ВОПРОС Настройка щупа
Привет, помогите новичку. В программе Candle есть кнопка щупа но у меня она не работает.
Если в поле Команда щупа написано J=G21G91G38.2Z-30F100; J=G91G0Z1; J=G91G38.2Z-2F10
то выдаёт:
J=G21G91G38.2Z-30F100 < error:2
J=G91G0Z1 < error:2
J=G91G38.2Z-2F10 < error:2
А если в поле Команда щупа написано G21G91G38.2Z-30F100; G91G0Z1; G91G38.2Z-2F10
то выдаёт:
G21G91G38.2Z-30F100 < ALARM:4
ok
G91G0Z1 < error:9
G91G38.2Z-2F10 < error:9
МОИ НАСТРОЙКИ
Темы из этой же категории
- Авария шпинделя.
- Очистка шпинделя с водяным охлаждением
- Красная плата зависает после 15 минут работы
- Драйвер ТВ6600 (обновлённый, на TB67S109AFTG).
- bluetooth продолжительное движение не работает
chignon
chignon
МЕСТНЫЙ
ПРОВЕРЕННЫЙ
О, а что такое «J=» ??
Ниже команды правильные, только сомнительно насчет скорости по умолчанию, быстровато, мне кажется, отскок большой и инструменту не очень, но в принципе все верно, а что алярма — не словило, значит, контакт, не сработало. А дальше, в этом случае, и будут эрроры.
Как обновить прошивку на телевизоре Samsung Прошивка телевизоров Самсунг
Andrey89
Andrey89
ТОЛЬКО ВОТ.
ПРОВЕРЕННЫЙ
J я брал из 145 поста по етой ссылке https://cnc3018.ru/threads/nastrojka-koncevikov-na-stanke.104/page-10
Скорость там я оставил по умолчанию, но думаю дело не в ней потому что станок не шевелиться а аларм сразу вылетает.
trew21
trew21
ЗНАЕТ ЧТО ГОВОРИТ
НАШ ЧЕЛОВЕК
Хм что то я ничего не менял, стандартно, и все устраивало
G21G91G38.2Z-30F100; G0Z1; G38.2Z-2F10
Andrey89
Andrey89
ТОЛЬКО ВОТ.
ПРОВЕРЕННЫЙ
Хм что то я ничего не менял, стандартно, и все устраивало
G21G91G38.2Z-30F100; G0Z1; G38.2Z-2F10
У меня и так и так ерор.
Может дело в железе. У меня ардуино уно и снс шылд.
Andrey89
Andrey89
ТОЛЬКО ВОТ.
ПРОВЕРЕННЫЙ
Фууух розобрался, порт ардуинки сгорел
UD0CAG
UD0CAG
МЕСТНЫЙ
ПРОВЕРЕННЫЙ
Фууух розобрался, порт ардуинки сгорел
Ничо се. Ардуинка сгорела. И часто такое бывает ? Что причиной ? Как лечится ? Заменой ? Чего на что ? Просто весьма далёк от программирования, все навыки, это воткнуть микросхему в MiniPRO, выбрать её тип и. всё. Для работы как правило хватает. Ох зря я влез в этот департамент.
Виталий
Виталий
МЕСТНЫЙ СТАРОЖИЛА
НАШ ЧЕЛОВЕК
Фууух розобрался, порт ардуинки сгорел
Каким образом это выяснилось?
OlegK
OlegK
Младший ненаучный сотрудник
МОДЕРАТОР
Ничо се. Ардуинка сгорела. И часто такое бывает ? Что причиной ? Как лечится ? Заменой ? Чего на что ?
Бывает, иногда.
По разным причинам. «Ардуинка» состоит не только из микросхемы контроллера — бывает, что дохнет кварц или USB-UART конвертер или непропаи на плате или с питанием чего. да много ещё чего бывает. Процессор может умереть не полностью, а только конкретный пин — из-за статики, к/з или превышения напряжения.
Для справки:
пин — это функциональный вывод микроконтроллера
порт — группа из 8 штук функциональных пинов
В данном случае, по моему разумению, умер пин, к которому подключается щуп Z.
В таком случае можно переназначить на другой свободный (или малозначимый) аналоговый пин, сделав изменения в исходниках, с последующей загрузкой в МК.
Или заменой все платы или только МК.
Vlaxa
Vlaxa
ЗНАЕТ ЧТО ГОВОРИТ
НАШ ЧЕЛОВЕК
Источник: cnc3018.ru
- Ответить в тему
- Создать тему
Рекомендованные сообщения
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения
Ошибок в расчете на нашел. Разница в плотностях. даже разница в 0.001 в плотности дает большое расхождение в итоге. Критерий истины — практика. Что могли бы показать реальные измерения давления и т.п. Вопрос ко всем участникам, к практикам особенно. Описка. надо . не нашел
Я их не запоминаю, ибо они отсутствуют. Откройте любое обучающее видео по NX со старым интерфейсом и сравните. Кучу всего, из того что там показано, поисковик в NX не находит. Я об этом и говорил. Работаю и кайфую. Нашел пока не всё что было нужно, но вполне достаточно для моих задач.
А любителю больше и не нужно. Остальное придет со временем, с опытом. Потыкаешь, покрутишь и поймешь, что и как работает. Главное то, что NX работает без проблем и ошибок, тогда как Компас у меня всю кровь выпил. А мне больше и не нужно.
А функции я изучаю по мере возникновения потребности в них, это самый эффективный метод обучения.
Я изучал уравнение Менделева-Клайперона для идеального газа очень, очень давно(1970-1972) и по жизни не был связан с подобными задачами. Поэтому с моей стороны грубые ошибки не исключены. Как и у Вас — это было первое, что пришло мне в голову и я просчитывал этот вариант.
Вот мой 1-ый вариант по уравнению Менделеева-Клапейрона для идеального газа Имеем: (1) p*V=m/M*R*T — уравнение Менделеева-Клапейрона (2) p=(m/V)/M*R*T — разделили обе части уравнения (1) на V (3) p=ro/M*R*T — учли, что по определению плотность ro=m/V (4) Text=273.15-2.3 = 270.85 K — внешняя(на улице) температура в K; (5) Tint=273.15+25.2 = 298.35 K — внутренняя(на кухне) температура в K; (6) R=8.314 дж*(моль*K) (6) Ma=0.02898 кг/моль — средняя молярная масса воздуха https://ru.wikipedia.org/wiki/Воздух (7) roext(-2.3 С)= 1.304 кг/м^3 калькулятор здесь https://aboutdc.ru/page/1755.php (8) roint(25.2 С)= 1.184 кг/м^3 калькулятор здесь https://aboutdc.ru/page/1755.php (9) paext=(roext/Ma)*R*Text давление воздуха с внешней стороны согласно (3) (10) paint=(roint/Ma)*R*Tint давление воздуха с внутренней стороны согласно (3) (11) paint-paext=(roint/Ma)*R*Tint-(roext/Ma)*R*Text (12) paint-paext=R/Ma*(roint*Tint-roext*Text) (12) paint-paext=8.314/0.02898*(1.184*298.35-1.304*270.85)=16.6394755 Pa Как видите очень большое расхождение с Вашим результатом. Чей результат правильный?
Если моя ошибка, то где? Но этот вариант я забраковал, т.к., уравнение для идеального газа. Позже я взял 2-ой вариант для реального газа и получил приблизительно 13 Pa. Но есть мысли насчет 3-го варианта. Предположительно, результат будет раза в 2 меньше.
Приветствую Как отобразить Примечания (Размеры элементов) только для одной детали в сборке? Потому что как только на уровне Детали выбираю Примечания — отобразить Размеры элементов, так сразу во всей сборке, во всех деталях отображаются размеры и засоряют своим видом Сборку Уберу на уровне Детали отображение — Размеры элементов пропадают во всех деталях Сборки
Приветсвую В Сборке есть 10 элементов, которые крепятся на одну Деталь болтовым соединением с растоянием 50 мм в Уравненни Детали указываю глобальные пременные — кол-во отверстий N = 10, расстояние между отверстиями L=50 мм а вот в Уравненн Сборке при построении массва элементов я не могу сослаться (выбрать кликом) эти константы Детал (N = 10, L=50 мм) Пришлось и в Уравненн Сборке при построении массва элементов прописывать глобальные пременные N = 10, расстояние L=50 мм и даже при том, что глобальные пременные назначен одними и теми же буквами — они живут сами по себе меняю я в Сборке N = 12 и L 60мм — сборка перестраивается, а отверстия в Детали — нет Приходится заходить в Деталь и менять вручную N = 12 и L 60мм Вопрос: как прописать глобальные пременные (константы) так, чтобы они читались сразу и в Сборке и в ПодСборках и Деталях
Здравствуйте,Помогите пожалуйста постпроцессором на токарный станок с приводным инструментом со стойкой Fanuc Oi TF
Например. на самом деле компас очень похож, то чем вы пользовались в компасе можно найти за пару дней в NX, только вот это будет 0.001% функционала. А остальное без документации, консультаций невозможно разобрать. Колоссальный объём информации нужно изучить, а иначе это будет тот же компас только с другими «кнопками».

Одна из задач курса Coffee break for Python прекрасно подходит для всех тех, кто программирует станки с ЧПУ: Напишите программу, которая по направлениям двух осей координат из трёх правой пространственной системы координат определит куда направлена неуказанная ось. На вход программы подаются имена двух осей (из трёх X, Y, Z) с соответствующими им направлениями. Необходимо вывести направление третьей оси. Примеры: X вправо Y вверх -> назад Y вперёд Z влево -> вверх И, конечно, записывайтесь на курсы обучения для того, чтобы в новом году владеть ещё одним инструментом эффективного программирования станков: Программирование станка с системой ЧПУ FANUC (и Sinumerik) Параметрическое программирование станков с ЧПУ FANUC Sinumerik: расширенное программирование
Источник: cccp3d.ru
Излечение ошибки 00600 G92 Audi A6 C4 ABC

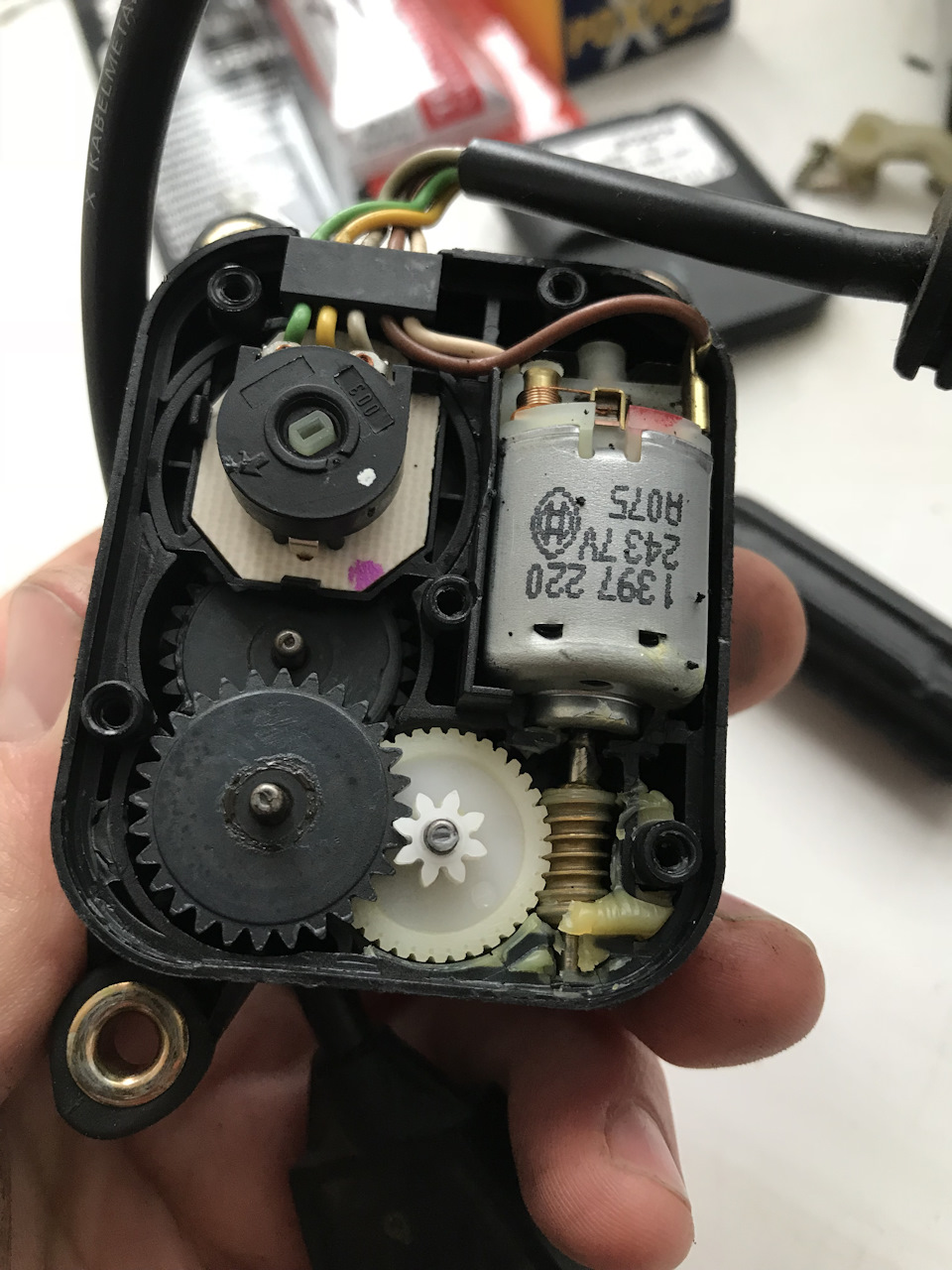
Сегодня устранил ошибку «00600 Патенцомер электродвигателя заслонки регулирования температуры G-92 37-10-неисправен — Спорадическая», которую выявил с помощью Вагкома, в работе климата я изменений не заметил, как бы все итак нормально было, но не люблю, когда диагностика выдаёт ошибки, поэтому узнав из просторов интернета, что пациент G92, это моторчик печки находящийся под капотом со стороны трапеции дворников я его начал лечить, а точнее нужно было почистить его.

Полный размер
Блок управления заслонками g92
Снял весь пластик, дворники, открутил защитную крышку, далее блок управления заслонками и понёс его в тёплый дом.

Полный размер
Полный размер
Открутил и снял крышку
Полный размер

Полный размер
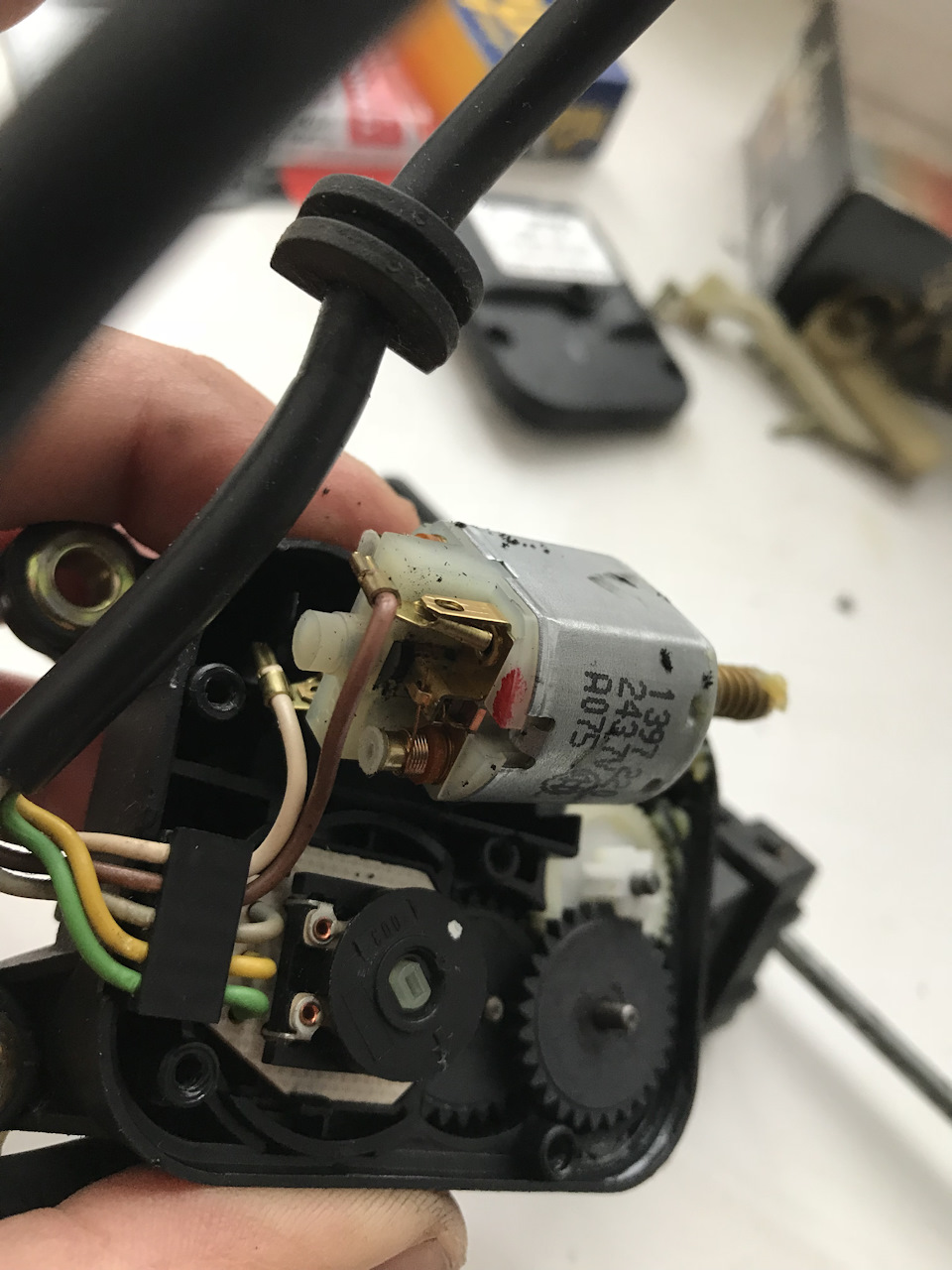
далее отогнул усики моторчика, извлек пружинки щёток, сами щётки и снял крышку моторчика

Полный размер
и вот добрался скажем так до «причины» ошибки g92, промыл моторчик очистителем карбюратора, собрал его в обратной последовательности и подключил питание 5v (старая зарядка Нокии 3310), моторчик крутится, но более резво чем до этого))) собрал все в обратной последовательности, сделал адаптацию заслонок, вот и всё, ошибка пропала, всем ровных дорог!
Источник: www.drive2.ru
Коды сбоев и решения по их устранению, Коды сбоев и решения по их устранению -6, Powermax – Инструкция по эксплуатации Hypertherm Powermax105 Rev.1
Страница 142: Техническое обслуживание и ремонт 8-6, 105 руководство оператора
Advertising
Техническое обслуживание и ремонТ
powermax
105 Руководство оператора
Коды сбоев и решения по их устранению
Табличка с описаниями кодов распространенных сбоев находится на внутренней стороне передней обложки
данного руководства. Отклейте табличку и разместите на тыльной части источника тока в качестве справочной
Примечание. В случае сбоя при использовании генератора быстрое выключение (OFF) и повторное
включение (ON) выключателя питания («быстрый сброс») может не устранить сбой. Вместо
этого необходимо выключить (OFF) источник тока и подождать 30–45 с перед повторным
Источник: www.manualsdir.ru
Ошибки на дисплее источников Hypertherm, вопросы по источникам — FAQ
Ошибки на дисплее источников Hypertherm, вопросы по источникам — FAQ

Ошибка источника powermax 125 с кодами 0-12 и 0-20 свидетельствует о низком давлении воздуха, или не стабильности (пульсациях, просадках) давления при входе в источник.
Какие могут быть причины?
1. Маленькая производительность компрессора
2. Засор фильтра
3. Если изначально не было дополнительной системы фильтрации воздуха, то возможен выход из строя регулятора давления воздуха (клапана).
Powermax 125 может работать на ПВ 100% разрезая 35 мм стали У8?
Скорее всего сможет, но только с края листа и небольшой скоростью.
ошибка 022 , резак вообще не включается
Код ошибки 0-22 означет, что нет воздуха на входе в источник, возможно давление маленькое или фильтр-элемент давно не меняли
Раньше была ошибка 0-12 и 0-20, а теперь совсем не зажигается дуга ошибка 0-30 и в самом источнике слышно сильно шипит воздух, то есть воздух не подается на плазматрон
Есть вариант замерзания конденсата, на выходе из компрессора, или где-то в фильтре, так же возможно неисправен датчик или содинение с датчиком в плазмотроне (красный провод), возможно неисправен клапан:


почему гнет металл. после того как там плазматрон поработал? то есть. Получается его гнет и плазматрон не над ним идет а уже по нему ( треться защитным экраном). это я про 105 гипер.
Наиболее вероятно, что тут дело в металле, точно не в настройках, я просто молчу про maxpro200 на ней еще хуже где там очень много тепла она отдает от реза,но сейчас она сломалась, плата возбуждения дуги сдохла и это то только пол, года прошло! Видимо какой то ингредиент не добавлют, либо технология проката нарушена
Подскажите, пожалуйста. Есть источник Powermax 105, вышел из строя электромагнитный клапан (228882). Можно ли его заменить на 228687 ? В паспорте написано, что они взаимозаменяемые, но все дилеры говорят, что 228687 подходит только на Powermax 105.
Комплект 228687 обновлен, теперь он включает в себя два воздушных шланга 19,7см для 65/85 и 30,5см для 105/125 Все системы с серийными номерами 105-018105 и выше, 125-003925 и выше оснащены новым клапаном.

hypertherm powermax 65-й при прожиге нескольких отверстий в одной детали, поднимается вверх от листа, сантиметров на 5 и продолжает резать. А через 3-4 секунды выключается?
Скорее всего либо скорость выбрана большая, либо индукционое напряжение плохо заземлено.
Так же стоит помотреть сами контакты на резаке и все (что с ним движеться в верх и в низ), возможно требуется корректировка времени прожига, бывает металл сразу в сопло попадает и оно поднимается вверх, по показаниям датчика.
Как избежать ошибок по воздуху? Очень часто приходится менять электромагнитный клапан. Появляется ошибка 0-30 это первая причина (но ещё немного можно подождать замены клапана), потом дальше начинает появляться 0-12 при резке (предупреждение) и далее часто возникает 0-20 полная остановка
чтобы этого не случалось надо дополнительно приобретать хороший влагомаслоотделитель, который существенно продлит срок жизни механики по воздуху:

Очень быстро сгорает сопло. Резак механический, по идее быстрее в этом случае должен изнашиваться электрод, но у меня так. Режу 6-ку соплом на 85А током 65 ампер. Метров 30 режет, прожигов 60 примерно и сопло выгорает.
Воздух сухой, стоят самодельные большие колбы с силикогелем сухим (предварительно прркаленным), фильтр тонкой очистки фирменный (с синим бумажным фильтром в средине) ну и в аппарате фильтр тонкой очистки новый тоже. Давление воздуха 7.5 атм. То есть всё вроде в норме. Все детали оригинальные Hypertherm.
Сильно влияет на расход электродов — расстояние от сопла до заготовки, заземление источника, неудачные пробои металла в неоптимальном режиме, скорее всего требуется уменьшить время прожига, так же стоит исключить контакт уже вырезанных фрагментов заготовки и плазмотрона, после реза.
Начинаю работать все идёт хорошо, где-то после 200 прожигов начинают постоянно вылетать ошибки 44(низкое давление плазмообразующего газа) 53(низкое давление защитного газа) вылетают с переодичностью после 7-9 прожигов.
Давление падает, при долгой резке — тут стоит подумать о замерзании элементов подачи, стоит или поставить систему подогрева газа, или утеплить помещение в котором проходит резка. При температурах ниже +10С такое бывает на больших объёмах, встречается даже подмерзание сервопривода сопла.
Павермакс 105, очень часто выддает ошибки012 и 030, так то вроде все работаетвпорядке. смотрел по форуму, пишут что давления воздуха слабое, кто говорит что что то с расходниками не пойму. за день раз 30 вылетает ошибка. я на плазме работаю совсем не давно не опытный, подскажите ппожалуйста!
На задней стенке источника (аппарата) стоит фильтр с колбой, в нем меняли фильтр элемент (желтовато-грязного цвета цилиндрик) это расходник его надо менять. Если его не меняют, то вся грязь идет внутрь через регулятор давления, если модель старая то это черная коробчка, если новая то это регулятор типа SMC, как правило больше проблем не возникает с воздухом. При условии нормального давления воздуха на входе или с неисправностью регулятора давления либо датчика давления, чаще всего регулятора, ни то ни другое ремонту не подлежит — только замена.
max200 ,сгорел плазмотрон поставили новый и из сопла при включении брызжит охлаждающая жидкость но при этом она режит(может плазмотрон бракованный)
Проверьте уплотнители резиновые, их там достаточно, возможно повреждена какая-то из резинок.
Подскажите номер заказа электромагнитного клапана. у меня есть этот 228882 но он устаревшего типа
Обновленный номер 228687
Система режет металл пару секунд а потом останавливается и выдает ошибку 0-60, в чем может быть причина?
С высокой вероятностью пропала одна фаза в питающем кабеле, проверьте вводный автомат

подскажите пожалуйста почему могут получатся такие отверстия источник hypertherm 105,давление 5,4 стоит,85 ампер,скорость 350 мм/м.металл 8 мм,отверстия овальные,на выходе ещё хуже
Геометрия отверстий, чаще всего связана с геометрией станка и координатной системой. Качество резки зависит от скорости резки, высоты резака и работы контроля высоты. Бывает, что нет соосности расходников или имеются повреждения расходников. Чтобы начать диагностику нужно заменить для начала все расходники, поставить оригинал, далее проверяем перпендикулярность резака относительно листа угольником, далее почистите зубчатую рейку и направляющие, проведите калибровку, выставьте значения параметров резки в соответствии с технологическими картами источника Powermax (они даны как рекомендации) и далее проводите настройку, подбирая режим.
Подскажите как можно проверить электромагнитный клапан hipertherm 105,постоянная вскакивает ошибка 0-12,можно ли грешить на него?
К сожалению 100% вам никто не скажет, через экран монитора клапан это или нет. Эта ошибка может указывать и на клапан, и на фильтр и на расходники, но, как показывает практика, ошибки связанные с воздухом, чаще всего возникают из-за загрязнения фильтр элемента, а он в свою очередь уже засорился и грязь погнал в клапаны, и ошибки эти чаще всего возникают осенью и весной, т.к. воздух сырой идет с компрессора.
Возможно ли разобрать и починить электромагнитный воздушный клапан SMC?
Разобрать возможно, но ремонтопригодность под большим вопросом. Надежным такой ремонт назвать сложно, ремкомплекты для ремонта в продаже не встречаются, механизм клапана и характер повреждений, которые обычно встечаются таков, что ремонт используется скорее как крайняя мера, которая может незначительно и временно улучшить ситуацию. Клапан представляет собой регулятор давления с электронным управлением. Электронный блок аппарата управляет двумя электромагнитными клапанами, которые устанавливают давление на мембрану (поршень). Последняя сравнивает установленное давление с выходным и нагнетает или сбрасывает уровень давления в выходном порту.

Чернеет электрод и сопло, раньше такого не замечал,и сильно греются,это нормально?источник гипер повермакс 105
практически любой металл меняет цвет, в случаях если он окисляется, а это возможно или при высоких температурах (резка на максимальном токе и малой скорости) или при химической реакция от внешнего воздействия. Либо металл покрывается продуктами сгорания из вне, например при сгорании масла из компрессора
подскажите пожалуйста, источник повермакс 105, стол 2х6. Вырезал два отверстия показывалась ошибка 0-30, менял расходники, снова 2 отверстия вырежет и показывает ошибку 0-30. Потом стал показывать ошибку 0-50 и сам источник когда выключешь его, табло продолжает секунд 5 гореть. В чем дело?? расходники новые не заменен только кожух и завихритель.
Для начала открываем инструкцию на Powermax там указаны все ошибки и примерные указания по причине их возникновения и методы проверки. 90% ошибок, это ошибки связанные с плохими расходниками и качеством воздуха.
Если система поджигает дугу и гаснет, с разной периодичностью показывая различные ошибки, то скорее всего это грязный фильтрующий элемент и как следствие плохая работа воздушного клапана — и то и другое под замену, ремонту (промывка и чистка) не поддаётся, даже если поможет то не надолго.
Если ошибка появляется при смене расходников и расходники не оригинал — то смотрите резьбу на головке резака и концевик, головку под замену, возможно и микровыключатель тоже придется заменить.
Система HPR 400 выдает ошибку105, при открытой крышке видно, что на первом инверторе не горят светодиоды, прозвонка первичной обмотки трансформатора показала обрыв, блок был заменен на запасной, светодиоды индикации загорелись, но опять 105 ошибка, поменяны местами первый и второй инвертора, ошибка остаётся 105, поменяны местами датчики тока — ошибка осталась 105,на плате ввода-вывода был обноружен сгоревший двухсторонний быстрый диод 35 нсек, поменян на 2 односторонних быстрых 65 нсек(незначительная разница).
На плате ввода вывода больше гореть не чему, остались только несколько резисторов и кондёров, резисторы проверены, всё в номинале. И реле нормально-замкнутое. При включении всё должно работать, но не работает.
При запуске источник начинает по очереди тестировать инверторы (они — же чопперы)1-3-2-4. Чопперы по очереди включаются на очень короткий промежуток времени и подают питание на плату ввода-вывода, тестируются не по напряжению, а по току.
— Так происходит если всё нормально, если через какой-то чоппер не выдает необходимые 10А, то система отключается и выдаёт соответствующую ошибку.
На одном из чёпперов вышла из строя плата управления двумя транзисторами (была заменена), она скорее всего унесла за собой эти самые два транзистора и они оказались постоянно открытыми, и постоянно накачивали тот самый конденсатор на 350mkF на плате ввода -вывода, не давая потечь необходимым 10А через токовые петли. Система не регистрировала на плате ввода-вывода необходимый ток и выдавала ошибку о неисправности первого инвертора. Поиски поломки. Были отключены провода со всех инверторов и мультиметром проверялось напряжение на выходе с инвертора при замыкании главного пускателя.
Оказалось что напряжение на первом и на четвёртом одновременно появляется(должно появиться только на одном), но на первом пропадает сразу после выключения главного пускателя, а на четвёртом медленно падает до нуля в течении 30 секунд, и случайно на плате управления транзисторами (на чоппере) был выявлен перегрев микросхем стабилизаторов напряжения типа наших КРЕН-ок (очень горячие).
Вся эта плата была распаяна на радиодетали, поменяны все микросхемы, и произведен тестовый запуск снова — ошибка та-же, стабилизаторы напряжения греются, были заказаны транзисторы, заменены их и всё запустилось.
Источник HYPERTHERM 65 ошибка 0-99.
Заменен электронный датчик давления — всё заработало.
источник hpr 130 xd,станок мультикам 3000 станок пишет ошибку 105, как сказали, неисправен какой-то датчик газов в источнике
Низкий ток на CS1.
Значение тока менее 10 ампер зафиксировано датчиком тока 1
схожая ошибка, её диагностика описаны выше. Скорее всего потребуется ремонт электронных составляющих системы.

hypertherm Hypertherm Plasma HPR260, защитный наконечник, колпачек поплавился. в нем образовались отверстия. Это случилось после тестов резки металла толщиной 16мм. (сталь) на токе 130А. повторюсь резак новый, фирменный от hypertherm Torch – 128818
Проверьте работу системы охлаждения, работу помпы, целостность и отсутствие воздуха в трубках, убедитесь, что залита оригинальная жидкость Hypertherm.
Если причину не удастся устранить самостоятельно, рекомендую обратиться в наш сервисный центр по телефону 88007757857 для более детальной консультации, посредством видео связи, предоставления дополнительных фото

Какой стол для системы плазменной резки посоветуете? Воздушный? Водяной? Секционная вытяжка? Подскажите наиболее эффективный рабочий вариант под мощность макспро200, три на полтора метра стол
Как показывает практика, наиболее эффективен водоналивной стол. Он практически полностью поглащает дым, образующийся выдуваемым расплавленным металлом.
Дополнительная вытяжка если и нужна, в нагруженных режимах работы, то нагрузка на неё оказывается не велика.
Пример работы водоналивного стола можно увидеть на видео:
Источник: giperplasma.ru
Вспомните схему преобразования координат, который используется для преобразования координат в g-коде в фактические координаты, к которым машина должна двигаться, на третьем этапе расположены коды G54, G52 и G92 отвечающие за рабочие смещения:

Эта глава, посвященная программированию G-кода, посвящена G52, G54, G92 и связанным с ними командам смещения работы и приспособления. После предыдущих шагов в последовательности настройки, наши координаты были преобразованы в соответствующие единицы (дюймовые или метрические), преобразованных в абсолютных координатах (через G90 / G91), и теперь мы готовы привести эти координаты к фактическому месту работы.
Зачем смещать координаты относительно рабочего места?
Зачем нам нужно смещать координаты относительно рабочего места? Думайте о рабочих сдвигах как о закладках. Они определяют интересующие места в рабочей среде вашего станка (диапазон положений, в которые он может перемещаться). Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Как могла бы выглядеть программа для такой установки из четырех деталей?
Что ж, в идеале мы не хотим изменять программу обработки детали для обработки координат каждой позиции детали. Мы хотели бы написать программу относительно нулевой части, а затем позволить какой-нибудь другой функции волшебным образом изменять координаты, когда мы работаем над каждой частью. В конце концов, они просто сдвинуты относительно друг друга, но в остальном программы обработки деталей будут идентичными.
Специализированное приспособление может быть настроено для ряда позиций деталей, и может быть предусмотрено, что для каждой позиции назначено рабочее смещение, чтобы упростить программирование g-кода для приспособления. Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Иногда есть рабочие смещения, связанные с некоторыми особенностями станка. Возможно, вы установили датчик инструмента в определенном месте на столе и используете рабочее смещение, чтобы отслеживать это местоположение.
Чтобы справиться с подобными ситуациями, были созданы замещения работы.
Как определяются рабочие смещения в G-коде?
Базовые рабочие смещения очень просто указать: просто введите одно из G54, G55, G56, G57, G58 или G59. Большинство машин запускается с выбранным G54. Рекомендуется помещать G54 в строку безопасности в верхней части всех ваших программ с g-кодом, чтобы убедиться, что вы знаете, какое рабочее смещение используется, если у вас нет причин не делать этого.

Когда вы выполняете g-код рабочего смещения, смещение XYZ будет добавлено ко всем вашим координатам, начиная с этой точки. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вы можете задать смещение нулевой точки вручную в зависимости от того, в какие тиски вы вставляете заготовку, но более продуктивно сделать это прямо в g-коде. Общая схема выглядит так:
G54
(Код детали в первых тисках)
G55
(Код детали во вторых тисках)
G56
(Код для части в третьих тисках)
G57
(Код для детали в четвертых тисках)На данный момент вы, вероятно, просто скопируете и вставите копии кода. Предполагая, что ваш элемент управления поддерживает их, как только вы научитесь использовать подпрограммы, вы можете сохранить одну копию кода детали и вызывать ее как подпрограмму из каждого блока рабочего смещения. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
G54
(Вызов подпрограммы детали)
M98 P2000
G55
(Вызов подпрограммы детали)
M98 P2000
G56
(Вызов подпрограммы детали)
M98 P2000
G57
(Вызов подпрограммы детали)
M98 P2000
M30 (Остановить программу)
O2000 (Часть подпрограммы)
(g-код для изготовления детали)
M99 (Вернуться в основную программу)Как видите, подпрограммы могут упростить и упростить создание множества одинаковых деталей.
Увеличение количества рабочих смещений
С G54 до G59 у вас есть 6 рабочих смещений. Это очень полезно, но что, если вам нужно сделать еще больше деталей. На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
За прошедшие годы производители контроллеров ЧПУ придумали несколько способов расширить синтаксис, чтобы обеспечить гораздо больше рабочих смещений. Один из распространенных подходов — использовать «G54.1 Pxxx», где «xxx» — это число. Типичные диапазоны для числа — 1..48 или 1..300. Вы нужно найти подробности в руководстве по программированию вашего станка. Чтобы использовать рабочее смещение # 45, просто введите следующий g-код:
G54.1 P45 (использовать рабочее смещение # 45)
Некоторые элементы управления позволяют опускать «.1», поэтому вы можете написать «G54 P45».
Используя этот новый синтаксис, вы получаете 6 исходных рабочих смещений плюс еще многие другие.
Дополнительные смещения для станков Haas
Haas позволяет G110..G129 ссылаться на смещения так же, как G54.1 Px.
G92: Программируемое временное смещение работы
Предположим, вам нужно программируемое временное смещение нулевой точки. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
G92 X10Y10Z0
Теперь координаты угла тисков — X0Y0Z0. Вы только что установили собственное смещение нулевой точки с помощью G92.
Давайте рассмотрим другой пример, где может оказаться полезным G92 или один из других способов программирования смещения нулевой точки. Предположим, у вас есть крепежная пластина, на которой есть сетка из деталей. Вы заранее знаете, что частей 4 по горизонтали и 2 по вертикали, значит, будет 8 частей. Пластина сделана так, чтобы расстояние по осям X и Y между каждой частью было постоянным (конечно, в пределах допусков). Таким образом, части могут находиться на расстоянии 5 дюймов по оси X и 5 дюймов по оси Y.
Поскольку G92 является смещением от текущей позиции инструмента, мы перемещаем инструмент в нулевую точку первой детали в начале программы G-кода. Затем мы можем использовать G92 для добавления смещений относительно этой позиции, 5 дюймов по X и 5 дюймов по Y для каждой части, когда мы будем проходить через них. Довольно удобно, а?
Обратите внимание, что G92 доступен на фрезерных и некоторых токарных станках, но большинство токарных станков используют G50 для этой функции.
G52: смещение смещений
Учитывая количество функций, связанных со смещениями на станках с ЧПУ, должно быть очевидно, насколько они удобны. Настолько, что есть много разных способов добиться схожих результатов. Предположим, вы настроили рабочие смещения для каждой детали на столе. Теперь предположим, что каждая деталь имеет некоторые идентичные элементы, расположенные в разных точках детали. Вы можете использовать еще больше рабочих смещений для идентификации этих идентичных элементов, чтобы вы могли использовать один и тот же g-код для их обработки, или вы можете использовать G52 для создания временного смещения на смещении. Это может выглядеть так:
G54 (Выберите смещение нулевой точки для детали)
G52 X10Y10 (Выберите смещение от нуля детали для первого элемента. Теперь этот элемент находится в нуле детали после G52.)
(Особенность машины)
G52 X20 (выберите другое смещение от нуля детали для второго идентичного элемента)
…
G52 X0Y0 (отключите смещение G52, чтобы все вернулось к «нормальному»)Готов поспорить, вы сразу увидите, где G52 пригодится, верно?
G10 для установки рабочего смещения в G-коде
G10 — это удобный g-код, который позволяет вам программировать рабочие смещения стиля G54 из вашего g-кода. Типичный синтаксис:
G10 L2 Poo Xxx Yyy Zzz
Где «oo» — это номер рабочего смещения, «xx» — смещение по X, «yy» — смещение по Y, а «zz» — смещение по Z.
Для получения полной информации о том, как использовать G10, см. Специальную главу нашего курса G-Code.
Если у вас есть более старый элемент управления, у которого не так много рабочих смещений, вы можете использовать G10 для повторного использования доступных рабочих смещений с другими координатами.
Рабочие смещения и макропеременные
На станках, допускающих параметризованное программирование, обычно есть макропеременные, соответствующие каждой координате каждого рабочего смещения. Например, на Fanuc для G54 используются следующие переменные:
# 5221 G54 Смещение по оси X
# 5222 G54 Смещение по оси Y
# 5223 G54 Смещение по оси Z
# 5224 G54 Смещение четвертой оси
Вы можете получить доступ к этим переменным, чтобы увидеть их значения или изменить их.
Полностью прекратить использование рабочих смещений с помощью G53.
Чтобы прекратить использование рабочих смещений, используйте G53. Это заставляет станок использовать нулевые координаты станка без какого-либо смещения в качестве нуля детали. Обычно это не делается, но возможно.
Альтернатива рабочего смещения: относительные координаты
Другой способ избежать использования рабочего смещения — использовать относительные координаты. Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Заключение
Теперь вы знаете, как использовать рабочие смещения, которые упрощают настройку для изготовления нескольких деталей или быстрого размещения нескольких приспособлений на ваших станках.
G92 устанавливает отступ координатной системы.
Содержание
- 1 Определение
- 2 Пример
- 2.1 Код теста testG92.ngc
- 2.2 Состояние переменных перед выполнением теста testG92.ngc
- 2.3 Состояние переменных после выполнением теста testG92.ngc
- 2.4 Разъяснения теста testG92.ngc
- 3 Практика применения
Определение
N0001 G00 X4 N0002 G92 X7
Тогда, все координаты, все отступы и т.п. будут смещены на -3 по оси X (4-7=3). Данное изменение будет записано в файл linuxcnc.var под номером переменной 5211 (вообще за координаты в этом контексте отвечают переменные 5211, 5212, 5213, 5214, 5215, 5216, 5217, 5218 и 5219 соответствено осям X, Y, Z, A, B и C, U, V и W).
Этот же алгоритм действует и на группу команд G54, да и вообще на все «сдвиги» координатных систем (G55, G56, G57, G58, G59, G59.1, G59.2, G59.3).
Лично для меня это было совершенно не очевидно.
G92 — входит в не модальную группу команд. Очередная путанциа! Учитывая тот факт, что значения сохраняются в файл linuxcnc.var, который доступен и после перезапуска — можно сказать, что G92 — супер модальная. И ее действие распространяется не только на весь текущий файл, пока не отменишь командой G92.1 или G92.2, но и на все после загружаемые файлы. Не понимаю, бага это или фича, но так оно есть.
| Обратите внимание на тот факт, что любые действия с кодом G92 записываются в файл linuxcnc.var, что приводит к тому, что при следующем запуске все значения отступов будут восстановлены. Чтобы этого не происходило, нужно воспользоваться командами G92.1 и G92.2 |
Пример
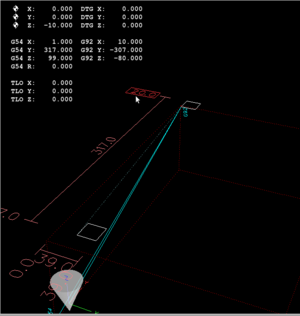
Изображение экрана LinuxCNC при выполнении примера TestG92.ngc
«Нарисуем» квадратик, чтобы в интерфейсе LinuxCNC было видно что происходит. Конечно, любой человек, испытавший магию LinuxCNC скажет, что пример не корректен. Первый квадрат вышел за пределы станка и пример неработоспособен. А
я отвечу: если поменять координаты, то пример не будет таким наглядным.
Код теста testG92.ngc
Предположим, что в данный момент никаких отступов G92 не задано, да мы их и сбросим строкой N0000, тогда:
% N0000 G17 G49 G21 G40 G92.1 N0001 G00 X0 Y-317 Z-90 N0002 G92 X-10 Y-10 Z-10 N0003 M1 N0004 G00 X4 N0009 M1 N0011 M1 N0020 G00 X0 Y0 N0021 G01 X20 F200 N0022 G01 Y20 F200 N0023 G01 X0 F200 N0024 G01 Y0 F200 N0025 M1 %
Состояние переменных перед выполнением теста testG92.ngc
Перед выполнением теста выполним проверку состояния переменных в файле linuxcnc.var:
egrep "521[1-9]" ../configs/YourBunnyCNC/linuxcnc.var 5211 0.000000 5212 0.000000 5213 0.000000 ...
Состояние переменных после выполнением теста testG92.ngc
Затем загрузим в интерфейс LinuxCNC файл testG92.ngc (его код приведен выше полностью, посему специальной ссылки на загрузку не предусмотрено) и, после выполнения, посмотрим что получилось в файле linuxcnc.var
egrep "521[1-9]" ../configs/YourBunnyCNC/linuxcnc.var 5211 10.000000 5212 -307.000000 5213 -80.000000 ...
Разъяснения теста testG92.ngc
Не понятно? Вот и мне тоже не совсем. Но, давайте рассмотрим пример по-шагово (M01 пропустим, итак понятно, что это остановка по-требованию):
- N0000 — командой G17 G49 G21 G40 G92.1 сбрасываем от греха все переменные 5211-5219 и вообще все, что можно сбросить. Если этого не сделать, то в файле linuxcnc.var, после нескольких выполнений этого теста, будет нечто космическое! К стати, эта последовательность команд полезна в начале всех файлов G кода.
- N0001 — командой G00 едем в «разумное положение в левом переднем нижнем углу станка, там, где обычно будут размещаться заготовки, но отступаем по оси Z немного, чтобы не «пропилить» чего лишнего.G00 X0 Y-317 Z-90
- N0002 — собственно, командой G92 устанавливаем, что текущая позиция имеет координаты X-10 Y-10 Z-10
- N0004 — командой G00 «переезжаем» в позицию X=4. Вот тут и начинается магия! Рассмотрим по-подробнее. На шаге N0001 мы приехали в точку с координатой X=0, а на этапе N0002 мы сказали, что «текущая позиция» это X=-10. И теперь, когда мы «захотели» попасть в позицию X=4, станок «переезжает» в абсолютную позицию по X аж 14. Разобравшись понимаешь, что LinuxCNC взял позицию первого шага, потом, на втором этапе он понял, что это не 0 вовсе, а целых -10 и, чтобы попасть в X=4 подвинул X на 10 + 4 мм. Т.е. в абсолютную позицию X=14, а относительную, как и следовало ожидать — X=4. Снимки экрана LinuxCNC тому доказательством.
- N0020-N0025 — «Рисуют» квадратик. Но, уже отступая от нового 0
Очень надеюсь, что эту науку я объяснил и себе и Вам достаточно понятно.
Практика применения
Одним из вариантов компенсации длинны инструмента является проверка его положения и изменение отступов командой G92 на получившиеся в результате теста с учетом толщины жертвенного стола и других особенностей. Хотя бы толщины самого датчика. Сей вопрос развернуто рассматривается в статье Жертвенный стол и Программно-аппаратная смена инструмента.
«Кайф» от такого решения кроется в двух вещах:
- Вы никогда не сможете «задеть» жертвенный стол, кроме случаев применения G53 и перемещений в абсолютных координатах станка.
- Все Ваши программы, после проведения измерения инструмента, получат единую точку отсчета. Ниже которой спуститься станку будет нельзя. Хотя и тут есть возможность «объитрить» самого себя.
Can anyone help me about what to do when the machine keep whrithing Error G92 every time i try to run the contour?
It is brand new portable cnc plasma cutter from Huxia cnc in China, but when i whrithe to them they do not answer, they have not done that since payment.The controller is a starfire, and the only thing i can find about G92 is this
(COPY (1) G92 reference point setting Set program is running, processing starting point (reference point) coordinates, must start in the program, and set the absolute coordinates. Format: G92 XnYn If not after G92 with X, Y, with the current X, Y coordinates of reference points. In commonly when used machine tool positioning, G92 not with X, Z content.
It do not help me what to do. I have tryed to zerro all coordinates it make no difference, i have succeesfull been running a outline ( square around the part to see if it is on the sheet)
#1
![]()
OFFLINE
Genadko
-

- Пользователи
-

- 2 сообщений
Абитуриент
- Пол:Мужчина
- Из:Петах Тиква
Отправлено 30 Ноябрь 2018 — 17:03
Здравствуйте форумчане, стойка фанук от 2005 года (новейшая версия фанук на то время).
Недавно столкнулся с такой проблемой :
Для планирования стола фрезерного станка (обрабатывающий центр, 5 осей), на глубину срезаемого слоя порядка 0.2 мм (алюминиевая плата) — я использовал в программке G92 для установки системы коодинат по Z, другие оси X и У у меня были занулены в G54.
Всё прошло на Ура, стол обновен, можно работать дальше!
Но, при первом же замере на blum — я заметил что замедления подачи не происходит на заданной высоте на пути к blum (переход с G00 на контролируемую подачу G01) пускаемого на замер режущего инструмента!
И инструмент по таблице оставшегося расстояния, если не остановить вовремя просто врезается на скорости G00 в blum!
Взглянув на таблицы Absolute и Relative — я увидел что на них координата Z c положительным значением в то время что машинная координата по Z = 0!
Это значение по Z в таблицах Absolute и Relative было равно расстоянию от поверхности стола до нижней кромки режущего инструмента, т.е. значение координаты по Z было относительно заданной системы координат по G92.
Я попытался в положении машинного Z=0 (шпиндель в максимальной точке по высоте Z) занулить таблицы Absolute и Relative дав команду G92 Z0.
Всё занулилось.
Тогда я попробовал проверить как будет выполняться установка системы координат по G54,
и я к сожалению увидел что при установке начала координат, в таблице Absolute по-прежнему, появляется совсем другое значение от ожидаемого.
В общем — пришлось выключать станок (выполнять RESET) и включать заново. После обнуления осей — всё вернулось в норму.
На другом станке с ранней версии фанук от 1984 года — два метода G54 и G92 — работают без осечек, правда там нет Blum для автоматического замера инструментов да и параметров применяемых в ранней версии контролера фанук гораздо меньше чем в относительно новой версии фанук от 2005 года, возможно что какой-то параметр сдвига для работы с G54-G59, при команде G92 сохраняет своё значение и если его в ручную не занулить — то это приводит к сбоям как при замере инструмента так и при установке системы координат по G54-G59.
У меня такой вопрос — существует ли другой путь без прибегания к выключению станка, для выхода из системы координат заданной через G92 и возврата к исходному состоянию системы координат?
Или не стоит заморачиваться с G92, не искать себе там проблем, а работать через G54-G59?
За ранее спасибо!
-
0
- Наверх
#2
![]()
OFFLINE
Клиент
Клиент
- Пол:Мужчина
- Из:Москва
Отправлено 30 Ноябрь 2018 — 18:14
Вернуть смещение назад можно командой G92 Z0
-
1
- Наверх
#3
![]()
OFFLINE
Genadko
Genadko
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
- Из:Петах Тиква
Отправлено 30 Ноябрь 2018 — 19:37
Я попытался в положении машинного Z=0 (шпиндель в максимальной точке по высоте Z) занулить таблицы Absolute и Relative дав команду G92 Z0. Всё занулилось. Тогда я попробовал проверить как будет выполняться установка системы координат по G54, и я к сожалению увидел что при установке начала координат, в таблице Absolute по-прежнему, появляется совсем другое значение от ожидаемого. В общем — пришлось выключать станок (выполнять RESET) и включать заново. После обнуления осей — всё вернулось в норму.
Вопрос остался открытым, т.к. G92 Z0. не дало решения проблемы.
-
0
- Наверх
#4
![]()
OFFLINE
Sagoth
Отправлено 06 Май 2019 — 23:52
Отменить команду G92 может команда G92.1
-
0
- Наверх
G92 axes
Команда G92 присваивает текущей позиции желаемые координаты (без перемещения). Указание любой из осей необязательно, но хотя бы одна ось должна быть указана. Если ось не указана, координата по этой оси не изменяется.
Когда выполняется команда G92, начала всех систем координат смещаются на одно и то же значение таким образом, чтобы координаты текущей позиции в активной системе координат стали равны указанным параметрам axes.
Например, предположим, что текущая позиция X=4 и смещение G92 отсутствует. После этого задаётся команда G92 X7. Это смещает все начала координат по X на -3, в результате чего текущая позиция становится X=7.
Смещение G92 может быть уже активно, когда вызывается команда G92. В этом случае текущее смещение заменяется новым смещением, при котором позиция становится равной указанному значению.
Является ошибкой:
• не указана ни одна ось.
Чтобы отключить смещение G92, можно использовать команду G92.1 или G92.2.
Содержание
- Использование G92 и как после этого как предотвратить сбой с G54 ?
- #1 OFFLINE Genadko
- #2 OFFLINE Клиент
- Станок не принимает G-код
- #1 OFFLINE cheksizlik
- #2 OFFLINE 3D-BiG
- #3 OFFLINE cheksizlik
- #4 OFFLINE Lodochnik
- G-коды G54, G52 и G92: рабочие смещения для приспособлений ЧПУ станка
- G10 для установки рабочего смещения в G-коде
Использование G92 и как после этого как предотвратить сбой с G54 ?
#1 OFFLINE Genadko
- Пол: Мужчина
- Из:Петах Тиква
Здравствуйте форумчане, стойка фанук от 2005 года (новейшая версия фанук на то время).
Недавно столкнулся с такой проблемой :
Для планирования стола фрезерного станка (обрабатывающий центр, 5 осей), на глубину срезаемого слоя порядка 0.2 мм (алюминиевая плата) — я использовал в программке G92 для установки системы коодинат по Z, другие оси X и У у меня были занулены в G54.
Всё прошло на Ура, стол обновен, можно работать дальше!
Но, при первом же замере на blum — я заметил что замедления подачи не происходит на заданной высоте на пути к blum (переход с G00 на контролируемую подачу G01) пускаемого на замер режущего инструмента!
И инструмент по таблице оставшегося расстояния, если не остановить вовремя просто врезается на скорости G00 в blum!
Взглянув на таблицы Absolute и Relative — я увидел что на них координата Z c положительным значением в то время что машинная координата по Z = 0!
Это значение по Z в таблицах Absolute и Relative было равно расстоянию от поверхности стола до нижней кромки режущего инструмента, т.е. значение координаты по Z было относительно заданной системы координат по G92.
Я попытался в положении машинного Z=0 (шпиндель в максимальной точке по высоте Z) занулить таблицы Absolute и Relative дав команду G92 Z0.
Всё занулилось.
Тогда я попробовал проверить как будет выполняться установка системы координат по G54,
и я к сожалению увидел что при установке начала координат, в таблице Absolute по-прежнему, появляется совсем другое значение от ожидаемого.
В общем — пришлось выключать станок (выполнять RESET) и включать заново. После обнуления осей — всё вернулось в норму.
На другом станке с ранней версии фанук от 1984 года — два метода G54 и G92 — работают без осечек, правда там нет Blum для автоматического замера инструментов да и параметров применяемых в ранней версии контролера фанук гораздо меньше чем в относительно новой версии фанук от 2005 года, возможно что какой-то параметр сдвига для работы с G54-G59, при команде G92 сохраняет своё значение и если его в ручную не занулить — то это приводит к сбоям как при замере инструмента так и при установке системы координат по G54-G59.
У меня такой вопрос — существует ли другой путь без прибегания к выключению станка, для выхода из системы координат заданной через G92 и возврата к исходному состоянию системы координат?
Или не стоит заморачиваться с G92, не искать себе там проблем, а работать через G54-G59?
За ранее спасибо!
#2 OFFLINE Клиент

- Пол: Мужчина
- Из:Москва
Вернуть смещение назад можно командой G92 Z0
Источник
Станок не принимает G-код
#1 OFFLINE cheksizlik
- Пол: Мужчина
- Из:Самарканд
Помогите пожалуйста станок не принимает g код
#2 OFFLINE 3D-BiG

- Пол: Мужчина
- Город: Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске.
- Интересы: Полежать на диване, пофлудить на форуме.
- Из:СССР
Мил человек, вы ничего не сказали об системе управления станка и что ему пытаетесь скормить и что при этом станок пишет об этом коде, а здесь телепатов нет, а без этих данных что-либо вам подсказать не смогут.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#3 OFFLINE cheksizlik
- Пол: Мужчина
- Из:Самарканд
#4 OFFLINE Lodochnik

- Пол: Мужчина
- Из:Королев
добрый день система управления консольного типа Китайская версия 3.0-с-5.3.23-fat
Побеги в магазин, купи телефон с камерой, сделай фото и присылай сюда.
Источник
G-коды G54, G52 и G92: рабочие смещения для приспособлений ЧПУ станка

Вспомните схему преобразования координат, который используется для преобразования координат в g-коде в фактические координаты, к которым машина должна двигаться, на третьем этапе расположены коды G54, G52 и G92 отвечающие за рабочие смещения:
Эта глава, посвященная программированию G-кода, посвящена G52, G54, G92 и связанным с ними командам смещения работы и приспособления. После предыдущих шагов в последовательности настройки, наши координаты были преобразованы в соответствующие единицы (дюймовые или метрические), преобразованных в абсолютных координатах (через G90 / G91), и теперь мы готовы привести эти координаты к фактическому месту работы.
Зачем смещать координаты относительно рабочего места?
Зачем нам нужно смещать координаты относительно рабочего места? Думайте о рабочих сдвигах как о закладках. Они определяют интересующие места в рабочей среде вашего станка (диапазон положений, в которые он может перемещаться). Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Как могла бы выглядеть программа для такой установки из четырех деталей?
Что ж, в идеале мы не хотим изменять программу обработки детали для обработки координат каждой позиции детали. Мы хотели бы написать программу относительно нулевой части, а затем позволить какой-нибудь другой функции волшебным образом изменять координаты, когда мы работаем над каждой частью. В конце концов, они просто сдвинуты относительно друг друга, но в остальном программы обработки деталей будут идентичными.
Специализированное приспособление может быть настроено для ряда позиций деталей, и может быть предусмотрено, что для каждой позиции назначено рабочее смещение, чтобы упростить программирование g-кода для приспособления. Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Иногда есть рабочие смещения, связанные с некоторыми особенностями станка. Возможно, вы установили датчик инструмента в определенном месте на столе и используете рабочее смещение, чтобы отслеживать это местоположение.
Чтобы справиться с подобными ситуациями, были созданы замещения работы.
Как определяются рабочие смещения в G-коде?
Базовые рабочие смещения очень просто указать: просто введите одно из G54, G55, G56, G57, G58 или G59. Большинство машин запускается с выбранным G54. Рекомендуется помещать G54 в строку безопасности в верхней части всех ваших программ с g-кодом, чтобы убедиться, что вы знаете, какое рабочее смещение используется, если у вас нет причин не делать этого.
Когда вы выполняете g-код рабочего смещения, смещение XYZ будет добавлено ко всем вашим координатам, начиная с этой точки. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вы можете задать смещение нулевой точки вручную в зависимости от того, в какие тиски вы вставляете заготовку, но более продуктивно сделать это прямо в g-коде. Общая схема выглядит так:
На данный момент вы, вероятно, просто скопируете и вставите копии кода. Предполагая, что ваш элемент управления поддерживает их, как только вы научитесь использовать подпрограммы, вы можете сохранить одну копию кода детали и вызывать ее как подпрограмму из каждого блока рабочего смещения. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
Как видите, подпрограммы могут упростить и упростить создание множества одинаковых деталей.
Увеличение количества рабочих смещений
С G54 до G59 у вас есть 6 рабочих смещений. Это очень полезно, но что, если вам нужно сделать еще больше деталей. На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
За прошедшие годы производители контроллеров ЧПУ придумали несколько способов расширить синтаксис, чтобы обеспечить гораздо больше рабочих смещений. Один из распространенных подходов — использовать «G54.1 Pxxx», где «xxx» — это число. Типичные диапазоны для числа — 1..48 или 1..300. Вы нужно найти подробности в руководстве по программированию вашего станка. Чтобы использовать рабочее смещение # 45, просто введите следующий g-код:
G54.1 P45 (использовать рабочее смещение # 45)
Некоторые элементы управления позволяют опускать «.1», поэтому вы можете написать «G54 P45».
Используя этот новый синтаксис, вы получаете 6 исходных рабочих смещений плюс еще многие другие.
Дополнительные смещения для станков Haas
Haas позволяет G110..G129 ссылаться на смещения так же, как G54.1 Px.
G92: Программируемое временное смещение работы
Предположим, вам нужно программируемое временное смещение нулевой точки. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
Теперь координаты угла тисков — X0Y0Z0. Вы только что установили собственное смещение нулевой точки с помощью G92.
Давайте рассмотрим другой пример, где может оказаться полезным G92 или один из других способов программирования смещения нулевой точки. Предположим, у вас есть крепежная пластина, на которой есть сетка из деталей. Вы заранее знаете, что частей 4 по горизонтали и 2 по вертикали, значит, будет 8 частей. Пластина сделана так, чтобы расстояние по осям X и Y между каждой частью было постоянным (конечно, в пределах допусков). Таким образом, части могут находиться на расстоянии 5 дюймов по оси X и 5 дюймов по оси Y.
Поскольку G92 является смещением от текущей позиции инструмента, мы перемещаем инструмент в нулевую точку первой детали в начале программы G-кода. Затем мы можем использовать G92 для добавления смещений относительно этой позиции, 5 дюймов по X и 5 дюймов по Y для каждой части, когда мы будем проходить через них. Довольно удобно, а?
Обратите внимание, что G92 доступен на фрезерных и некоторых токарных станках, но большинство токарных станков используют G50 для этой функции.
G52: смещение смещений
Учитывая количество функций, связанных со смещениями на станках с ЧПУ, должно быть очевидно, насколько они удобны. Настолько, что есть много разных способов добиться схожих результатов. Предположим, вы настроили рабочие смещения для каждой детали на столе. Теперь предположим, что каждая деталь имеет некоторые идентичные элементы, расположенные в разных точках детали. Вы можете использовать еще больше рабочих смещений для идентификации этих идентичных элементов, чтобы вы могли использовать один и тот же g-код для их обработки, или вы можете использовать G52 для создания временного смещения на смещении. Это может выглядеть так:
Готов поспорить, вы сразу увидите, где G52 пригодится, верно?
G10 для установки рабочего смещения в G-коде
G10 — это удобный g-код, который позволяет вам программировать рабочие смещения стиля G54 из вашего g-кода. Типичный синтаксис:
G10 L2 Poo Xxx Yyy Zzz
Где «oo» — это номер рабочего смещения, «xx» — смещение по X, «yy» — смещение по Y, а «zz» — смещение по Z.
Для получения полной информации о том, как использовать G10, см. Специальную главу нашего курса G-Code.
Если у вас есть более старый элемент управления, у которого не так много рабочих смещений, вы можете использовать G10 для повторного использования доступных рабочих смещений с другими координатами.
Рабочие смещения и макропеременные
На станках, допускающих параметризованное программирование, обычно есть макропеременные, соответствующие каждой координате каждого рабочего смещения. Например, на Fanuc для G54 используются следующие переменные:
# 5221 G54 Смещение по оси X
# 5222 G54 Смещение по оси Y
# 5223 G54 Смещение по оси Z
# 5224 G54 Смещение четвертой оси
Вы можете получить доступ к этим переменным, чтобы увидеть их значения или изменить их.
Полностью прекратить использование рабочих смещений с помощью G53.
Чтобы прекратить использование рабочих смещений, используйте G53. Это заставляет станок использовать нулевые координаты станка без какого-либо смещения в качестве нуля детали. Обычно это не делается, но возможно.
Альтернатива рабочего смещения: относительные координаты
Другой способ избежать использования рабочего смещения — использовать относительные координаты. Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Заключение
Теперь вы знаете, как использовать рабочие смещения, которые упрощают настройку для изготовления нескольких деталей или быстрого размещения нескольких приспособлений на ваших станках.
Источник
G92 устанавливает отступ координатной системы.
Содержание
- 1 Определение
- 2 Пример
- 2.1 Код теста testG92.ngc
- 2.2 Состояние переменных перед выполнением теста testG92.ngc
- 2.3 Состояние переменных после выполнением теста testG92.ngc
- 2.4 Разъяснения теста testG92.ngc
- 3 Практика применения
Определение
N0001 G00 X4 N0002 G92 X7
Тогда, все координаты, все отступы и т.п. будут смещены на -3 по оси X (4-7=3). Данное изменение будет записано в файл linuxcnc.var под номером переменной 5211 (вообще за координаты в этом контексте отвечают переменные 5211, 5212, 5213, 5214, 5215, 5216, 5217, 5218 и 5219 соответствено осям X, Y, Z, A, B и C, U, V и W).
Этот же алгоритм действует и на группу команд G54, да и вообще на все «сдвиги» координатных систем (G55, G56, G57, G58, G59, G59.1, G59.2, G59.3).
Лично для меня это было совершенно не очевидно.
G92 — входит в не модальную группу команд. Очередная путанциа! Учитывая тот факт, что значения сохраняются в файл linuxcnc.var, который доступен и после перезапуска — можно сказать, что G92 — супер модальная. И ее действие распространяется не только на весь текущий файл, пока не отменишь командой G92.1 или G92.2, но и на все после загружаемые файлы. Не понимаю, бага это или фича, но так оно есть.
| Обратите внимание на тот факт, что любые действия с кодом G92 записываются в файл linuxcnc.var, что приводит к тому, что при следующем запуске все значения отступов будут восстановлены. Чтобы этого не происходило, нужно воспользоваться командами G92.1 и G92.2 |
Пример
Изображение экрана LinuxCNC при выполнении примера TestG92.ngc
«Нарисуем» квадратик, чтобы в интерфейсе LinuxCNC было видно что происходит. Конечно, любой человек, испытавший магию LinuxCNC скажет, что пример не корректен. Первый квадрат вышел за пределы станка и пример неработоспособен. А
я отвечу: если поменять координаты, то пример не будет таким наглядным.
Код теста testG92.ngc
Предположим, что в данный момент никаких отступов G92 не задано, да мы их и сбросим строкой N0000, тогда:
% N0000 G17 G49 G21 G40 G92.1 N0001 G00 X0 Y-317 Z-90 N0002 G92 X-10 Y-10 Z-10 N0003 M1 N0004 G00 X4 N0009 M1 N0011 M1 N0020 G00 X0 Y0 N0021 G01 X20 F200 N0022 G01 Y20 F200 N0023 G01 X0 F200 N0024 G01 Y0 F200 N0025 M1 %
Состояние переменных перед выполнением теста testG92.ngc
Перед выполнением теста выполним проверку состояния переменных в файле linuxcnc.var:
egrep "521[1-9]" ../configs/YourBunnyCNC/linuxcnc.var 5211 0.000000 5212 0.000000 5213 0.000000 ...
Состояние переменных после выполнением теста testG92.ngc
Затем загрузим в интерфейс LinuxCNC файл testG92.ngc (его код приведен выше полностью, посему специальной ссылки на загрузку не предусмотрено) и, после выполнения, посмотрим что получилось в файле linuxcnc.var
egrep "521[1-9]" ../configs/YourBunnyCNC/linuxcnc.var 5211 10.000000 5212 -307.000000 5213 -80.000000 ...
Разъяснения теста testG92.ngc
Не понятно? Вот и мне тоже не совсем. Но, давайте рассмотрим пример по-шагово (M01 пропустим, итак понятно, что это остановка по-требованию):
- N0000 — командой G17 G49 G21 G40 G92.1 сбрасываем от греха все переменные 5211-5219 и вообще все, что можно сбросить. Если этого не сделать, то в файле linuxcnc.var, после нескольких выполнений этого теста, будет нечто космическое! К стати, эта последовательность команд полезна в начале всех файлов G кода.
- N0001 — командой G00 едем в «разумное положение в левом переднем нижнем углу станка, там, где обычно будут размещаться заготовки, но отступаем по оси Z немного, чтобы не «пропилить» чего лишнего.G00 X0 Y-317 Z-90
- N0002 — собственно, командой G92 устанавливаем, что текущая позиция имеет координаты X-10 Y-10 Z-10
- N0004 — командой G00 «переезжаем» в позицию X=4. Вот тут и начинается магия! Рассмотрим по-подробнее. На шаге N0001 мы приехали в точку с координатой X=0, а на этапе N0002 мы сказали, что «текущая позиция» это X=-10. И теперь, когда мы «захотели» попасть в позицию X=4, станок «переезжает» в абсолютную позицию по X аж 14. Разобравшись понимаешь, что LinuxCNC взял позицию первого шага, потом, на втором этапе он понял, что это не 0 вовсе, а целых -10 и, чтобы попасть в X=4 подвинул X на 10 + 4 мм. Т.е. в абсолютную позицию X=14, а относительную, как и следовало ожидать — X=4. Снимки экрана LinuxCNC тому доказательством.
- N0020-N0025 — «Рисуют» квадратик. Но, уже отступая от нового 0
Очень надеюсь, что эту науку я объяснил и себе и Вам достаточно понятно.
Практика применения
Одним из вариантов компенсации длинны инструмента является проверка его положения и изменение отступов командой G92 на получившиеся в результате теста с учетом толщины жертвенного стола и других особенностей. Хотя бы толщины самого датчика. Сей вопрос развернуто рассматривается в статье Жертвенный стол и Программно-аппаратная смена инструмента.
«Кайф» от такого решения кроется в двух вещах:
- Вы никогда не сможете «задеть» жертвенный стол, кроме случаев применения G53 и перемещений в абсолютных координатах станка.
- Все Ваши программы, после проведения измерения инструмента, получат единую точку отсчета. Ниже которой спуститься станку будет нельзя. Хотя и тут есть возможность «объитрить» самого себя.