Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.

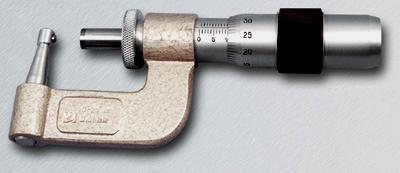
Устройство мкрометра с цифровой индикацией.
Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Устройства со штриховой плоскостью

Допустимые значения микрометра.
Главные части – винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха – 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью – головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец – указатель для линейной плоскости. Для круговой плоскости указатель – продольная черта на линейной.

Устройство микрометра.
Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров – параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина – 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха – 0,01, 0,05 мм, нониус – 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров – до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Вернуться к оглавлению
Цифровые изделия: нюансы

Микрометр (а) и примеры расчета по его шкале (б, в, г).
Счет по штриховочным шкалам микрометра порой неудобен. Если зрение нехорошее или освещение несильное, эту проблему решают электронные МК. Они мало разнятся от механических, плоскости со штрихами заменены инкрементными емкостями, индуктивными элементами преобразования, электронным блоком с цифровым табло. Преобразователь – это две дисковые пластины с проводами. Один диск двигается с болтом, другой – закреплен жестко, держится шпонкой. Они двигаются с болтом на весь его размер.
Скоба микрометров имеет процессорный узел, табло с показателями 0,01 или 0,001 мм, функцией установки нуля, есть также и возможности подключения к внешним вычислительным приборам. Прибор имеет питание от батареи со сроком службы в полтора года. Электромикрометры имеют границу замеров до 300 мм. Делают много разных модификаций, в них параметры могут различаться. Так, есть со сферическими плоскостями под замеры трубчатых элементов, с дисками – для замеров мягких предметов.
Вернуться к оглавлению
Микрометричный глубиномер
Этот прибор состоит из базовой основы, в ней зафиксирован микроболт с измерительными границами в 25 мм, также есть заменяемые измерительные вставки различной длины. Предельный показатель замеров – 300 мм.
Такие приборы так же, как МК, являются механическими, цифровыми устройствами.
Неточность замеров с минимальной вставкой – 5 мм.
Погрешность включает в себя:
- Неточность измерительного узла.
- Неточности плоскостности, параллельности винта с пяткой. Они возникают при поворотных углах, стопорении. Такой вид неточности бывает разным в разнообразных формах (круглых, плоских). Также есть неточности объектов при усилии во время замера.
- Изменение скобы вследствие усилия.
- Неправильность мер установки.
- Неточность вследствие действия температуры, она характерна для больших приборов.
- В электронных приборах может возникнуть неисправность электродеталей.
Погрешность допускается для головки, в случае если она выступает отдельным устройством, в пределах установленных ГОСТом 6507-90. Есть специальные системы с границами погрешностей для приборов, Они имеют показатели, зависящие от границ замеров. Сетка неточностей указывает на допускаемую ошибку G прибора в пункте границ замеров.
Эти граничные показатели состоят из неточности микрометрического узла, неточности от деформации скоб прибора, от бугристости, непараллельности замеряемых плоскостей.
Калибрование, настройку (поверку) микрометра выполняют, используя показатели концевых мер в нескольких пунктах границ замеров, соответственно, ISO 3611:2010, DIN 863, ГОСТ 6207-90. Они берутся, чтобы узнать значение G, то есть предельную неточность устройства во всех пунктах диапазона замеров. Вот стандартные, желательные параметры под концевые меры замеров, под настройку устройства: 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9; 25 мм.
Вернуться к оглавлению
Подведение итогов
Проверяются неточности плоскостности-параллельности торца болта с пяткой при помощи трех, четырех плоскопараллельных оптических пластинок из стекла, вертикально градуированных в 1/4 или 1/3 хода микроболта (0,5 мм). Так, проверятся 3 или 4 места с полным его поворотом.
Чтобы осуществить поверку микрометра, плоскость фиксируют между пяткой и винтовым торцом. Сдвигая ее между измеряемыми плоскостями, определяют минимальное количество интерференционных колец на одной такой плоскости.
К числовому результату добавляют количество колец второй измерительной плоскости. Если световая волна имеет 640 Нм, то ширина одной полоски будет около 0, 32 мкм. Рекомендуется использовать под поверку калибрование сертифицированные меры.
Надо учесть, что МК имеют хорошую прослеживаемость при поверке погрешности или калибровке по сертифицированным мерам.
МК – это достаточно универсальный прибор. Его выпускают с усовершенствованными видами конструкций рабочих элементов, благодаря которым можно замерять детали различных нестандартных размеров, например, зубчатые поверхности.
Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.

Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Сколько стоит микрометр ссср?
Микрометр
0 — 25 мм
СССР
гост 6507 — 53 – купить в Москве, цена 1 590 руб., дата размещения: 14.07.2021 – Измерительные инструменты
Интересные материалы:
Что такое импортировать закладки? Что такое импульсивное поведение? Что такое импульсивный? Что такое ингибировать? Что такое Интерфикс примеры? Что такое интерпретировать? Что такое интервал записи на видеорегистраторе? Что такое интервальный просмотр в Впр? Что такое Инверторное управление? Что такое ион и чем он отличается от атома?
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении)
. При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей
(плоских, цилиндрических, сферических)
. Также различными будут деформации этих деталей под действием измерительного усилия; - деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров)
является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера
(для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки)
; - погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1
. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия)
оговорен
ГОСТ 6507-78
«Микрометры с ценой деления
0,01 мм
. Технические условия» в виде предельной погрешности
δ= ±4 мкм
. Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациями
ИСО 3611-1978
, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G
микрометра в любой точке диапазона измерений
(25 мм)
указана в
Таблице 1
.
Таблица 1
| Диапазон измерения,мм | Предельно допустимая погрешность G , мкм |
Отклонение от параллельности и плоскостности винта и пятки,мкм |
| 0 – 50 | 4 | 2 |
| 50 – 100 | 5 | 2 |
| 100 – 150 | 6 | 3 |
| 150 – 200 | 7 | 4 |
| 200 – 250 | 8 | 4 |
| 250 – 300 | 9 | 5 |
| 300 – 350 | 10 | 5 |
| 350 – 400 | 11 | 6 |
| 400 – 450 | 12 | 6 |
| 450 – 500 | 13 | 7 |
Указанная в таблице предельно допустимая погрешность G
включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90
. Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения. Например, рекомендуемые размеры концевых мер длины для проверки микрометров –
3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм
.
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки)
необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в
1/4
или
1/3
шага микровинта
(0,5 мм)
. Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта. Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности. При длине волны света примерно
640 нм
ширина одной интерференционной полосы составляет
320 нм(0,32 мкм)
.
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм
, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до
300 мм
. Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом. Цена деления глубиномера –
0,01 мм
. Отклонение от плоскостности базирующей опоры –
2 мкм
. Допуск длины измерительных вставок
±(2 + L/75)
, где
L
– длина вставки. Погрешность измерения с самой маленькой вставкой –
5 мкм
.
ПРИЕМКА
3.1. Для проверки соответствия микрометра требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания.
(Измененная редакция, Изм. N 1).
3.2. Государственные испытания — по ГОСТ 8.001-80* и ГОСТ 8.383-80*.
* В Российской Федерации действуют ПР 50.2.009-94**.
** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081.
3.3. При приемочном контроле каждый микрометр проверяют на соответствие требованиям пп.2.1.1.2, 2.1.1.3 (за исключением проверки изменения показаний от изгиба скобы), 2.1.1.4-2.1.1.6, 2.1.1.8-2.1.1.12, 2.1.1.15, 2.1.1.17, 2.1.1.18, 2.1.2.2-2.1.2.5, 2.1.3.3, 2.1.4.1, 2.2, 2.3 и 2.4.
3.4. Периодические испытания проводят не реже раза в три года не менее чем на трех микрометрах каждого типа и класса точности из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта.Результаты испытаний считают удовлетворительными, если все испытанные микрометры соответствуют всем проверяемым требованиям.
(Измененная редакция, Изм. N 1).
3.5. (Исключен, Изм. N 1).
Устройства со штриховой плоскостью

Главные части – винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха – 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью – головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец – указатель для линейной плоскости. Для круговой плоскости указатель – продольная черта на линейной.

Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров – параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина – 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха – 0,01, 0,05 мм, нониус – 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров – до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Микрометр – что это такое: немного об истории прибора
В основе работы прибора простой, но эффективный механизм – винтовая пара. Все измерения проводятся контактным методом. Деталь зажимается тисками, а вращаемый винт в гайке, ширина шага которого варьируется, в зависимости от типа прибора, перемещается по оси.
Важно! Длина рабочего винта обычно составляет не более 25 мм, а микрометры производят различных типоразмеров, соответствующих диапазону измеряемых длин.
Кстати, винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. В те далекие времени она входила в устройство прицелов для пушек, а также геодезических инструментов. Патент на микрометр получил француз Пальмер в 1848 году. Но широкого применения он не получил. Только через 19 лет американские инженеры Луснан Шарпе и Джозеф Браун обратили внимание на устройство и организовали серийное производство микрометров.
Настройка микрометра на ноль
Рассмотрим подробно, как провести настройку микрометра на нулевую отметку, с рабочим диапазоном 0- 25:
| Иллюстрация | Описание действия |
| Перед выбором зазора до нуля необходимо почистить рабочую поверхность губок пятки и винта. Для этого чуть откручиваем винт, возьмем кусочек глянцевой бумажки (подойдет фрагмент обложки журнала или открытки). Зажимаем вместе с ним крепление и вытаскиваем бумажку. Таким образом мы очистим наш рабочий инструмент от возможных пыли, соринок и грязи. | |
|
|
Сводим пятку и винт, зажимаем фиксирующий винт. Это необходимо для того, чтобы закрепить наш прибор в дальнейшем на нулевой отметке. |
| С помощью специального ключа ослабляем барабан и снимаем его. Наша задача вернуть барабан в то положение, которое бы соотнеслось с нулевой меткой. | |
|
|
Для точной настройки торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха. |


МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Поверка микрометра — по МИ 782-85.
4.2. Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме: при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3)% при температуре 35 °С. Выдержка в климатической камере в каждом режиме 2 ч. После испытаний погрешность микрометра и параллельность плоских измерительных поверхностей не должна превышать значений, установленных в пп.2.1.1.3 и 2.1.1.4.
4.3. При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с² и частотой 80-120 ударов в минуту.
Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000. После испытаний микрометры должны соответствовать требованиям, установленным в пп.2.1.1.3 и 2.1.1.4.
Цифровые изделия: нюансы

Счет по штриховочным шкалам микрометра порой неудобен. Если зрение нехорошее или освещение несильное, эту проблему решают электронные МК. Они мало разнятся от механических, плоскости со штрихами заменены инкрементными емкостями, индуктивными элементами преобразования, электронным блоком с цифровым табло. Преобразователь – это две дисковые пластины с проводами. Один диск двигается с болтом, другой – закреплен жестко, держится шпонкой. Они двигаются с болтом на весь его размер.
Скоба микрометров имеет процессорный узел, табло с показателями 0,01 или 0,001 мм, функцией установки нуля, есть также и возможности подключения к внешним вычислительным приборам. Прибор имеет питание от батареи со сроком службы в полтора года. Электромикрометры имеют границу замеров до 300 мм. Делают много разных модификаций, в них параметры могут различаться. Так, есть со сферическими плоскостями под замеры трубчатых элементов, с дисками – для замеров мягких предметов.
ОПИСАНИЕ ТИПА СРЕДСТВА ИЗМЕРЕНИЙ Микрометры МК, МК Ц, МЗ, МЛ, МТ Назначение средства измерений
Микрометры предназначены:
— МК, МК Ц — гладкие для измерения наружных размеров изделий;
— МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем
от 1 мм;
— МЛ — листовые для измерения толщины листов и лент;
— МТ — трубные для измерения толщины стенок труб.
Физическая величина — длина (мм).
Как использовать микрометр

На рисунке выше представлено наименование основных узлов ручного микрометра. Также существуют инструменты с приборной круговой и электронной шкалой, но что касается правил замера то они идентичны, а процесс определения результата там гораздо проще, чем на ручном микрометре, достаточно лишь зафиксировать результаты приборов.
Конструкцию и процесс применения микрометра вы можете изучить по представленному ниже видео.
Сама схема замера достаточно простая, но необходимо точно соблюдать последовательность чтобы не исказить конечный результат:
- Установите замеряемую деталь между пяткой и микрометрическим винтом. Учтите, что максимальный ход винта составляет 25 мм. Поэтому размер детали не должен быть более чем на 25 мм меньше максимального расстояния между пяткой и винтом. Соответственно для микрометра М50 замеряемый размер должен быть не менее 25 мм.
- Держите инструмент за изолированную часть дуги. Иначе возможен нагрев корпуса и искажение результата.
- Понемногу вращайте барабан, пока винт не приблизится к поверхности замеряемой детали.
- Далее вращаем трещотку до упора по часовой стрелке, держась за нарезку. Винт окончательно считается зафиксированным при характерном звуке проворачиваемой трещотки.

- Фиксируем показатели верхней и нижней шкал на линейке, и круговой шкалы на барабане. Это необходимо для дальнейшего определения размера.
Микрометр
Содержание: Скрыть Открыть

Микрометр – это универсальный измерительный прибор для высокоточного (с погрешностью от 2 до 50 мкм) определения линейного размера детали. Измерение может быть произведено абсолютным или относительным контактным методом с погрешностью достаточной для точной сборки узлов и станочного производства.
Как определить результат
Результат измерений определяется по показаниям трех шкал. Нижняя шкала на стебле показывает целые значения с ценой деления в 1 мм. По верхней шкале определяем половину миллиметра, цена деления 0,5 мм. Третья, круговая шкала с точностью 0,01 мм.

Пример определения размера микрометром М50:
- Берём минимальный измеряемый размер – 25 мм.
- Добавляем целое значение делений нижней шкалы, например 3 мм.
- Смотрим на верхнюю шкалу стебля. Если после нижнего значения 3 мм заметна верхняя риска, то добавляем ещё 0,5 мм.
- Снимаем показания с круговой шкалы нониуса. Допустим это число15, что означает 0,15 мм.
- Складываем полученные значения: 25+3+0,5+0,15=28,65 мм
Микрометры оснащены фиксатором, что позволяет определить размер детали и произвести сравнение другими деталями.
Виды и типы микрометров и как выбрать
Микрометр – универсальный инструмент, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью, преобразовательным механизмом которого является микропара винт – гайка.
Микрометр в основном применяется для измерения наружных размеров с высокой точностью. В целом разделён на несколько основных частей и состоит из жесткой скобы, с одной стороны которой вмонтирована неподвижная пятка, а с другой находится подвижный измерительный стержень. Перемещения стержня осуществляется путем вращения микрометрического винта (отсюда и название инструмента). До 300 мм выпускаются с диапазоном измерения 25 мм, более – 100 мм. Высокое качество изготовления микровинтовой передачи позволяет снимать размеры с точностью от 0,01 мм до 0,001 мм. Самый распространенный тип – это гладкие микрометры МК, но помимо этого выпускается множество специальных видов для узкоспециализированных работ.
Согласно ГОСТ 13762-86 хранение и транспортировка микромера предусматривается на всех этапах эксплуатации в специальном чехле или футляре, на этапе транспортировки к месту сбыта хранение может осуществляться в упаковке.
Для получения верных показаний необходимо знать, как правильно пользоваться микрометром и в какой области он будет применяться– это поможет выбрать оптимальный вариант. Дело в том, что микрометр – очень точный измерительный прибор, и неправильная его эксплуатация неизбежно приведет к увеличению погрешности измерений. Во-первых, пользоваться микрометром полагается только в теплых помещениях (20±10°С), и если вы принесли его с холода, нужно подождать некоторое время, пока температура инструмента не сравняется с температурой окружающей среды. Затем необходимо проверить установку микрометра на ноль.
В целом, ГОСТ 6507-90 предусматривает, что микрометры допускается эксплуатировать при температуре окружающей среды от 10 до 30 °С и относительной влажности воздуха не более 80% при температуре 25 °С
В моделях с диапазоном измерений 0-25 мм измерительные поверхности сводятся вместе, в остальных моделях нужно использовать специальную установочную меру, идущую в комплекте, для установки измерительных поверхностей в минимальное положение (так, для диапазона 25-50 мм длина установочной меры будет 25 мм, для 50-75 – 50 мм и т.д.). В этом положении проверяется, показывает ли отсчетное устройство микрометра ноль. Если нет, необходимо произвести калибровку. Для этого в механических моделях используется идущий в комплекте ключик, позволяющий повернуть барабан и совместить нулевую риску; в электронных моделях все проще – нужно только нажать кнопку сброса на ноль. После выставления микрометра можно приступать к измерениям.
Во время работы для сведения пяток с измеряемым размером нужно пользоваться предусмотренным в конструкции специальным механизмом, нормирующим усилие зажима – трещоткой или фрикционом. Это позволяет всегда производить измерения с одинаковым усилием, избежав перетяга, что безусловно важно для обеспечения одинаковости показаний. Также во время измерений нужно держать микрометр за специальную изолирующую пластиковую накладку, расположенную на скобе, чтобы тепло от рук не повлияло на значения.
По способу снятия показаний все выпускаемые микрометры можно разделить на следующие группы:
Механические микрометры
Самый распространенный тип, размеры снимаются при помощи используемого в конструкции нониусного барабана. Позволяют производить измерения с точностью 0,01 мм. На стебле микрометрической головки и барабане нанесены шкалы, по которым и определяется размер. В качестве примера можно привести гладкие микрометры МК, модели МК-25, МК-50, МК-75 и т.д.
Электронные микрометры
Современная модель, для снятия размеров в которой используется электронное цифровое табло. Из плюсов – повышенная точность, до 0,001 мм, и простота в использовании. Кроме того, обладают функциями установки на ноль в любой точке, перевод миллиметры – дюймы, переключение между абсолютными и относительными измерениями, вывод данных на компьютер. В обозначение данного типа добавляется буква «Ц», так, для гладких электронных микрометров это будет МКЦ, и соответственно модели МКЦ-25, МКЦ-50, МКЦ-75 и т.д.
Стрелочные микрометры
Определение размеров происходит с использованием присутствующего в конструкции стрелочного индикатора. Среди представителей – листовые микрометры МЛ (модели МЛ-5, МЛ-10, МЛ-25) и рычажные микрометры МР и МРИ (модели МР-25, МР-50, МР-75, МР-100, МРИ-125, МРИ-150 и т.д.).
Как уже упоминалось, выпускается большое разнообразие микрометров. Для многих видов работ существует своя собственная, отличная от других, конструкция. Особенности заключаются в использовании специальных форм скоб и измерительных поверхностей, дополнительных механизмов, облегчающих работу. Вот основные типы микрометров, применяемых сегодня:
Проверка точности микрометра и особенности измерений
Можно проверить настройки инструмента, закрутив барабан и трещотку до упора, до соприкосновения с пяткой или с установочной мерой для других приборов. На нулевом положении 0-е значение круговой шкалы должно совпадать с центральной меткой на стебле.
Для прибора М25 с пределом измерений 0 до 25 мм винт должен упереться в пятку. Для других приборов используются установочные меры равные минимальному значению показаний. Так, для М50 с пределом 25-50 используется установочная мера равная 25 мм. При неточном совпадении шкалы с меткой стебель можно подкрутить специальным ключом.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
- «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Особенности применения микрометров:
- Перед проведением измерений необходимо чтобы деталь и прибор имели одинаковую температуру. Для этого они должны находиться в одном помещении не менее 3 часов.
- Замер необходимо производить в чистом окружении, прибор и деталь должны быть очищены от загрязнений.
- Определение размеров партии однотипных деталей рекомендуется производить одним прибором.
- Нельзя прикладывать чрезмерные усилия к трещотке и винту.
- Для получения максимально точного результата проведите несколько замеров.
Хранение и уход за прибором необходимо производить в строгом соответствии с требованиями производителя.
Допустимые погрешности микрометра

Микрометр – Допустимые погрешности микрометра
Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.
Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Поверка микрометра
Осуществление поверки микрометра регламентировано методическими указаниями МИ 782−85. Владение методикой поверки чрезвычайно важно как для специалиста, поверяющего инструмент, так и для квалифицированного работника, непосредственно проводящего измерения. Даже в процессе бытовой эксплуатации владение знаниями о поверочных мероприятиях приносит большую пользу. Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя.
Основные технические характеристики микрометров
При выборе прибора нужно обращать внимание не только на тип назначения, но и на ряд важных параметров:
- диапазон измерений. Это важнейший параметр прибора. Из-за конструктивных особенностей для каждого небольшого диапазона измерений используется отдельный инструмент. Максимальное значение этого показателя — 3000 мм, минимальное — 0 мм;
- класс точности. Он прямо влияет на предел возможной погрешности. Выделяют инструменты первого и второго класса;
- масса и габариты. Для ручных инструментов эти параметры влияют на мобильность и удобство эксплуатации;
допуск плоскостности и параллельности измеряемых поверхностей, измерительное усилие, допускаемое отклонение от изгиба скобы при предельном измерительном усилии и т. д.
Цена прибора зависит от его назначения и исполнения, комплектации, наличия поверки, класса точности и диапазона измерений.
Цифровые изделия: нюансы

Счет по штриховочным шкалам микрометра порой неудобен. Если зрение нехорошее или освещение несильное, эту проблему решают электронные МК. Они мало разнятся от механических, плоскости со штрихами заменены инкрементными емкостями, индуктивными элементами преобразования, электронным блоком с цифровым табло. Преобразователь – это две дисковые пластины с проводами. Один диск двигается с болтом, другой – закреплен жестко, держится шпонкой. Они двигаются с болтом на весь его размер.
Скоба микрометров имеет процессорный узел, табло с показателями 0,01 или 0,001 мм, функцией установки нуля, есть также и возможности подключения к внешним вычислительным приборам. Прибор имеет питание от батареи со сроком службы в полтора года. Электромикрометры имеют границу замеров до 300 мм. Делают много разных модификаций, в них параметры могут различаться. Так, есть со сферическими плоскостями под замеры трубчатых элементов, с дисками – для замеров мягких предметов.
Микрометричный глубиномер
Этот прибор состоит из базовой основы, в ней зафиксирован микроболт с измерительными границами в 25 мм, также есть заменяемые измерительные вставки различной длины. Предельный показатель замеров – 300 мм.
Такие приборы так же, как МК, являются механическими, цифровыми устройствами.
Неточность замеров с минимальной вставкой – 5 мм.
Погрешность включает в себя:
- Неточность измерительного узла.
- Неточности плоскостности, параллельности винта с пяткой. Они возникают при поворотных углах, стопорении. Такой вид неточности бывает разным в разнообразных формах (круглых, плоских). Также есть неточности объектов при усилии во время замера.
- Изменение скобы вследствие усилия.
- Неправильность мер установки.
- Неточность вследствие действия температуры, она характерна для больших приборов.
- В электронных приборах может возникнуть неисправность электродеталей.
Погрешность допускается для головки, в случае если она выступает отдельным устройством, в пределах установленных ГОСТом 6507-90. Есть специальные системы с границами погрешностей для приборов, Они имеют показатели, зависящие от границ замеров. Сетка неточностей указывает на допускаемую ошибку G прибора в пункте границ замеров.
Эти граничные показатели состоят из неточности микрометрического узла, неточности от деформации скоб прибора, от бугристости, непараллельности замеряемых плоскостей.
Калибрование, настройку (поверку) микрометра выполняют, используя показатели концевых мер в нескольких пунктах границ замеров, соответственно, ISO 3611:2010, DIN 863, ГОСТ 6207-90. Они берутся, чтобы узнать значение G, то есть предельную неточность устройства во всех пунктах диапазона замеров. Вот стандартные, желательные параметры под концевые меры замеров, под настройку устройства: 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9; 25 мм.
К основным
микрометрическим инструментам относятся:
микрометры, микрометрические глубиномеры,
микрометрические нутромеры.
4.2.1. Микрометры
Конструкции
микрометров разнообразны. ГОСТ 6507
устанавливает следующие типы микрометров:
МК
– микрометры гладкие для измерения
наружных размеров изделий;
МЛ – микрометры
листовые с циферблатом для измерения
толщины листов и лент;
МТ – микрометры
трубные для измерения толщины стенок
труб с внутренним диаметром от 12 мм и
более;
МЗ – микрометры
зубомерные для измерения длины общей
нормали;
МГ – микрометрические
головки для измерения перемещения;
МП – микрометры
для измерения толщины проволоки.
Кроме
того, по ГОСТу 4380 выпускают микрометры
со вставками (МВ), предназначенные для
измерения резьбы и мягких материалов;
по ГОСТу 11195 – микрометры настольные
(МГ) и по ГОСТу 4381 – микрометры рычажные
(МР).

Рис. 4.11. Микрометр
гладкий
Микрометры
гладкие МК (рис.
4.11). Предназначены для измерения наружных
размеров изделий. К основным деталям и
узлам относятся скоба 1, пятка 2, микровинт
3, стопор 4 винта, стебель 5, барабан 6 и
трещотка 7. Барабан закреплен на микровинте
с помощью установочного колпачка
8(стопорной гайки).
Пределы измерений
гладких микрометров зависят от размера
скобы и составляют 0-25; 25-50; . . .; 275-300 мм
(рис. 4.12,а) и 300-400; 400-500 и 500-600
мм(рис.4.12,б). Микрометры для размеров
более 300 мм оснащены сменными или
передвижными пятками, обеспечивающими
изменение диапазона измерений на 100 мм.



а б
Рис. 4.12. Микрометры
гладкие
Микрометрические
инструменты выпускают 1 и 2 классов
точности. Класс точности определяют
допустимую погрешность прибора. Например,
допустимая погрешность гладких
микрометров до 100 мм составляет для 1
класса ± 2,5 мкм, для
2 класса — ± 4 мкм (ГОСТТ
6507).
Микрометры
листовые с циферблатом МЛ (рис. 4.13)
применяют для измерения толщины листов
и лент. Отличительными особенностям
являются увеличенный вылет скобы,
сферическая измерительная поверхность
пятки и отсчетное устройство, выполненное
в виде неподвижного циферблата и стрелки,
вращающейся вместе с барабаном.

Рис. 4.13. Микрометр
листовой МЛ
Микрометры
трубные МТ
(рис. 4.14) используются для измерения
толщины стенок труб с внутренним
диаметром 12 мм и более. У них пятка имеет
сферическую форму, а скоба в месте
крепления пятки сделана тонкой для
измерения труб небольшого диаметра.
|
Рис. 4.14. |
Рис. 4.15. Микрометр зубомерный МЗ |
Микрометр зубомерный
МЗ (рис.4.15) предназначен для измерения
длины общей нормали зубчатых колес.
Измерительная губка микрометрического
винта и пятка имеют параллельные
измерительные поверхности тарельчатой
формы, что позволяет разместить их по
длине общей нормали между зубьями
зубчатого колеса.
Микрометр
МП (рис.4.16) предназначен для измерения
диаметра проволоки. Вместо скобы он
имеет корпус 1, в котором перемещается
микрометрический винт.

Рис. 4.16. Микрометр
МП
Микрометры
со вставками МВ
(ГОСТ 4380) выпускают трех типов:
МВМ – микрометры
со вставками для измерения среднего
диаметра метрических, дюймовых и трубных
резьб (рис. 4.17);
МВТ – микрометры
со вставками для измерения среднего
диаметра трапециидальных резьб и с
шаровыми вставками для измерения
фасонных деталей;

Рис. 4.17. Микрометр
со вставками для измерения среднего
диаметра резьб
МВП – микрометры
с плоскими вставками для измерения
деталей из мягких материалов (рис. 4.18).

Рис. 4.18. Микрометр
со вставками для измерения мягких
материалов
Конструкция
микрометра МВ аналогична конструкции
микрометра МЗ. Отличие заключается в
том, что вместо тарельчатых измерительных
губок в микровинты и пятки вставляются
вышеперечисленные вставки.
Микрометры
рычажные (ГОСТ
4381) выпускают двух типов:
МР – микрометр
рычажный с отчетным устройством,
встроенным в скобу (рис. 4.19);
МРИ – микрометры
рычажные, оснащенные отчетным устройством,
которое вставлено в скобу по оси измерения
(рис. 4.20).
Рис. 4.19. Микрометр
рычажный с отчетным устройством,
встроенным в скобу
Рис. 4.20. Микрометры
рычажные, оснащенные отчетным устройством,
которое
вставлено в скобу по оси измерения
Микрометры
рычажные
предназначены для измерения линейных
наружных размеров прецизионных деталей
методом, как непосредственной оценки,
так и сравнения с мерой, в условиях
массового производства точного
машиностроения и приборостроения. В
конструкциях приборов использованы
унифицированные рычажно-зубчатые
отсчетные устройства с ценой деления
0,001, 0,002 и 0,01 мм.
Все микрометры
могут быть изготовлены:
с ценой деления
0,01 мм — при отсчете показаний по шкалам
стебля и барабана (рис. 4.21);
со значением
отсчета по нониусу 0,001 мм – при отсчете
показаний по шкалам стебля и барабана
с нониусом (рис. 4.22);
с
шагом дискретности 0,001 мм – при отсчете
показаний по электронному цифровому
отчетному устройству (рис. 4.23).
В
первом случае (рис. 4.21) на стебле вдоль
продольного штриха нанесена основная
шкала прибора с ценой деления а
= 0,5 мм и пределом измерений 25 мм. Для
удобства отсчета четные штрихи шкалы,
имеющие целые значения миллиметров,
отложены снизу продольного штриха. На
коническом срезе барабана нанесено 50
делений круговой шкалы с ценой деления
С, равной 0,01 мм. При одном обороте
барабана микровинт перемещаются на
одно деление основной шкалы (на 0,5 мм).
Торец барабана является указателем для
основной шкалы, а продольный штрих на
стебле – указателем для круговой шкалы.
|
Рис. 4.21. Шкала и барабана |
Рис. по |
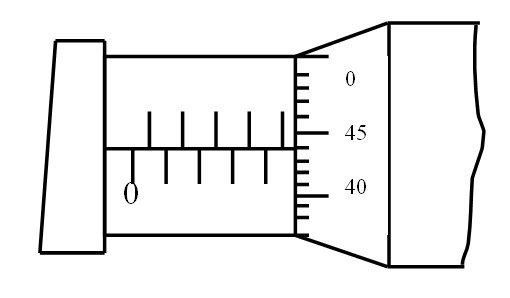


Рис. 4.23. Микрометр
с цифровым отчетным устройством
При измерении
изделие помещают без перекоса между
пяткой и микровинтом и, вращая барабан
за трещотку до тех пор, пока она не начнет
проворачиваться, плотно прижимают
измерительные поверхности прибора к
поверхности изделия. Ближайший к торцу
барабана штрих основной шкалы показывает
число целых долей миллиметров, если это
нижний штрих шкалы (см. рис. 4.21), или число
целых и половинных долей миллиметра в
размере, если это верхний штрих (на рис.
4.21 показано 4,5 мм). К отсчету по основной
шкале прибавляют отсчет по круговой
шкале, равный произведению цены деления
с на номер деления, который находится
напротив продольного штриха. Отсчет на
рис. 4.21 следует считать: 4,5 + 0,01 * 44 = 4,94
мм.
Перед
измерением микрометры устанавливают
в исходное (нулевое) положение, при
котором пятка и микровинт прижаты друг
к другу (в микрометре с интервалом
измерения 0 – 25 мм) или к поверхностям
установочных мер. Усилие прижима
ограничивается трещоткой. При правильной
установке нулевой штрих круговой шкалы
барабана должен совпадать с продольным
штрихом на стебле, а торец барабана с
нулевым штрихом основной шкалы.
В
противном случае необходимо застопорить
микровинт 3 (см. рис. 4.11) стопором 4 и,
придерживая барабан 6, ослабить
установочный колпачок 8. В этом случае
разъединяются микровинт 3 и барабан 6.
Установить барабан 6 в нужное положение
и затянуть колпачок 8. Стопор 4 отпустить.
Погрешности
наиболее распространенных микрометров
приведены в табл. 4.2.
Таблица 4.2
Допускаемые
погрешности микрометрических инструментов,
мкм
|
Тип микрометра |
Верхний предел |
Предел |
Допускаемое |
||||
|
по шкалам стебля |
по шкалам стебля |
по электронному |
|||||
|
1 |
2 |
1 |
2 |
||||
|
МК |
25 |
|
|
2,0 |
|||
|
50 |
|
||||||
|
75 |
|
3,0 |
|||||
|
100 |
|||||||
|
125;150 |
|
— |
4,0 |
||||
|
175;200 |
5,0 |
||||||
|
МК |
225;250 275;300; |
|
6,0 |
||||
|
400 |
|
— |
8,0 |
||||
|
500 |
10,0 |
||||||
|
600 |
|
12,0 |
|||||
|
МЛ |
5;10;25; |
— |
2,0 |
||||
|
МТ |
25 |
±2,0 |
|||||
|
МЗ |
25 |
||||||
|
50 |
|||||||
|
75 |
3,0 |
||||||
|
100 |
|||||||
|
МГ |
15;25 |
|
|
— |
|||
|
50 |
— |
— |
— |
— |
|||
|
МП |
10 |
2,0 |
Примеры условного
обозначения микрометров.
Микрометр
зубомерный с диапазоном измерения 25 –
50 мм с отсчетом по шкалам стебле и
барабана:
Микрометр МЗ 50
ГОСТ 6507-90.
Микрометр
листовой с диапазоном измерения 0 – 25
мм, первого класса точности с отсчетом
по цифровому отчетному устройству:
Микрометр
МЛЦ 25 – 1 ГОСТ 6507-90.
Микрометр
гладкий с диапазоном 125 – 150 мм и с
отсчетным устройством по шкалам стебля
и барабана с нониусом:
Микрометр
МКН 150 ГОСТ 6507-90.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Микрометр
Содержание: Скрыть Открыть

Микрометр – это универсальный измерительный прибор для высокоточного (с погрешностью от 2 до 50 мкм) определения линейного размера детали. Измерение может быть произведено абсолютным или относительным контактным методом с погрешностью достаточной для точной сборки узлов и станочного производства.
Класс точности и маркировка
Термин «класс точности» означает максимально допустимую погрешность прибора. Например, максимальная погрешность микрометра «МК25», имеющего первый класс точности, не должна превышать двух микрометров (±0,002миллиметра), тогда как у такого же прибора второго класса — четырех микрометров (±0,004миллиметра).
Маркировка измерителя выглядит следующим образом: «Микрометр МК25−1», где число 25 обозначает диапазон возможных измерений (от 0 до 25 миллиметров), а единица — класс точности. Кроме того, к названию добавляется шифр документа, определяющего условные обозначения этих приборов — «ГОСТ 6507−90».
Устройство и применение микрометров
Как универсальный измерительный инструмент применение микрометра возможно в любой области, где необходимо определение линейных размеров с точностью от 2 мкм. Это, в первую очередь, механическая обработка деталей, точная сборка узлов и механизмов, настройка работы промышленного оборудования и мн. другое.
Устройство микрометра достаточно простое, в конструкцию инструмента входит всего три основных элемента:
- Рама в виде полукруга оснащенная опорной стойкой (1) для фиксации измеряемой детали.
- Ручка, оснащенная трещоткой (6), неподвижным стеблем (4) со шкалой и измерительным барабаном (5).
- Винт (2) с неподвижной гайкой (3) для измерения линейных величин.
Замер с помощью микрометра выполняется посредством перемещения винта в неподвижной гайке. По углу оборота винта и определяется перемещение и рассчитывается линейный размер. Количество полных оборотов указано на стебле, доли – по круговой шкале на барабане. Инструмент также оснащен устройством кольцевой гайкой для фиксации.
Для обеспечения точности измерений передвижение микрометрического винта не должно превышать 25 мм. Поэтому микрометры выпускаются в пределах 0–25, 25–50 мм и т. д., до 300 мм, с дальнейшим шагом 100 мм. – 300–400, 400–500 и т. д.
Правильное использование и уход
Это очень точное и надёжное измерительное устройство. Однако, работа с микрометром, долговечность и функциональность, будет зависеть от правильного ухода:
- Прежде чем пытаться вращать трещотку, нужно обязательно разблокировать блокирующий зажим.
- Очистить измерительные поверхности чистой тканью до и после измерений.
- Необходимо периодически чистить винт, чтобы предотвратить попадание любых загрязняющих веществ.
- Не оставлять открытым микрометр на жарком солнце, тем более не выполнять измерения нагретым прибором. Это также приведёт к ошибочному чтению показателей.
Принцип действия микрометров
Для примера возьмём обычные механические гладкие микрометры, получившие наиболее широкое применение. Данный инструмент позволяет производить замер абсолютным и относительным способом. При абсолютном замере измеряемая деталь размещается между опорной стойкой и передвижным винтом. Полученный размер можно определить непосредственно по шкале. При относительном измерении определяется размер рядом распложенных предметов и затем вычисляется нужный параметр.
Сам замер производится в следующей последовательности:
- Проверить точность прибора. Необходимо закрутить винт и проверить – совпадает ли нулевая отметка на шкале барабана с горизонтальным штрихом на стебле.
- Если предел измерений более 25 мм, то для проверки необходимо использовать эталонные меры.
- При несовпадении меток необходимо отрегулировать стебель специальным ключом (входит в комплект).
- Перед началом измерения винт выкручивается до размера немного более размера детали.
- Измеряемая деталь размещается между винтом и неподвижным упором.
- Винт необходимо зажать с помощью трещотки до характерного звука срабатывания – трещотка начинает проворачиваться, закрутка микровинта останавливается после 3 щелчков.
- Определяем показание по трем шкалам. Первые две расположены на стебле и одна на барабане. По штрихам в верхней части шкалы определяется количество полных миллиметров. К ним прибавляем, если возможно, половину второй шкалы, т. е. ещё 0,5 мм.
- В завершение прибавляем значение со шкалы барабана в соответствие с ценой деления шкалы, например 0,01 мм.
- Окончательный итог определяется суммированием всех трех показаний.
- Для получения максимально точного результата рекомендуется проведение нескольких замеров с расчетом среднего значения.
Настройка прибора на ноль

Со временем измерительные поверхности могут изнашиваться, что увеличивает расстояние между двумя измерительными частями, поэтому нужна регулировка:
- Поместить чистый лист бумаги между винтом микрометра и пяткой.
- Закрутить барабан на конце до тех пор, пока он не будет слегка зажимать бумагу.
- Медленно вытащить бумагу, чтобы очистить внутренние поверхности пятки и винта.
- Затянуть барабан немного, чтобы полностью закрыть прибор.
- Убедиться, что поверхность винта находится в контакте с пяткой.
- Сравнить индексную линию на шкале с нулевой линией. Если две линии не совпадают, отрегулируйте прибор.
Типы микрометров
Для различных объектов измерения выпускаются следующие типы микрометров:
- Микрометры листовые – для замера толщины листов.
- Гладкие микрометры – для определения размера предметов с гладкой поверхностью.
- Микрометры рычажные – оснащены рычажно-зубчатой головкой для замера изделий со сложной конфигурацией.
- Трубные микрометры – для определения размеров стен труб.
- Проволочные и резьбомерные – для замера тонких изделий.
- Цифровые микрометры – оснащены электронной системой определения размера и цифровой шкалой.
Допустимые погрешности микрометра

Микрометр – Допустимые погрешности микрометра
Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.
Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Цифровая индикация
Сегмент измерительных приборов современного рынка инструментов предлагает микрометры, имеющие вместо шкал электронное табло для цифровой индикации измерений. Такие устройства определенно имеют ряд преимуществ в сравнении с их механическими аналогами:
- Цифровое отображение значений значительно упрощает процедуру измерения и минимизирует время считывания показаний.
- Электронные приборы имеют сравнительно малый предел допустимой погрешности и цену деления в один микрометр.
- Цифровые микрометры обеспечивают возможность проведения как абсолютных, так и относительных измерений, что чрезвычайно удобно при проведении технического контроля, выполнении расчетов высокого уровня сложности, разбраковке деталей и тому подобное.
- Способность некоторых приборов «запоминать» пределы допуска.
- Наличие разъема подключения компьютера, позволяющего анализировать статистику измерений с последующим составлением отчетов.
- Возможность использования наряду с метрической системой измерений английскую.
Справедливости ради следует отметить и наличие определенных недостатков, характерных для микрометров с цифровой индикацией измерений. Основной минус — это меньшая в сравнении с механическими приборами надежность, поскольку электронный инструмент более восприимчив к различного рода негативным факторам: ударам, падениям, повышенным температурам и влажности и так далее.
Устройства со штриховой плоскостью
Главные части — винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха — 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью — головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец — указатель для линейной плоскости. Для круговой плоскости указатель — продольная черта на линейной.
Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров — параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина — 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха — 0,01, 0,05 мм, нониус — 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров — до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
- «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Микрометричный глубиномер
Этот прибор состоит из базовой основы, в ней зафиксирован микроболт с измерительными границами в 25 мм, также есть заменяемые измерительные вставки различной длины. Предельный показатель замеров — 300 мм.
Такие приборы так же, как МК, являются механическими, цифровыми устройствами.
Неточность замеров с минимальной вставкой — 5 мм.
Погрешность включает в себя:
- Неточность измерительного узла.
- Неточности плоскостности, параллельности винта с пяткой. Они возникают при поворотных углах, стопорении. Такой вид неточности бывает разным в разнообразных формах (круглых, плоских). Также есть неточности объектов при усилии во время замера.
- Изменение скобы вследствие усилия.
- Неправильность мер установки.
- Неточность вследствие действия температуры, она характерна для больших приборов.
- В электронных приборах может возникнуть неисправность электродеталей.
Погрешность допускается для головки, в случае если она выступает отдельным устройством, в пределах установленных ГОСТом 6507-90. Есть специальные системы с границами погрешностей для приборов, Они имеют показатели, зависящие от границ замеров. Сетка неточностей указывает на допускаемую ошибку G прибора в пункте границ замеров.
Эти граничные показатели состоят из неточности микрометрического узла, неточности от деформации скоб прибора, от бугристости, непараллельности замеряемых плоскостей.
Калибрование, настройку (поверку) микрометра выполняют, используя показатели концевых мер в нескольких пунктах границ замеров, соответственно, ISO 3611:2010, DIN 863, ГОСТ 6207-90. Они берутся, чтобы узнать значение G, то есть предельную неточность устройства во всех пунктах диапазона замеров. Вот стандартные, желательные параметры под концевые меры замеров, под настройку устройства: 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9; 25 мм.
Подведение итогов
Проверяются неточности плоскостности-параллельности торца болта с пяткой при помощи трех, четырех плоскопараллельных оптических пластинок из стекла, вертикально градуированных в 1/4 или 1/3 хода микроболта (0,5 мм). Так, проверятся 3 или 4 места с полным его поворотом.
Чтобы осуществить поверку микрометра, плоскость фиксируют между пяткой и винтовым торцом. Сдвигая ее между измеряемыми плоскостями, определяют минимальное количество интерференционных колец на одной такой плоскости.
К числовому результату добавляют количество колец второй измерительной плоскости. Если световая волна имеет 640 Нм, то ширина одной полоски будет около 0, 32 мкм. Рекомендуется использовать под поверку калибрование сертифицированные меры.
Надо учесть, что МК имеют хорошую прослеживаемость при поверке погрешности или калибровке по сертифицированным мерам.
МК — это достаточно универсальный прибор. Его выпускают с усовершенствованными видами конструкций рабочих элементов, благодаря которым можно замерять детали различных нестандартных размеров, например, зубчатые поверхности.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Поверка микрометра — по МИ 782-85.
4.2. Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме: при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3)% при температуре 35 °С. Выдержка в климатической камере в каждом режиме 2 ч. После испытаний погрешность микрометра и параллельность плоских измерительных поверхностей не должна превышать значений, установленных в пп.2.1.1.3 и 2.1.1.4.
4.3. При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с² и частотой 80-120 ударов в минуту.
Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000. После испытаний микрометры должны соответствовать требованиям, установленным в пп.2.1.1.3 и 2.1.1.4.
Виды и типы микрометров и как выбрать
Микрометр – универсальный инструмент, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью, преобразовательным механизмом которого является микропара винт – гайка.
Микрометр в основном применяется для измерения наружных размеров с высокой точностью. В целом разделён на несколько основных частей и состоит из жесткой скобы, с одной стороны которой вмонтирована неподвижная пятка, а с другой находится подвижный измерительный стержень. Перемещения стержня осуществляется путем вращения микрометрического винта (отсюда и название инструмента). До 300 мм выпускаются с диапазоном измерения 25 мм, более – 100 мм. Высокое качество изготовления микровинтовой передачи позволяет снимать размеры с точностью от 0,01 мм до 0,001 мм. Самый распространенный тип – это гладкие микрометры МК, но помимо этого выпускается множество специальных видов для узкоспециализированных работ.
Согласно ГОСТ 13762-86 хранение и транспортировка микромера предусматривается на всех этапах эксплуатации в специальном чехле или футляре, на этапе транспортировки к месту сбыта хранение может осуществляться в упаковке.
Для получения верных показаний необходимо знать, как правильно пользоваться микрометром и в какой области он будет применяться– это поможет выбрать оптимальный вариант. Дело в том, что микрометр – очень точный измерительный прибор, и неправильная его эксплуатация неизбежно приведет к увеличению погрешности измерений. Во-первых, пользоваться микрометром полагается только в теплых помещениях (20±10°С), и если вы принесли его с холода, нужно подождать некоторое время, пока температура инструмента не сравняется с температурой окружающей среды. Затем необходимо проверить установку микрометра на ноль.
В целом, ГОСТ 6507-90 предусматривает, что микрометры допускается эксплуатировать при температуре окружающей среды от 10 до 30 °С и относительной влажности воздуха не более 80% при температуре 25 °С
В моделях с диапазоном измерений 0-25 мм измерительные поверхности сводятся вместе, в остальных моделях нужно использовать специальную установочную меру, идущую в комплекте, для установки измерительных поверхностей в минимальное положение (так, для диапазона 25-50 мм длина установочной меры будет 25 мм, для 50-75 – 50 мм и т.д.). В этом положении проверяется, показывает ли отсчетное устройство микрометра ноль. Если нет, необходимо произвести калибровку. Для этого в механических моделях используется идущий в комплекте ключик, позволяющий повернуть барабан и совместить нулевую риску; в электронных моделях все проще – нужно только нажать кнопку сброса на ноль. После выставления микрометра можно приступать к измерениям.
Во время работы для сведения пяток с измеряемым размером нужно пользоваться предусмотренным в конструкции специальным механизмом, нормирующим усилие зажима – трещоткой или фрикционом. Это позволяет всегда производить измерения с одинаковым усилием, избежав перетяга, что безусловно важно для обеспечения одинаковости показаний. Также во время измерений нужно держать микрометр за специальную изолирующую пластиковую накладку, расположенную на скобе, чтобы тепло от рук не повлияло на значения.
По способу снятия показаний все выпускаемые микрометры можно разделить на следующие группы:
Механические микрометры
Самый распространенный тип, размеры снимаются при помощи используемого в конструкции нониусного барабана. Позволяют производить измерения с точностью 0,01 мм. На стебле микрометрической головки и барабане нанесены шкалы, по которым и определяется размер. В качестве примера можно привести гладкие микрометры МК, модели МК-25, МК-50, МК-75 и т.д.
Электронные микрометры
Современная модель, для снятия размеров в которой используется электронное цифровое табло. Из плюсов – повышенная точность, до 0,001 мм, и простота в использовании. Кроме того, обладают функциями установки на ноль в любой точке, перевод миллиметры – дюймы, переключение между абсолютными и относительными измерениями, вывод данных на компьютер. В обозначение данного типа добавляется буква «Ц», так, для гладких электронных микрометров это будет МКЦ, и соответственно модели МКЦ-25, МКЦ-50, МКЦ-75 и т.д.
Стрелочные микрометры
Определение размеров происходит с использованием присутствующего в конструкции стрелочного индикатора. Среди представителей – листовые микрометры МЛ (модели МЛ-5, МЛ-10, МЛ-25) и рычажные микрометры МР и МРИ (модели МР-25, МР-50, МР-75, МР-100, МРИ-125, МРИ-150 и т.д.).
Как уже упоминалось, выпускается большое разнообразие микрометров. Для многих видов работ существует своя собственная, отличная от других, конструкция. Особенности заключаются в использовании специальных форм скоб и измерительных поверхностей, дополнительных механизмов, облегчающих работу. Вот основные типы микрометров, применяемых сегодня:
Комплектность
Таблица 8- Комплектность микрометров
| Наименование изделия | Количество, шт. | Примечание |
| 1 | 2 | 3 |
| Микрометр | 1 | |
| Мера установочная для микрометра:
— с верхним пределом измерения от 50 до 300 мм; |
1 | |
| — с верхним пределом измерения свыше 300 мм | 2 | |
| Г ильзы соединительные (для микрометра с верхним пределом измерения свыше 300 мм) | 4 | Поставляются в сборе с установочными мерами |
| Элемент питания | 1 | Для микрометра МК Ц |
| Ключ | 1 | |
| Ключ для установки пятки | 1 | Для микрометра МЛ |
| Футляр | 1 | |
| Руководство по эксплуатации | 1 | |
| Паспорт | 1 | Для микрометра МГ25 |
| Методика поверки | 1 | По заказу потребителя |
Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.
Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Сколько стоит микрометр ссср?
Микрометр
0 — 25 мм
СССР
гост 6507 — 53 – купить в Москве, цена 1 590 руб., дата размещения: 14.07.2021 – Измерительные инструменты
Интересные материалы:
Что такое импортировать закладки? Что такое импульсивное поведение? Что такое импульсивный? Что такое ингибировать? Что такое Интерфикс примеры? Что такое интерпретировать? Что такое интервал записи на видеорегистраторе? Что такое интервальный просмотр в Впр? Что такое Инверторное управление? Что такое ион и чем он отличается от атома?
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении)
. При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей
(плоских, цилиндрических, сферических)
. Также различными будут деформации этих деталей под действием измерительного усилия; - деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров)
является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера
(для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки)
; - погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1
. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия)
оговорен
ГОСТ 6507-78
«Микрометры с ценой деления
0,01 мм
. Технические условия» в виде предельной погрешности
δ= ±4 мкм
. Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациями
ИСО 3611-1978
, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G
микрометра в любой точке диапазона измерений
(25 мм)
указана в
Таблице 1
.
Таблица 1
| Диапазон измерения,мм | Предельно допустимая погрешность G , мкм |
Отклонение от параллельности и плоскостности винта и пятки,мкм |
| 0 – 50 | 4 | 2 |
| 50 – 100 | 5 | 2 |
| 100 – 150 | 6 | 3 |
| 150 – 200 | 7 | 4 |
| 200 – 250 | 8 | 4 |
| 250 – 300 | 9 | 5 |
| 300 – 350 | 10 | 5 |
| 350 – 400 | 11 | 6 |
| 400 – 450 | 12 | 6 |
| 450 – 500 | 13 | 7 |
Указанная в таблице предельно допустимая погрешность G
включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90
. Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения. Например, рекомендуемые размеры концевых мер длины для проверки микрометров –
3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм
.
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки)
необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в
1/4
или
1/3
шага микровинта
(0,5 мм)
. Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта. Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности. При длине волны света примерно
640 нм
ширина одной интерференционной полосы составляет
320 нм(0,32 мкм)
.
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм
, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до
300 мм
. Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом. Цена деления глубиномера –
0,01 мм
. Отклонение от плоскостности базирующей опоры –
2 мкм
. Допуск длины измерительных вставок
±(2 + L/75)
, где
L
– длина вставки. Погрешность измерения с самой маленькой вставкой –
5 мкм
.
ПРИЕМКА
3.1. Для проверки соответствия микрометра требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания.
(Измененная редакция, Изм. N 1).
3.2. Государственные испытания — по ГОСТ 8.001-80* и ГОСТ 8.383-80*.
* В Российской Федерации действуют ПР 50.2.009-94**.
** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081.
3.3. При приемочном контроле каждый микрометр проверяют на соответствие требованиям пп.2.1.1.2, 2.1.1.3 (за исключением проверки изменения показаний от изгиба скобы), 2.1.1.4-2.1.1.6, 2.1.1.8-2.1.1.12, 2.1.1.15, 2.1.1.17, 2.1.1.18, 2.1.2.2-2.1.2.5, 2.1.3.3, 2.1.4.1, 2.2, 2.3 и 2.4.
3.4. Периодические испытания проводят не реже раза в три года не менее чем на трех микрометрах каждого типа и класса точности из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта.Результаты испытаний считают удовлетворительными, если все испытанные микрометры соответствуют всем проверяемым требованиям.
(Измененная редакция, Изм. N 1).
3.5. (Исключен, Изм. N 1).
Устройства со штриховой плоскостью
Главные части – винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха – 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью – головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец – указатель для линейной плоскости. Для круговой плоскости указатель – продольная черта на линейной.
Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров – параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина – 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха – 0,01, 0,05 мм, нониус – 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров – до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Микрометр – что это такое: немного об истории прибора
В основе работы прибора простой, но эффективный механизм – винтовая пара. Все измерения проводятся контактным методом. Деталь зажимается тисками, а вращаемый винт в гайке, ширина шага которого варьируется, в зависимости от типа прибора, перемещается по оси.
Важно! Длина рабочего винта обычно составляет не более 25 мм, а микрометры производят различных типоразмеров, соответствующих диапазону измеряемых длин.
Кстати, винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. В те далекие времени она входила в устройство прицелов для пушек, а также геодезических инструментов. Патент на микрометр получил француз Пальмер в 1848 году. Но широкого применения он не получил. Только через 19 лет американские инженеры Луснан Шарпе и Джозеф Браун обратили внимание на устройство и организовали серийное производство микрометров.
Настройка микрометра на ноль
Рассмотрим подробно, как провести настройку микрометра на нулевую отметку, с рабочим диапазоном 0- 25:
| Иллюстрация | Описание действия |
| Перед выбором зазора до нуля необходимо почистить рабочую поверхность губок пятки и винта. Для этого чуть откручиваем винт, возьмем кусочек глянцевой бумажки (подойдет фрагмент обложки журнала или открытки). Зажимаем вместе с ним крепление и вытаскиваем бумажку. Таким образом мы очистим наш рабочий инструмент от возможных пыли, соринок и грязи. | |
|
|
Сводим пятку и винт, зажимаем фиксирующий винт. Это необходимо для того, чтобы закрепить наш прибор в дальнейшем на нулевой отметке. |
| С помощью специального ключа ослабляем барабан и снимаем его. Наша задача вернуть барабан в то положение, которое бы соотнеслось с нулевой меткой. | |
|
|
Для точной настройки торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха. |
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Поверка микрометра — по МИ 782-85.
4.2. Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме: при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3)% при температуре 35 °С. Выдержка в климатической камере в каждом режиме 2 ч. После испытаний погрешность микрометра и параллельность плоских измерительных поверхностей не должна превышать значений, установленных в пп.2.1.1.3 и 2.1.1.4.
4.3. При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с² и частотой 80-120 ударов в минуту.
Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000. После испытаний микрометры должны соответствовать требованиям, установленным в пп.2.1.1.3 и 2.1.1.4.
Цифровые изделия: нюансы
Счет по штриховочным шкалам микрометра порой неудобен. Если зрение нехорошее или освещение несильное, эту проблему решают электронные МК. Они мало разнятся от механических, плоскости со штрихами заменены инкрементными емкостями, индуктивными элементами преобразования, электронным блоком с цифровым табло. Преобразователь – это две дисковые пластины с проводами. Один диск двигается с болтом, другой – закреплен жестко, держится шпонкой. Они двигаются с болтом на весь его размер.
Скоба микрометров имеет процессорный узел, табло с показателями 0,01 или 0,001 мм, функцией установки нуля, есть также и возможности подключения к внешним вычислительным приборам. Прибор имеет питание от батареи со сроком службы в полтора года. Электромикрометры имеют границу замеров до 300 мм. Делают много разных модификаций, в них параметры могут различаться. Так, есть со сферическими плоскостями под замеры трубчатых элементов, с дисками – для замеров мягких предметов.
Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.
Устройство мкрометра с цифровой индикацией.
Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Устройства со штриховой плоскостью
Допустимые значения микрометра.
Главные части – винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха – 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью – головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец – указатель для линейной плоскости. Для круговой плоскости указатель – продольная черта на линейной.
Устройство микрометра.
Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров – параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина – 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха – 0,01, 0,05 мм, нониус – 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров – до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Вернуться к оглавлению
Цифровые изделия: нюансы
Микрометр (а) и примеры расчета по его шкале (б, в, г).
Счет по штриховочным шкалам микрометра порой неудобен. Если зрение нехорошее или освещение несильное, эту проблему решают электронные МК. Они мало разнятся от механических, плоскости со штрихами заменены инкрементными емкостями, индуктивными элементами преобразования, электронным блоком с цифровым табло. Преобразователь – это две дисковые пластины с проводами. Один диск двигается с болтом, другой – закреплен жестко, держится шпонкой. Они двигаются с болтом на весь его размер.
Скоба микрометров имеет процессорный узел, табло с показателями 0,01 или 0,001 мм, функцией установки нуля, есть также и возможности подключения к внешним вычислительным приборам. Прибор имеет питание от батареи со сроком службы в полтора года. Электромикрометры имеют границу замеров до 300 мм. Делают много разных модификаций, в них параметры могут различаться. Так, есть со сферическими плоскостями под замеры трубчатых элементов, с дисками – для замеров мягких предметов.
Вернуться к оглавлению
Микрометричный глубиномер
Этот прибор состоит из базовой основы, в ней зафиксирован микроболт с измерительными границами в 25 мм, также есть заменяемые измерительные вставки различной длины. Предельный показатель замеров – 300 мм.
Такие приборы так же, как МК, являются механическими, цифровыми устройствами.
Неточность замеров с минимальной вставкой – 5 мм.
Погрешность включает в себя:
- Неточность измерительного узла.
- Неточности плоскостности, параллельности винта с пяткой. Они возникают при поворотных углах, стопорении. Такой вид неточности бывает разным в разнообразных формах (круглых, плоских). Также есть неточности объектов при усилии во время замера.
- Изменение скобы вследствие усилия.
- Неправильность мер установки.
- Неточность вследствие действия температуры, она характерна для больших приборов.
- В электронных приборах может возникнуть неисправность электродеталей.
Погрешность допускается для головки, в случае если она выступает отдельным устройством, в пределах установленных ГОСТом 6507-90. Есть специальные системы с границами погрешностей для приборов, Они имеют показатели, зависящие от границ замеров. Сетка неточностей указывает на допускаемую ошибку G прибора в пункте границ замеров.
Эти граничные показатели состоят из неточности микрометрического узла, неточности от деформации скоб прибора, от бугристости, непараллельности замеряемых плоскостей.
Калибрование, настройку (поверку) микрометра выполняют, используя показатели концевых мер в нескольких пунктах границ замеров, соответственно, ISO 3611:2010, DIN 863, ГОСТ 6207-90. Они берутся, чтобы узнать значение G, то есть предельную неточность устройства во всех пунктах диапазона замеров. Вот стандартные, желательные параметры под концевые меры замеров, под настройку устройства: 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9; 25 мм.
Вернуться к оглавлению
Подведение итогов
Проверяются неточности плоскостности-параллельности торца болта с пяткой при помощи трех, четырех плоскопараллельных оптических пластинок из стекла, вертикально градуированных в 1/4 или 1/3 хода микроболта (0,5 мм). Так, проверятся 3 или 4 места с полным его поворотом.
Чтобы осуществить поверку микрометра, плоскость фиксируют между пяткой и винтовым торцом. Сдвигая ее между измеряемыми плоскостями, определяют минимальное количество интерференционных колец на одной такой плоскости.
К числовому результату добавляют количество колец второй измерительной плоскости. Если световая волна имеет 640 Нм, то ширина одной полоски будет около 0, 32 мкм. Рекомендуется использовать под поверку калибрование сертифицированные меры.
Надо учесть, что МК имеют хорошую прослеживаемость при поверке погрешности или калибровке по сертифицированным мерам.
МК – это достаточно универсальный прибор. Его выпускают с усовершенствованными видами конструкций рабочих элементов, благодаря которым можно замерять детали различных нестандартных размеров, например, зубчатые поверхности.
Это измерительное устройство предназначено для точного измерения, поэтому надо знать погрешность микрометра. Он придуман ученым Лораном Палмером в XIX веке, именовался сначала круговым штангенциркулем с нониусом. Им заинтересовались американцы, увидев на Парижской выставке, после этого начались его производство и продвижение.Теперь это обычный, практичный и популярный инструмент для замеров диаметра снаружи детали, ее толщины, ширины. Конструкция проста. Прибор быстро измеряет с весьма высокой точностью.

Незаменим для производственного цеха, в линейных замерах. Известен каждому станочнику, слесарю, конструктору. Разнообразен по своей конструкции. Универсальный диапазон поверхностей, измеряемых им, очень широк.
На выпуске МК специализируются известные компании: швейцарская Tesa, японская Mitutoyo, германская CarlMahr, отечественные ЧИЗ и КРИН. К китайским относятся осторожно.
Качество их высокое, они имеют шлифовальный вид, отсутствие зазоров прилегания рабочих частей, исполняются из особо прочных, твердых металлов. Это обеспечивает продвижение болта, не деформируя торцевую плоскость. Он абсолютно антикоррозийный, износоустойчивый. Инструмент соблюдает правило Аббе, повышающее точность.
Есть два типы МК:
- механические, имеют штриховую плоскость, нониус;
- цифровые или электронные.
Они с аналоговыми или цифровыми индикациями.
Сколько стоит микрометр ссср?
Микрометр
0 — 25 мм
СССР
гост 6507 — 53 – купить в Москве, цена 1 590 руб., дата размещения: 14.07.2021 – Измерительные инструменты
Интересные материалы:
Что такое импортировать закладки? Что такое импульсивное поведение? Что такое импульсивный? Что такое ингибировать? Что такое Интерфикс примеры? Что такое интерпретировать? Что такое интервал записи на видеорегистраторе? Что такое интервальный просмотр в Впр? Что такое Инверторное управление? Что такое ион и чем он отличается от атома?
Устройства со штриховой плоскостью

Главные части – винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха – 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью – головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец – указатель для линейной плоскости. Для круговой плоскости указатель – продольная черта на линейной.

Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров – параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина – 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха – 0,01, 0,05 мм, нониус – 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров – до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Устройство гладкого микрометра типа мк-25
Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:

- Скоба. Она должна быть жесткой, поскольку её малейшая деформация приводит к соответствующей ошибке измерения.
- Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с большим диапазоном измерений (500 – 600 мм, 700 – 800 мм и т.д.).
- Микрометрический винт, который перемещается при вращении трещотки 7.
- Стопорное устройство. У микрометра на рисунке оно выполнено в виде винтового зажима. Используется для фиксации микрометрического винта при настройке прибора или снятии показаний.
- Стебель. На него нанесены две шкалы: пронумерованная (основная) показывает количество целых миллиметров, дополнительная – количество половин миллиметров.
- Барабан, по которому отсчитывают десятые и сотые доли миллиметра. Торец барабана также является указателем для шкалы стебля 5.
- Трещотка для вращения микрометрического винта 3 и регулировки усилия, прикладываемого к измерительным поверхностям прибора.
- Эталон, который служит для проверки и настройки инструмента. Не предусмотрен для некоторых моделей микрометров МК-25.
Цифровые изделия: нюансы

Счет по штриховочным шкалам микрометра порой неудобен. Если зрение нехорошее или освещение несильное, эту проблему решают электронные МК. Они мало разнятся от механических, плоскости со штрихами заменены инкрементными емкостями, индуктивными элементами преобразования, электронным блоком с цифровым табло. Преобразователь – это две дисковые пластины с проводами. Один диск двигается с болтом, другой – закреплен жестко, держится шпонкой. Они двигаются с болтом на весь его размер.
Скоба микрометров имеет процессорный узел, табло с показателями 0,01 или 0,001 мм, функцией установки нуля, есть также и возможности подключения к внешним вычислительным приборам. Прибор имеет питание от батареи со сроком службы в полтора года. Электромикрометры имеют границу замеров до 300 мм. Делают много разных модификаций, в них параметры могут различаться. Так, есть со сферическими плоскостями под замеры трубчатых элементов, с дисками – для замеров мягких предметов.
Микрометричный глубиномер
Этот прибор состоит из базовой основы, в ней зафиксирован микроболт с измерительными границами в 25 мм, также есть заменяемые измерительные вставки различной длины. Предельный показатель замеров – 300 мм.
Такие приборы так же, как МК, являются механическими, цифровыми устройствами.
Неточность замеров с минимальной вставкой – 5 мм.
Погрешность включает в себя:
- Неточность измерительного узла.
- Неточности плоскостности, параллельности винта с пяткой. Они возникают при поворотных углах, стопорении. Такой вид неточности бывает разным в разнообразных формах (круглых, плоских). Также есть неточности объектов при усилии во время замера.
- Изменение скобы вследствие усилия.
- Неправильность мер установки.
- Неточность вследствие действия температуры, она характерна для больших приборов.
- В электронных приборах может возникнуть неисправность электродеталей.
Погрешность допускается для головки, в случае если она выступает отдельным устройством, в пределах установленных ГОСТом 6507-90. Есть специальные системы с границами погрешностей для приборов, Они имеют показатели, зависящие от границ замеров. Сетка неточностей указывает на допускаемую ошибку G прибора в пункте границ замеров.
Эти граничные показатели состоят из неточности микрометрического узла, неточности от деформации скоб прибора, от бугристости, непараллельности замеряемых плоскостей.
Калибрование, настройку (поверку) микрометра выполняют, используя показатели концевых мер в нескольких пунктах границ замеров, соответственно, ISO 3611:2010, DIN 863, ГОСТ 6207-90. Они берутся, чтобы узнать значение G, то есть предельную неточность устройства во всех пунктах диапазона замеров. Вот стандартные, желательные параметры под концевые меры замеров, под настройку устройства: 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9; 25 мм.
Особенности применения микрометров:
- Перед проведением измерений необходимо чтобы деталь и прибор имели одинаковую температуру. Для этого они должны находиться в одном помещении не менее 3 часов.
- Замер необходимо производить в чистом окружении, прибор и деталь должны быть очищены от загрязнений.
- Определение размеров партии однотипных деталей рекомендуется производить одним прибором.
- Нельзя прикладывать чрезмерные усилия к трещотке и винту.
- Для получения максимально точного результата проведите несколько замеров.
Хранение и уход за прибором необходимо производить в строгом соответствии с требованиями производителя.
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении)
. При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей
(плоских, цилиндрических, сферических)
. Также различными будут деформации этих деталей под действием измерительного усилия; - деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров)
является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера
(для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки)
; - погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1
. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия)
оговорен
ГОСТ 6507-78
«Микрометры с ценой деления
0,01 мм
. Технические условия» в виде предельной погрешности
δ= ±4 мкм
. Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациями
ИСО 3611-1978
, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G
микрометра в любой точке диапазона измерений
(25 мм)
указана в
Таблице 1
.
Таблица 1
| Диапазон измерения,мм | Предельно допустимая погрешность G , мкм |
Отклонение от параллельности и плоскостности винта и пятки,мкм |
| 0 – 50 | 4 | 2 |
| 50 – 100 | 5 | 2 |
| 100 – 150 | 6 | 3 |
| 150 – 200 | 7 | 4 |
| 200 – 250 | 8 | 4 |
| 250 – 300 | 9 | 5 |
| 300 – 350 | 10 | 5 |
| 350 – 400 | 11 | 6 |
| 400 – 450 | 12 | 6 |
| 450 – 500 | 13 | 7 |
Указанная в таблице предельно допустимая погрешность G
включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90
. Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения. Например, рекомендуемые размеры концевых мер длины для проверки микрометров –
3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм
.
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки)
необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в
1/4
или
1/3
шага микровинта
(0,5 мм)
. Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта. Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности. При длине волны света примерно
640 нм
ширина одной интерференционной полосы составляет
320 нм(0,32 мкм)
.
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм
, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до
300 мм
. Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом. Цена деления глубиномера –
0,01 мм
. Отклонение от плоскостности базирующей опоры –
2 мкм
. Допуск длины измерительных вставок
±(2 + L/75)
, где
L
– длина вставки. Погрешность измерения с самой маленькой вставкой –
5 мкм
.
Проверка точности микрометра и особенности измерений
Можно проверить настройки инструмента, закрутив барабан и трещотку до упора, до соприкосновения с пяткой или с установочной мерой для других приборов. На нулевом положении 0-е значение круговой шкалы должно совпадать с центральной меткой на стебле.
Для прибора М25 с пределом измерений 0 до 25 мм винт должен упереться в пятку. Для других приборов используются установочные меры равные минимальному значению показаний. Так, для М50 с пределом 25-50 используется установочная мера равная 25 мм. При неточном совпадении шкалы с меткой стебель можно подкрутить специальным ключом.
Как использовать микрометр

На рисунке выше представлено наименование основных узлов ручного микрометра. Также существуют инструменты с приборной круговой и электронной шкалой, но что касается правил замера то они идентичны, а процесс определения результата там гораздо проще, чем на ручном микрометре, достаточно лишь зафиксировать результаты приборов.
Конструкцию и процесс применения микрометра вы можете изучить по представленному ниже видео.
Сама схема замера достаточно простая, но необходимо точно соблюдать последовательность чтобы не исказить конечный результат:
- Установите замеряемую деталь между пяткой и микрометрическим винтом. Учтите, что максимальный ход винта составляет 25 мм. Поэтому размер детали не должен быть более чем на 25 мм меньше максимального расстояния между пяткой и винтом. Соответственно для микрометра М50 замеряемый размер должен быть не менее 25 мм.
- Держите инструмент за изолированную часть дуги. Иначе возможен нагрев корпуса и искажение результата.
- Понемногу вращайте барабан, пока винт не приблизится к поверхности замеряемой детали.
- Далее вращаем трещотку до упора по часовой стрелке, держась за нарезку. Винт окончательно считается зафиксированным при характерном звуке проворачиваемой трещотки.

- Фиксируем показатели верхней и нижней шкал на линейке, и круговой шкалы на барабане. Это необходимо для дальнейшего определения размера.
Подведение итогов
Проверяются неточности плоскостности-параллельности торца болта с пяткой при помощи трех, четырех плоскопараллельных оптических пластинок из стекла, вертикально градуированных в 1/4 или 1/3 хода микроболта (0,5 мм). Так, проверятся 3 или 4 места с полным его поворотом.
Чтобы осуществить поверку микрометра, плоскость фиксируют между пяткой и винтовым торцом. Сдвигая ее между измеряемыми плоскостями, определяют минимальное количество интерференционных колец на одной такой плоскости.
К числовому результату добавляют количество колец второй измерительной плоскости. Если световая волна имеет 640 Нм, то ширина одной полоски будет около 0, 32 мкм. Рекомендуется использовать под поверку калибрование сертифицированные меры.
Надо учесть, что МК имеют хорошую прослеживаемость при поверке погрешности или калибровке по сертифицированным мерам.
МК – это достаточно универсальный прибор. Его выпускают с усовершенствованными видами конструкций рабочих элементов, благодаря которым можно замерять детали различных нестандартных размеров, например, зубчатые поверхности.
К основным
микрометрическим инструментам относятся:
микрометры, микрометрические глубиномеры,
микрометрические нутромеры.
4.2.1. Микрометры
Конструкции
микрометров разнообразны. ГОСТ 6507
устанавливает следующие типы микрометров:
МК
– микрометры гладкие для измерения
наружных размеров изделий;
МЛ – микрометры
листовые с циферблатом для измерения
толщины листов и лент;
МТ – микрометры
трубные для измерения толщины стенок
труб с внутренним диаметром от 12 мм и
более;
МЗ – микрометры
зубомерные для измерения длины общей
нормали;
МГ – микрометрические
головки для измерения перемещения;
МП – микрометры
для измерения толщины проволоки.
Кроме
того, по ГОСТу 4380 выпускают микрометры
со вставками (МВ), предназначенные для
измерения резьбы и мягких материалов;
по ГОСТу 11195 – микрометры настольные
(МГ) и по ГОСТу 4381 – микрометры рычажные
(МР).
Рис. 4.11. Микрометр
гладкий
Микрометры
гладкие МК (рис.
4.11). Предназначены для измерения наружных
размеров изделий. К основным деталям и
узлам относятся скоба 1, пятка 2, микровинт
3, стопор 4 винта, стебель 5, барабан 6 и
трещотка 7. Барабан закреплен на микровинте
с помощью установочного колпачка
8(стопорной гайки).
Пределы измерений
гладких микрометров зависят от размера
скобы и составляют 0-25; 25-50; . . .; 275-300 мм
(рис. 4.12,а) и 300-400; 400-500 и 500-600
мм(рис.4.12,б). Микрометры для размеров
более 300 мм оснащены сменными или
передвижными пятками, обеспечивающими
изменение диапазона измерений на 100 мм.
а б
Рис. 4.12. Микрометры
гладкие
Микрометрические
инструменты выпускают 1 и 2 классов
точности. Класс точности определяют
допустимую погрешность прибора. Например,
допустимая погрешность гладких
микрометров до 100 мм составляет для 1
класса ± 2,5 мкм, для
2 класса — ± 4 мкм (ГОСТТ
6507).
Микрометры
листовые с циферблатом МЛ (рис. 4.13)
применяют для измерения толщины листов
и лент. Отличительными особенностям
являются увеличенный вылет скобы,
сферическая измерительная поверхность
пятки и отсчетное устройство, выполненное
в виде неподвижного циферблата и стрелки,
вращающейся вместе с барабаном.
Рис. 4.13. Микрометр
листовой МЛ
Микрометры
трубные МТ
(рис. 4.14) используются для измерения
толщины стенок труб с внутренним
диаметром 12 мм и более. У них пятка имеет
сферическую форму, а скоба в месте
крепления пятки сделана тонкой для
измерения труб небольшого диаметра.
|
Рис. 4.14. |
Рис. 4.15. Микрометр зубомерный МЗ |
Микрометр зубомерный
МЗ (рис.4.15) предназначен для измерения
длины общей нормали зубчатых колес.
Измерительная губка микрометрического
винта и пятка имеют параллельные
измерительные поверхности тарельчатой
формы, что позволяет разместить их по
длине общей нормали между зубьями
зубчатого колеса.
Микрометр
МП (рис.4.16) предназначен для измерения
диаметра проволоки. Вместо скобы он
имеет корпус 1, в котором перемещается
микрометрический винт.
Рис. 4.16. Микрометр
МП
Микрометры
со вставками МВ
(ГОСТ 4380) выпускают трех типов:
МВМ – микрометры
со вставками для измерения среднего
диаметра метрических, дюймовых и трубных
резьб (рис. 4.17);
МВТ – микрометры
со вставками для измерения среднего
диаметра трапециидальных резьб и с
шаровыми вставками для измерения
фасонных деталей;
Рис. 4.17. Микрометр
со вставками для измерения среднего
диаметра резьб
МВП – микрометры
с плоскими вставками для измерения
деталей из мягких материалов (рис. 4.18).
Рис. 4.18. Микрометр
со вставками для измерения мягких
материалов
Конструкция
микрометра МВ аналогична конструкции
микрометра МЗ. Отличие заключается в
том, что вместо тарельчатых измерительных
губок в микровинты и пятки вставляются
вышеперечисленные вставки.
Микрометры
рычажные (ГОСТ
4381) выпускают двух типов:
МР – микрометр
рычажный с отчетным устройством,
встроенным в скобу (рис. 4.19);
МРИ – микрометры
рычажные, оснащенные отчетным устройством,
которое вставлено в скобу по оси измерения
(рис. 4.20).
Рис. 4.19. Микрометр
рычажный с отчетным устройством,
встроенным в скобу
Рис. 4.20. Микрометры
рычажные, оснащенные отчетным устройством,
которое
вставлено в скобу по оси измерения
Микрометры
рычажные
предназначены для измерения линейных
наружных размеров прецизионных деталей
методом, как непосредственной оценки,
так и сравнения с мерой, в условиях
массового производства точного
машиностроения и приборостроения. В
конструкциях приборов использованы
унифицированные рычажно-зубчатые
отсчетные устройства с ценой деления
0,001, 0,002 и 0,01 мм.
Все микрометры
могут быть изготовлены:
с ценой деления
0,01 мм — при отсчете показаний по шкалам
стебля и барабана (рис. 4.21);
со значением
отсчета по нониусу 0,001 мм – при отсчете
показаний по шкалам стебля и барабана
с нониусом (рис. 4.22);
с
шагом дискретности 0,001 мм – при отсчете
показаний по электронному цифровому
отчетному устройству (рис. 4.23).
В
первом случае (рис. 4.21) на стебле вдоль
продольного штриха нанесена основная
шкала прибора с ценой деления а
= 0,5 мм и пределом измерений 25 мм. Для
удобства отсчета четные штрихи шкалы,
имеющие целые значения миллиметров,
отложены снизу продольного штриха. На
коническом срезе барабана нанесено 50
делений круговой шкалы с ценой деления
С, равной 0,01 мм. При одном обороте
барабана микровинт перемещаются на
одно деление основной шкалы (на 0,5 мм).
Торец барабана является указателем для
основной шкалы, а продольный штрих на
стебле – указателем для круговой шкалы.
|
Рис. 4.21. Шкала и барабана |
Рис. по |
Рис. 4.23. Микрометр
с цифровым отчетным устройством
При измерении
изделие помещают без перекоса между
пяткой и микровинтом и, вращая барабан
за трещотку до тех пор, пока она не начнет
проворачиваться, плотно прижимают
измерительные поверхности прибора к
поверхности изделия. Ближайший к торцу
барабана штрих основной шкалы показывает
число целых долей миллиметров, если это
нижний штрих шкалы (см. рис. 4.21), или число
целых и половинных долей миллиметра в
размере, если это верхний штрих (на рис.
4.21 показано 4,5 мм). К отсчету по основной
шкале прибавляют отсчет по круговой
шкале, равный произведению цены деления
с на номер деления, который находится
напротив продольного штриха. Отсчет на
рис. 4.21 следует считать: 4,5 + 0,01 * 44 = 4,94
мм.
Перед
измерением микрометры устанавливают
в исходное (нулевое) положение, при
котором пятка и микровинт прижаты друг
к другу (в микрометре с интервалом
измерения 0 – 25 мм) или к поверхностям
установочных мер. Усилие прижима
ограничивается трещоткой. При правильной
установке нулевой штрих круговой шкалы
барабана должен совпадать с продольным
штрихом на стебле, а торец барабана с
нулевым штрихом основной шкалы.
В
противном случае необходимо застопорить
микровинт 3 (см. рис. 4.11) стопором 4 и,
придерживая барабан 6, ослабить
установочный колпачок 8. В этом случае
разъединяются микровинт 3 и барабан 6.
Установить барабан 6 в нужное положение
и затянуть колпачок 8. Стопор 4 отпустить.
Погрешности
наиболее распространенных микрометров
приведены в табл. 4.2.
Таблица 4.2
Допускаемые
погрешности микрометрических инструментов,
мкм
|
Тип микрометра |
Верхний предел |
Предел |
Допускаемое |
||||
|
по шкалам стебля |
по шкалам стебля |
по электронному |
|||||
|
1 |
2 |
1 |
2 |
||||
|
МК |
25 |
|
|
2,0 |
|||
|
50 |
|
||||||
|
75 |
|
3,0 |
|||||
|
100 |
|||||||
|
125;150 |
|
— |
4,0 |
||||
|
175;200 |
5,0 |
||||||
|
МК |
225;250 275;300; |
|
6,0 |
||||
|
400 |
|
— |
8,0 |
||||
|
500 |
10,0 |
||||||
|
600 |
|
12,0 |
|||||
|
МЛ |
5;10;25; |
— |
2,0 |
||||
|
МТ |
25 |
±2,0 |
|||||
|
МЗ |
25 |
||||||
|
50 |
|||||||
|
75 |
3,0 |
||||||
|
100 |
|||||||
|
МГ |
15;25 |
|
|
— |
|||
|
50 |
— |
— |
— |
— |
|||
|
МП |
10 |
2,0 |
Примеры условного
обозначения микрометров.
Микрометр
зубомерный с диапазоном измерения 25 –
50 мм с отсчетом по шкалам стебле и
барабана:
Микрометр МЗ 50
ГОСТ 6507-90.
Микрометр
листовой с диапазоном измерения 0 – 25
мм, первого класса точности с отсчетом
по цифровому отчетному устройству:
Микрометр
МЛЦ 25 – 1 ГОСТ 6507-90.
Микрометр
гладкий с диапазоном 125 – 150 мм и с
отсчетным устройством по шкалам стебля
и барабана с нониусом:
Микрометр
МКН 150 ГОСТ 6507-90.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #