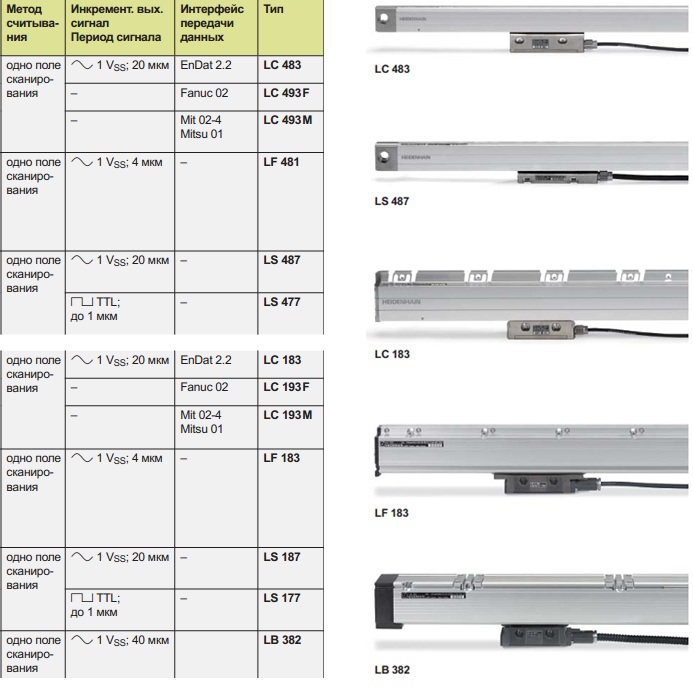
Интерфейсы передачи данных
Измерительные системы HEIDENHAIN обладают несколькими типами выходных сигналов. Выделим три основных интерфейса, которые находят наибольшее применение в промышленности.
Инкрементальный сигнал 1 Vss. Измерительные системы компании HEIDENHAIN с интерфейсом 1 Vss выдают сигнал по напряжению, который может быть интерполирован с высокой степенью. Синусоидальные инкрементальные сигналы А и В имеют сдвиг фаз друг относительно друга 90° и стандартную амплитуду 1 В. Представленная последовательность выходных сигналов (сигнал В запаздывает по отношению к сигналу А) позволяет определять направление движения.
Инкрементальный сигнал TTL. Измерительные датчики компании HEIDENHAIN с TTL-интерфейсом содержат электронику, которая оцифровывает синусоидальный сигнал с интерполяцией или без нее. Инкрементальные сигналы представляют собой прямоугольные сигналы Ua1 и Ua2 со сдвигом фаз 90°. Сигнал РМ состоит из одного или более импульсов Ua0, которые сопряжены с инкрементальными сигналами. Встроенная электроника дополнительно генерирует его инверсный сигнал для передачи данных, защищенных от помех. Представленная последовательность выходных сигналов (Ua2 запаздывает относительно Ua1) позволяет определять направление движения. Сигнал ошибки сигнализирует о неисправностях, таких как обрыв питающего кабеля, выход из строя источника света и т.д. В условиях автоматизированного производства эта функция может быть использована для выключения станка.
Интерфейс передачи данных EnDat. EnDat – это цифровой двунаправленный интерфейс для измерительных датчиков, разработанный компанией HEIDENHAIN. При помощи данного интерфейса возможна как передача значений координат от абсолютных EnDat 2.2 и инкрементальных датчиков, так и передача других данных, содержащихся в датчиках – их актуализация, изменение и сохранение. Интерфейс является последовательным, поэтому четырех линий связи достаточно для передачи данных. Данные передаются синхронно с тактовой частотой CLOCK, задаваемой управляющей электроникой. Тип передаваемых данных (значения координат, параметры, результаты диагностики и т.д.) определяется командами, которые посылаются управляющей электроникой на измерительный прибор.
Заключение
Компания HEIDENHAIN является признанным мировым лидером в разработке и изготовлении датчиков линейных и угловых перемещений, датчиков вращения, устройств цифровой индикации, систем ЧПУ, электродвигателей, приводов подач и аксессуаров. Спектр производимого оборудования позволяет компании осуществлять поставки полных комплектов для оснащения как новых металлообрабатывающих станков, так и для модернизации устаревших. Например, при изготовлении высокоскоростных обрабатывающих центров для отслеживания перемещений линейных осей используются как инкрементальные датчики типов LS 100 / LS 400, так и абсолютные типов LC 100/LC 400. Данные датчики линейных перемещений обеспечивают высокую точность измерений (до 3 мкм/метр) при высоких скоростях перемещения до 180 м/мин. Для модернизации универсальных станков используются более простые датчики линейных перемещений, например, типов LS 300/LS 600. Они обладают более низкой стоимостью при неизменном качестве HEIDENHAIN, обеспечивая точность в 10 мкм/метр. Обладая уникальными технологиями, компания HEIDENHAIN способна изготавливать датчики линейных перемещений с длиной измерения до 40 м.
При изготовлении поворотных и наклонных столов, спектрометров, телескопов и т.д. используются датчики угловых перемещений типов RCN, ROD и RON, способные обеспечить необходимую точность < 1 угловой секунды.
Измерительные щупы с беспроводной передачей данных по инфракрасному каналу рекомендуется использовать на станках с автоматическим сменщиком инструмента. Если смена инструмента производится вручную, то существуют исполнения с соединительным кабелем. Использование измерительных щупов многократно снижает время наладки и увеличивает производительность.
Таким образом, использование измерительных систем HEIDENHAIN способно не только увеличить производительность оборудования и снизить издержки, но в некоторых случаях является обязательным в условиях конкурентной борьбы на рынке. Широкая номенклатура изделий HEIDENHAIN позволяет подобрать решение практически для любой задачи, где важны такие параметры, как точность, качество и надежность.
Все статьи автора «Фомин Евгений Игоревич»
Расчет датчика линейного перемещения
При определении разрядности кода положения рабочего органа необходимо знать цену дискреты .
Цена дискреты — это точность позиционирования инструмента относительно детали. Обычно она выбирается в диапазоне мм.
Разрешающая способность датчика положения — это количество импульсов на выходе датчика на один шаг измерительной системы. Для соответствия линейному перемещению на шаг винта следует, что для измерения линейного перемещения требуется датчик с разрешающей способностью [1]:

имп/об. (2.8)
Необходимая емкость счетчика пути по координате зависит от длины винта и рассчитывается по соотношению:

дискрет. (2.9)


Для представления кода положения его разрядность определяется с помощью выражения:

разрядов. (2.10)
Зная диапазон регулирования скорости , можно определить число импульсов/оборот, которое должен иметь датчик, чтобы на минимальной скорости за период дискретности на его выходе был минимум 1 импульс:

(2.11)
где В — максимальная скорость вращения винта, с-1, период дискретности, диапазон регулирования скорости;

(2.12)
где — шаг винта,м/c максимальная скорость резания.

(с). (2.13)


где величина скоростной ошибки, допускаемым ускорением.

При необходимо применить датчик с разрешающей способностью:

имп/об. (2.14)
Выбор датчика линейного перемещения
Для определения длинны пройденной суппортом при поперечном перемещении используется датчик который снимается значение с шарикового винта через пару зубчатых колес. Точность отсчета ДL зависит от пройденного пути L и вычисляется при снимании с шарикового винта по формуле:
ДL=±(0,03+0,00003 L) мм.
Датчики соединены электрически через коннекторы с индикационными установками. На них непосредственно производится отсчет пройденного пути. Эта система не удовлетворяет требованиям точности. Поэтому в процессе модернизации необходимо поставить современные линейные датчики одной из ведущих фирм. Линейные датчики фирмы HEIDENHAIN удовлетворяют требованиям системы по точности и качеству измерений. Они применяются на станках и установках с регулируемыми линейными осями, таких как, фрезерные, токарные и шлифовальные и горизонтально-расточные станки. Хорошие динамические свойства датчиков линейных перемещений, их высокие скорости перемещения и ускорения позволяют применять их на осях с высокой динамикой.
Преимущества датчиков линейных перемещений. Датчики линейных перемещений определяют положение линейной оси без дополнительных механических передаточных элементов. Если определение положения производится при помощи датчика линейного перемещения, то контур регулирования охватывает механику приводов. Таким образом, датчиком линейного перемещения определяется ошибка передачи механики оси и компенсируется в управляющей электронике. Данный способ помогает исключить целый ряд источников погрешностей:
1 Ошибка позиционирования, вызванная нагревом шарико-винтовой пары.
2 Ошибка, вызванная наличием зазоров в ШВП
3 Кинематическая ошибка, вызванная позиционной ошибкой ШВП
Для станков с высокими требованиями к точности позиционирования и к скорости обработки использование линейных датчиков является необходимым.
Термические свойства
Термические свойства линейного датчика должны соответствовать свойствам заготовки или свойствам измеряемого объекта. При изменениях температуры датчик должен определенным образом растягиваться или сжиматься, причем эти изменения должны быть воспроизводимы. Датчики линейных перемещений фирмы HEIDENHAIN рассчитаны на это.
Носители шкалы у линейных датчиков HEIDENHAIN имеют определенные термические коэффициенты расширения по длине. В зависимости от термических параметров для каждого задания может быть подобран подходящий датчик линейных перемещений.
Линейные датчики HEIDENHAIN отличаются хорошей жесткостью в направлении измерения — одно из главных условий высокой точности станка. Также небольшая масса подвижных частей датчика обеспечивает его хорошие динамические свойства.
Линейные перемещения станка достигают значительных величин — около 10000 км за несколько лет. Поэтому применение прочных датчиков с долговременной стабильностью особенно важно, т.к. повышается коэффициент использования станка. Благодаря особой конструкции и качественным деталям линейные датчики фирмы HEIDENHAIN работают безупречно даже после продолжительной эксплуатации. Отсутствие контакта между шкалой и считывающим элементом при фотоэлектрическом методе считывания гарантирует высокую продолжительность жизни датчика. Кожух, специальный метод считывания и, при необходимости, возможность подключения сжатого воздуха делают датчик хорошо защищенным от загрязнения. Экранирование помогает защитить сигнал от помех. Внешний вид измерительной линейки HEIDENHAIN LC183 представлен на рисунке 2.3.

Рисунок 2.3 — Внешний вид измерительной линейки HEIDENHAIN LC183
Измерительные датчики HEIDENHAIN, основанные на оптическом методе считывания, имеют шкалу с равномерной текстурой — так называемые штрихи рисунок 2.4. В качестве носителей для штрихов служит стекло или сталь. В линейных датчиках больших длин в качестве носителя шкалы служит стальная лента. Высокоточные штрихи наносятся на носитель различными фотолитографическими методами. Шкалы изготовляются, например, из следующих материалов:
1 Штрихи из хрома на носителе из стекла.
2 Вытравленные матовые штрихи на позолоченной стальной ленте.
3 Трехмерные структурные решетки на стекле или стали.

Рисунок 2.4 — Штриховка на шкале измерительного датчика
Разработанные фирмой HEIDENHAIN фотолитографические методы нанесения штрихов позволяют достичь периода сигнала от 40 мкм до 4 мкм. Помимо очень точного периода шкала, изготовленная такими методами, имеет профиль с очень четкими и ровными краями. В сочетании с фотоэлектрическим методом считывания эти шкалы позволяют получать высококачественный выходной сигнал. Фирма HEIDENHAIN изготавливает эталоны на высокопрецизионных станках на собственном производстве.
При модернизации используются датчики с инкрементным методом измерения. При инкрементальном методе измерения шкала состоит только из ряда равномерных штрихов. Данные о положении получаются путем подсчета отдельных инкрементов относительно выбранной нулевой точки. Для определения положения используется абсолютная точка отсчета, в качестве которой на шкале используется отдельный ряд штрихов (рисунок 2.5).

Рисунок 2.5 — Шкала линейного датчика с инкрементным измерением
В данном проекте произведена замена старого датчика линейного положения на современный датчик фирмы HEIDENHAIN LC183. Характеристики датчика приведены ниже в таблице 2.3
Таблица 2.3 — Характеристика датчика линейного перемещения HEIDENHAIN LC183
|
Наименование параметров |
Значения |
|
Шкала |
Шкала типа ДИАДУР на носителе из стекла с кодированной и инкрементальной дорожками |
|
Длина измерения |
4040mm |
|
Инкременты сигнала |
~ 1Vss |
|
Период шкалы |
20 мкм |
|
Частота среза |
?150 кГц |
|
Напряжение питания |
от 3,6 до 5,25 В/< 300 мA |
|
Скорость перемещения |
?180 м/мин |
|
Сила подачи |
?4 Н |
|
Класс точности |
±5 |
|
Рекомендуемый шаг измерения |
10 до 0,1 |
|
Масса |
3,7 кг/м |
|
Отсчетная метка |
C кодированным расстоянием |
Прецизионные шкалы, выполненные методом ДИАДУР, изготовляются путем нанесения очень тонкого слоя хрома на носитель, в большинстве случаев — это стекло или стеклокерамика, причем точность делений гарантирует минимум микрометр и лучше.
Закрытые датчики

Датчики линейных перемещений для станков с ЧПУ
Датчики линейных перемещений фирмы HEIDENHAIN имеют универсальное исполнение. Они предназначены для применения на станках и установках с регулируемыми линейными осями, таких как, например, фрезерных, токарных и шлифовальных станках, обрабатывающих центрах и горизонтально-расточных станках. Хорошие динамические свойс тва датчиков линейных перемещений, их высокие скорости перемещения и ускорения позволяют применять их как на осях с высокой динамикой, так и непосредственно на моторах. Исходя из этого HEIDENHAIN разрабатывает датчики линейных перемещений для применения в следующих областях:
• для станков без ЧПУ • для гибочных — и прессмашин • для технологического и автоматического оборудования
Преимущества датчиков линейных перемещений
Датчики линейных перемещений определяют положение линейной оси без дополнительных механических передаточных элементов. Если определение положения производится при помощи датчика линейного перемещения, то контур регулирования охватывает механику приводов. Таким образом, датчиком линейного перемещения определяется ошибка передачи механики оси и компенсируется в управляющей электронике. Данный способ помогает исключить целый ряд источников погрешностей:
• ошибка позиционирования, вызванная нагревом шарико-винтовой пары (далее ШВП) • ошибка, вызванная наличием зазоров в ШВП • кинематическая ошибка, вызванная позиционной ошибкой ШВП
Для станков с высокими требованиями к точности позиционирования и к скорости обработки использование линейных датчиков является необходимым.
Механическая конструкция
Говоря о линейных датчиках для станков с ЧПУ, подразумеваются закрытые датчики, шкала и считывающий элемент которых защищены алюминиевым корпусом от пыли, стружки или воды. Уплотнение защищает корпус снизу.
Считывающий элемент передвигается вдоль шкалы без контакта с ней. Подвеска соединяет считывающий элемент с корпусом считывающей головки, компенсируя, таким образом, несоостность между шкалой и суппортом станка.
Допускаются поперечные зазоры и зазоры по высоте между считывающей головкой и шкалой от ± 0,2 до ± 0,3 мм, в зависимости от типа датчика.
Термические свойства
Все более высокая скорость обработки заготовок в полностью закрытых станках приводит к повышению температуры в рабочем пространстве станка. Вследствие чего термическим свойствам датчиков, влияющим на точность станка, придается все большее значение.
В идеальном случае термические свойства линейного датчика должны соответс твовать свойствам заготовки или свойствам измеряемого объекта. При изменениях температуры датчик должен определенным образом растягиваться или сжиматься, причем эти изменения должны быть воспроизводимы . Датчики линейных перемещений фирмы HEIDENHAIN рассчитаны на это.
Носители шкалы у линейных датчиков HEIDENHAIN имеют определенные термические коэффициенты расширения по длине . В зависимости от термических параметров для каждого задания может быть подобран подходящий датчик линейных перемещений.
Динамические свойства
Для повышения эффективности и производительности станков требуется все более высокие скорости подачи и ускорения. Конечно, при этом не должна страдать точность станков. Чтобы обеспечить одновременно быструю и надежную передачу движения подачи, выдвигаются высокие требования не только к жесткости конструкции станка, но и к линейным датчикам.
Линейные датчики HEIDENHAIN отличаются хорошей жесткостью в направлении измерения – одно из главных условий высокой точности станка. Также небольшая масса подвижных частей датчика обеспечивает его хорошие динамические свойства.
Доступность
Линейные перемещения посей станка достигают значительных величин – около 10 000 км за три года. Поэтому применение прочных датчиков с долговременной стабильностью особенно важно, т.к. повышается коэффициент использования станка.
Благодаря особой конструкции и качественным деталям линейные датчики фирмы HEIDENHAIN работают безупречно даже после продолжительной эксплуатации. Отсутствие контакта между шкалой и считывающим элементом при фотоэлектрическом методе считывания гарантирует высокую продолжительность жизни датчика. Кожух, специальный метод считывания и, при необходимости , возможность подключения сжатого воздуха делают датчик хорошо защищенным от загрязнения. Экранирование помогает защитить сигнал от помех.
Датчики линейных перемещений с мелкопрофильным корпусом шкалы
Датчики линейных перемещений с мелкопрофильным корпусом шкалы предназначены для использования при ограниченном монтажном пространстве.
Относительно большие длины измерения и устойчивость к ускорению достигаются использованием монтажной шины или крепежных элементов.
Датчики линейных перемещений с крупнопрофильным корпусом шкалы
Датчики линейных перемещений с крупнопрофильным корпусом шкалы отличаются особо прочным исполнением, устойчивостью к вибрациям и большими длинами измерения. Специальное крепление считывающей головки с элементом сканирования позволяет устанавливать данные датчики в вертикальном и горизонтальном положениях при неизменной степени защиты.
Компания ЗАО «Финвал Энерго осуществляет поставку закрытых датчиков HEIDENHAIN, таких серий, как:
С крупнопрофильным корпусом шкалы LC 100, LS 100, LF 100, LS 600, LB 300
С мелкопрофильным корпусом шкалы LC 400, LS 400, LF 400, LS 300
Звоните нам по телефону или отправляйте заявки на необходимые датчики HEIDENHAIN с помощью следующей формы:
Отправьте заявку прямо сейчас
Почему компании заказывают у нас запасные части и оборудование?
1. Надёжный поставщик
30 лет на рынке запасных частей. Богатый опыт работы с несколькими тысячами производственных предприятий России
2. Индивидуальный подход к каждому клиенту
Лучшие условия для наших клиентов
3. Комплексные поставки
Работая с нами, Вы выбираете работу с командой профессионалов, предлагающей комплексные решения по поставке запасных частей. Поставки от небольших расходников до полностью отработанных квартальных потребностей предприятия
4. Большой склад
Тысячи наиболее запрашиваемых запасных частей в наличии на складе в Москве и в Германии
5. Поставка под заказ
Поставки запасных частей и комплектующих для оборудования напрямую от заводов-изготовителей
Источник
Датчик линейного перемещения: назначение и виды
Содержание
Датчик линейных перемещений — это устройство, предназначенное для определения изменения местоположения объекта по одной координате, а также расстояния до объекта. При этом объект может находиться в твердой, жидкой или сыпучей форме.
Назначение
Такие датчики преобразуют данные о перемещении объекта в выходной сигнал. Являются одним из важных измерительных элементов систем управления и контроля. Они широко применяются в различных областях, поэтому выделяют несколько разновидностей, отличающихся по принципу действия, точности, цене.
- показывают положение объекта управления (ОУ) или рабочего органа оборудования;
- отслеживают линейные перемещения ОУ или рабочего органа;
- фиксируют окончание этапа в системах цикловой автоматики;
- определяют размеры ОУ (например, заготовок);
- измеряют уровень жидкости;
- характеризуют состояние оборудования в части его загрузки.
Как выбрать датчик линейного перемещения?
Для выбора прибора требуется определить следующие параметры: необходимый диапазон измерений, разрешение и повторяемость. Также необходимо определить, какой должна быть его форма в зависимости от типа сборки.
Важно также знать, будет ли датчик использоваться в специальных условиях: во влажной, запыленной среде, взрывоопасных зонах и т.д.
Типы датчиков линейного перемещения
- индуктивные;
- потенциометрические;
- магнитострикционные.
Потенциометрический датчик линейного перемещения
Датчик данного типа в своей основе имеет электрический контур, содержащий потенциометр (переменный резистор). при перемещении объекта его сопротивление изменяется.
В таких датчиках используется простая технология, поэтому как правило они обладают небольшой стоимостью. При этом их точность довольно большая. Однако, они часто чувствительны к износу, вибрациям, посторонним предметам и экстремальным температурам.
Индуктивный датчик линейного перемещения
Имеет переменный резистор, содержащийся в электрическом контуре. при перемещении объекта его сопротивление изменяется.
Индуктивные датчики линейного перемещения являются более высокоточными и широко используются во многих отраслях промышленности.
Их главными преимуществами является низкая стоимость и почти неограниченный срок службы.
Магнитострикционный датчик линейного перемещения
Имеет генератор магнитного поля и считывающую головку, встроенную в датчик. Их взаимодействие позволяет определять положение объекта.
Такие приборы являются высокоточными, их разрешение доходит до 1 мкм при уровне защиты до IP67. В следствии своих высоких технических характеристик, магнитострикционные датчики являются одними из самых дорогих
Область применения
Датчики линейного перемещения нашли применения в различных отраслях промышленности. К ним относится, например: охранная сфера, промышленно-производственные системы автоматического управления, автоматические линии, счетные операции, машиностроение на разнообразных обрабатывающих центрах и станках.
Источник
Виды и где применяются датчики линейного перемещения, как сделать своими руками
Контроллеры – устройства, позволяющие сделать жизнь людей проще. Есть контроллеры света, датчики звука, а есть регистраторы перемещения. Последние определяют величину изменения координат чего-либо. Разумеется, они применяются во всех сферах человеческой жизни. Далее будет рассмотрен датчик для контроля линейного перемещения объектов: его разновидности, характеристики, а также применение устройства.
Описание и назначение прибора
В общем виде подобные контроллеры состоят из элементарного электронного устройства (конденсатора, катушки, резистора, их комбинаций с дополнениями), механического объекта, изменяющего параметры этих устройств (феррита или пластины диэлектрика), а также АЦП для обработки сигнала аналогового формата и передачи его на управляющий элемент (микроконтроллер, например).

Виды и принцип действия
Контроллеры движения различаются по физическим явлениям, которые лежат в их основе, и, соответственно, по способу функционирования.
Емкостные
Работа таких регистраторов основана на варьировании емкости конденсатора.
Из школьного курса физики известно, что емкость проще изменить, уменьшая или увеличивая расстояние между его обкладками, либо внесением диэлектрика между его пластинами.
Исходя из этого получается, что емкостные контроллеры бывают двух видов (в зависимости от способа изменения емкости накопителя).
В первом случае чем ближе измеряемая цель, движение которого фиксирует датчик, тем меньше зазор между обкладками, тем больше его емкость. И наоборот.
При использовании емкостного контроллера второй конфигурации движение фиксируется при помощи пластины, связанной с измеряемой целью. Чем цель ближе, тем больше пластина проникает между пластинами.
Фиксировать величину емкости можно разными способами. Например, измерять комплексное сопротивление конденсатора.

Оптические
Эффектов из раздела оптики, на которых можно построить датчик движения, много. Самый популярный и чаще используемый – эффект оптической триангуляции. Контроллеры на его основе определяют расстояние от движущейся цели с помощью фиксации рассеянного о поверхность перемещающегося объекта излучения и определения угла отражения с помощью фотодетектора.
Такие контроллеры производят измерение расстояния, никак не контактируя с выбранной целью. Они высокоточные и быстро реагируют на изменение измеряемых параметров.
Другой вид оптических контроллеров основан на учете вибрации и малых перемещений. Такие регистраторы состоят из трубы, двух решеток внутри – одна зафиксирована на месте, а вторая подвижная и может быть связана с движущимся объектом – и фотодетектора.
При появлении движения со стороны цели подвижная решетка изменяет свое положение, что влияет на интенсивность света, поступающего через обе решетки на фотодетектор.
Если такие датчики научить распознавать поляризацию света, то можно на их основе создавать селекционные контроллеры, которые будут реагировать только на объекты, хорошо отражающие свет.

Индуктивные
Принцип функционирования индуктивных контроллеров в одном из исполнений похож на принцип работы емкостных контроллеров, где емкость изменялась за счет внесения в конденсатор диэлектрика.
Правда, в индуктивные приборы вносится не диэлектрик, а сердечник в трансформатор. Сердечник связан с движущейся целью. Чем он больше проникает между обмотками, тем больше амплитуда, например, напряжения во вторичном проводе.
По размерности сигнала во вторичном проводе можно иметь представление о положении интересующей цели.
Такие регистры имеют и другую конфигурацию. Они могут состоять из ферромагнетика и измерителя индуктивности. Ферромагнетик связан с движущейся целью. По близости ферромагнетика к измерителю можно судить о положении объекта.
Индуктивные контроллеры во втором исполнении можно применять только для контроля небольших перемещений.

Вихретоковые
Такие контроллеры в своем составе имеют генератор магнитного поля и его регистратор. Регистратор определяет индукцию создаваемого поля. Движущаяся цель создает побочное магнитное поле с помощью вихревых токов. Оно пересекается с исходным полем, создаваемым генератором.
От пересечения магнитных линий изменяется индукция поля. Изменение индукции фиксирует регистратор. По нему можно судить о положении цели.

Ультразвуковые
Они представляют собой радары. Принцип их действия простой: источник контроллера излучает ультразвуковую волну, она сталкивается с движущейся целью, отражается от него, а приемник контроллера ее фиксирует. По различию параметров отраженной и принимаемой волны делают выводы о положении движущегося объекта.

Магниторезистивные
Такой контроллер в своем составе имеет постоянный и пластины, параметры которых зависят от величины магнитного поля вокруг, включенные по схеме, называемой “мостом”. Последние изменяют свое сопротивление в зависимости от индукции вокруг них.
Брусок из ферромагнетика, связанный с движущимся объектом, в зависимости от положения последнего, перемещается в поле, изменяет его индукцию, пластины меняют импеданс, и схема регистрирует фактически изменение этого сопротивления. По величине этого рассогласования судят о положении нужной цели.

Потенциометрические
Эти датчики – одни из самых простых контроллеров движения. Все, что они имеют в своем составе, это источник сигнала и потенциометр, регулятор которого связан с движущейся целью.
В зависимости от положения ручки меняется разность потенциалов на переменном резисторе.
По величине этого напряжения можно судить о положении цели.

Магнитострикционные
Эффект магнитострикции состоит в изменение объема и габаритов какого-либо тела при изменении его намагниченности. Регистры на основе этого эффекта состоят из волновода (трубки), по которому перемещается магнит в форме кольца. Внутри трубки находится провод с подключенными к нему генератором и регистром импульсов. Поле, создаваемое проводником, складывается с полем, создаваемым магнитом.
Суммированное поле вращает трубку, что позволяет волноводу создавать импульсы вращения, попадающие на регистратор. По задержке между отправлением электроимпульса и приходом импульса от волновода можно определить расстояние до кольца, а положение магнита дает представление о положении перемещающейся цели.
На основе эффекта Холла
Контроллеры, принцип функционирования которых объясняется действием этого эффекта, похожи на магниторезистивные.
Эффект Холла состоит в изменении напряжения проводника при прохождении через него электрического тока.

Области применения
Любой регистратор движения представляет собой индикатор с аналогово-цифровым преобразователем. Аналоговый сигнал – изменение напряжения, емкости конденсатора, амплитуды во вторичной обмотке и других параметров. Цифровой сигнал – то, что управляет подключенной к датчику системой.
Каким-то системам достаточно лишь двух сигналов с датчика – нуля и единицы. К ним относятся системы сигнализации (извещатели), в которых ноль – дверь закрыта, единица – дверь открыта; системы управления светом (ноль – никого нет в помещении, свет выключен, единица – в помещении есть движение, свет включен).
Хотя есть системы, в которых важна точность измерений подобных датчиков. Например, станки с числовым программным управлением, которые на основе данных с датчика движения могут регулировать положение в пространстве работающего механизма (иглы или сверла).

Обзор производителей
На рынке представлено большое количество производителей датчиков линейного движения, среди которых:
Эти компании выпускают продукцию различного качества, разного функционала и разной ценовой категории.
Важно! Стоимость всех далее приведенных устройств, которые производятся не в России, зависит от курса рубля.
ЭЛТЕХ
ЭЛТЕХ – компания из Санкт-Петербурга, которая является крупнейшим производителем подобных контроллеров в стране. Они выпускают датчики емкостного, индуктивного и магниторезистивного типа.

Longfellow-2 и DuraStar
Longfellow-2 и DuraStar – датчики линейного движения, относящиеся к типу потенциометрических. Они способны улавливать изменения движения в пределах до 6,1 см с точностью 0,5%.
Чем дороже стоят модели, тем больший диапазон измерений они поддерживают.

DEPP EP15-series
Модель датчика китайской компании DEPP, относящегося к типу устройств, в основе которых лежит изменение магнитной индукции поля. Они применяются в станках и системах автоконтроля.
HENGXIA K100-series
Модель оптического датчика, которая может фиксировать размеры в диапазоне 0,5 – 72 см.
Roundss Rlc50d
По сути, этот датчик – электронная рулетка, которая с высокой точностью определяет необходимые расстояния.

Как изготовить своими руками
Проще всего создать потенциометрический датчик и подключить к нему какой-либо микропроцессор.
Для создания потенциометрического датчика нужно взять блок питания и потенциометр, регулировочную ручку которого следует подключить к перемещаемому объекту. К потенциометру нужно подключить один из выводов микроконтроллера в режиме АЦП (обязательно через ограничительный резистор, чтобы вход не сгорел), а к другому выводу следует подключить систему, управление которой осуществляется (аналогично через резистор).
Не так сложно изготовить индуктивный датчик. Для этого понадобится тот же микроконтроллер с входом в режиме АЦП, две обмотки для будущего трансформатора и регулируемый сердечник. Подвижную часть сердечника нужно подключить к движущемуся объекту, АЦП – ко вторичной обмотке, первичную обмотку соединить с источником питания, к другому выводу микроконтроллера следует подключить управляемую систему. Нельзя забывать об ограничительных резисторах.

По аналогии можно собрать емкостной датчик с введением диэлектрика. Вместо обмоток трансформатора подключаются обкладки конденсатора, вместо ферромагнетика сердечника – любой диэлектрик.
Можно собрать и лазерный датчик линейного перемещения. Как раз такой применяется в станках с ЧПУ. Проблем с приобретением самого излучателя нет. Они могут возникнуть на этапе обработки сигнала с лазерного излучателя. Делать это проще всего с помощью микроконтроллера (например, SMT или AVR), но для отладки обработки этого сигнала потребуется потратить много времени, если нет большого опыта в проектировании таких устройств.
Технические устройства с более сложной конструкцией, конечно, тоже можно самостоятельно собрать. Тем более, что их схемы доступны в интернете, вопрос только в подборе номиналов элементов. Хотя лучше приобрести готовые изделия, потому что они заранее проверены и настроены инженерами компании-изготовителя.
Правила эксплуатации
Первое, что нужно уяснить при эксплуатации подобных датчиков –, они не любят резких воздействий со стороны, к которым относятся удары, вибрация, падения и т.д. Дорогие датчики линейного перемещения – высокочувствительные устройства и в них устанавливаются элементы, не переносящие деформации. Удар или деформация может повредить контакт регистратора, и тогда датчик будет показывать неточный результат (или не будет его выводить вообще).
Например, подвижная сетка оптического датчика крайне чувствительна к внешним воздействиям, как и регистраторы в магнитострикционных и магниторезистивных типах моделей.
Также не следует пытаться дорабатывать датчики самостоятельно, если нет никакого опыта в подобных модернизациях. Если контроллер рассчитан на определенную точность, не нужно пытаться ее повысить. Для этого придется пересчитывать номиналы всех элементов в устройстве и, если допустить ошибку, можно его сломать.
Датчики линейного перемещения требуют к себе бережного отношения, если речь идет о бытовых контроллерах, а не об устройствах, которые должны нормально работать в экстренных условиях, вроде датчиков, применяемых в горнодобывающей промышленности.
Контроллеры, предназначенные для работы в особых условиях, не продаются в бытовых магазинах или на популярных китайских сайтах. Изготавливаются они во многих случаях на заказ на специальных предприятиях, а их стоимость в разы выше, чем у массовых аналогов.
Давно пыталась понять, как работают датчики линейного перемещения. Теперь наконец-то разобралась в этой теме и смогла ответить на давно волнующий вопрос. Здесь хорошо показано как сделать его своими руками. Тоже хочу попробовать.
А почему стоимость датчиков не уточнили? Про зависимость от курса доллара-евро я поняла, но ведь даже примерная цена в тексте не указана?
Источник
Точность станка зависит от его способности выдерживать условия эксплуатации. Изменение механической и термической нагрузок на станок оказывает большое влияние на точность, при этом постоянный переход от процесса смены инструмента к процессу обработки может привести к колебаниям выделяемого тепла, что оказывает влияние на точность. При мелкосерийном производстве необходимо качество первой детали, для того чтобы процесс изготовления всей партии был экономически выгоден, поэтому термическая точность станка является достаточно важным аспектом.

Приводы подач играют важную роль, т.к. они в основном применяются при больших скоростях обработки и ускорениях, а также выделяют тепло, которое нагревает части станка. При отсутствии линейных датчиков обратной связи по положению для ШВП такое тепло может вызвать ошибки позиционирования до 100 мкм. Положение привода подачи определяют через ШВП в сочетании с датчиком вращения или через датчик линейных перемещений.
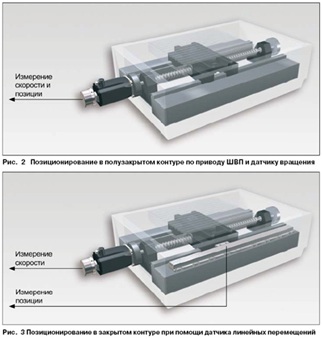
В том случае, когда положение привода определяется при помощи шага винта и датчика вращения рис. 2, привод выполняет двойную функцию: он передает большие нагрузки, а также является датчиком положения. При этом контур управления включает в себя и датчик вращения. В случае, когда износ и термические изменения в механике не могут быть компенсированы, такая схема называется полузакрытым контуром Semiclosed Loop. Ошибка позиционирования привода при этом является неизбежной и влияет на качество обрабатываемой детали.

Для того, чтобы определить положение направляющей используют датчик линейных перемещений, изображенный на рис. 3, при этом контур позиционирования полностью охватывает механику приводов. В этом случае мы говорим о закрытом контуре Closed Loop. При этом зазор в передаточных узлах станка не оказывает влияния на точность измеренных значений, она практически полностью зависит от точности датчика линейных перемещений.
Точность привода при закрытом и полузакрытом контурах демонстрируют на примере серийного производства простой детали с отверстиями, которые равномерно распределены по длине. При этом термическая погрешность в полузакрытом конту¬ре выражается в виде смещений отверстий по длине и показывает результат нагревания ШВП. Выполняя несколько элементов серийного производства на одной заготовке, можно увидеть погрешности в полузакрытом контуре.

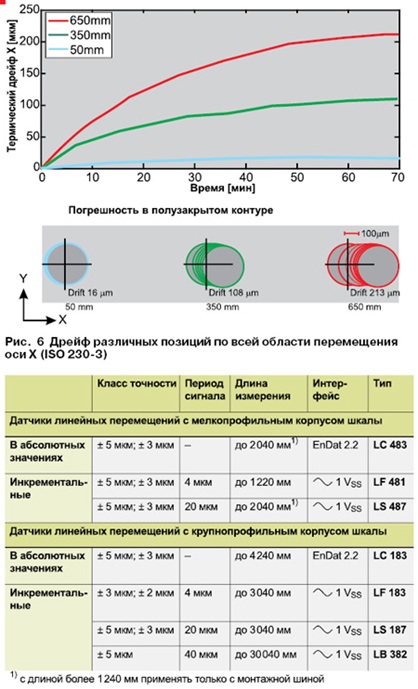
На рис. 4 изображено производство нескольких деталей на одной заготовке. Сначала показана обработка двух торцевых поверхностей и трех отверстий. Производство после-дующих деталей имитируют, это значит, что обработку повторяют 30 раз без заготовки. Потом снова фрезеруют ту же деталь, при этом смещая фрезы по оси Z на 2 мм. Обработку заканчивают через 70 минут, при этом совершая 10 циклов фрезерования и 270 циклов повторений без касания заготовки. Значительное выделение тепла в ШВП приводит к термическим погрешностям, которые выражаются в виде ступенек на торцевых поверхностях и внутри отверстий рис. 5.
Влияние температурного дрейфа на самое дальнее от точки жесткого крепления ШВП отверстие составляет 213 мкм. Те же результаты получаются при проверке термической стабильности системы позиционирования по DIN ISO 2303 при помощи прибора VM 182. При увеличении расстояния между гайкой ШВП и точкой жесткого крепления ШВП погрешность увеличивается. Термичес¬кий дрейф компенсируется в закрытом контуре при помощи прецизионных дат¬чиков линейных перемещений.
Выводы
Использование станков с высокой термической ста¬бильностью при сильно меняющейся нагрузке, не должно оказывать влияния на точность станка. Поэтому оси подачи не должны превышать заданную погрешность при перемещении, несмотря на сильно меняющуюся скорость и нагрузку. Помехами могут быть тепловые расширения в ШВП линейных осей подачи, которые появляются при больших скоростях и нагрузках. В случае когда погрешности привода не компенсируются в контуре управления, тогда используют привод подачи в полузакрытом контуре. Применение линейных датчи¬ков обратной связи полно¬стью компенсирует эту погрешность, а приводы подачи с линейными датчиками составляют закрытый контур, т.к. системой управления определяет и компенсирует ошибку позиционирования. Точно такие преимущества обеспечивают датчики угла, применяе¬мые на круговых осях, т.к. там возникают термические расширения механических частей. Датчики линейных и угловых перемещений обеспечивают высокую точность изготавливаемых деталей.
Линейные датчики HEIDENHAIN обеспечивают высокую точность при позиционировании станков в качестве датчиков обратной связи, при этом величина перемещения определяется напрямую. Механические передаточные элементы не влияют на точность позиционирования. Линейные датчики учитывают кинематические и термические ошибки или влияние нагрузки, что позволяет исключить целый ряд погрешностей, связанных с ошибкой позиционирования, которую вызывает нагрев в ШВП; ошибкой, вызванной наличием зазоров в ШВП; ошибкой, которая возникает при деформации механики привода при больших нагрузках и кинематической ошибкой, вызванной погрешностью шага.
Линейные датчики HEIDENHAIN имеют универсальное исполнение, т.к. применяются на станках и установках с регулируемыми линей¬ными осями, например, фрезерных, токарных и шлифовальных станках, а также обрабатывающих центрах и горизонталь¬но-расточных станках.
Приобрести датчики HEIDENHAIN и других мировых брендов Вы можете в нашей компании. Для того, чтобы купить датчики в нашей компании, достаточно позвонить по телефону 8-800-333-33-85 (звонок бесплатный) или отправить заявку с сайта.
Подобрать и купить датчики Вам помогут квалифицированные специалисты нашей компании.
Задать вопрос специалисту
Если у Вас есть вопросы по датчикам или Вы хотите сделать заказ, можете связаться с нами через форму обратной связи либо следующими способами:
Телефон / факс: +7 (495) 649 80 55
Электронная почта:
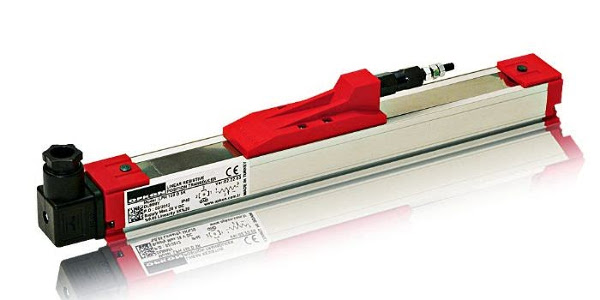
Датчики перемещений для линейных двигателей
Использование линейных электродвигателей связано с широкими возможностями развития современного электропривода. Основные производственные механизмы выполняют возвратно-поступательные движения исполнительных устройств (подъемно-транспортные машины, механизмы подач различных станков, прессы, молоты и т. д.). Применение линейных двигателей не только повышает экономичность и надежность производственного механизма, но и позволяет исключить механическую передачу и связанные с ней недостатки преобразования вращательного движения двигателя в прямолинейное движение рабочего органа.
Несмотря на очевидные преимущества линейных двигателей (точность позиционирования, возможность реализации сверхмалых ходов, высокая скорость и ускорение, отсутствие упругих деформаций элементов привода, надежность и длительный срок службы), они обладают таким недостатком, как высокие требования к точности изготовления элементов машины. Основным таким узлом, преобразующим измеряемые перемещения в электрический сигнал, содержащий информацию о величине и направлении перемещений, является датчик линейных перемещений.

Магнитострикционные датчики линейных перемещений ТрейсЛайн отлично подходят для линейных двигателей, поскольку обеспечивают бесконтактное измерение перемещений с высокой точностью и высокой скоростью без потери данных. Измерение абсолютных перемещение позволяет реализовать непрерывную работу датчика без необходимости возврата датчика в исходное положение и установки “нуля”.
- С компактными магнитострикционными датчиками перемещений ТрейсЛайн возможно создавать высокотехнологичные решения электрических линейных двигателей, требующие точности непрерывных измерений перемещения до 0,01 мм и дискретности до 0,001 мм.
Взаимодействие между стационарной и подвижной частью датчиков перемещений ТрейсЛайн происходит на уровне магнитных полей. Таким образом реализуется бесконтактное измерение перемещений, при котором отсутствуют части, подвергаемые износу, истиранию, заклиниванию, загрязнению или окислению, что продлевает срок службы электрических линейных двигателей без необходимости простоев.