Перейти к контенту
-

саид
- Опытный

- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Ошибка PLC372 halt
Сообщение
саид » 15 май 2010 16:07
Добрый день. У меня rover 3.30, начала появляться ошибка PLC372 halt и еще одну ошибку выдает pcl375 time-out during communication with a device что это может быть? понель кнопок не работает. как исправить станок?
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#3
Сообщение
саид » 16 май 2010 18:40
вот такие ошибки выдает
AXS 630 > axis at the down hardware limit switch. Axis y
AXS 629 > axis at the UP hardware limit switch. Axis Z
AXS 630 > axis at the down hardware limit switch. Axis Z
PLC 375 > Time-out during communication with a device canopen.0
PLC 372 > HALT
-

ennio
- Опытный

- Сообщения: 4089
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 92 раза
Re: Ошибка PLC372 halt
#4
Сообщение
ennio » 16 май 2010 20:46
первые ошибки не смотрите они не причина а следствие
видимо станок не находит некое устройство и уходит в хальт
проверяйте разьемы и индикацию на блоках не плохо бы посмотреть да и через debugger бы все блоки не мешало бы проверить
и даже инструкция по plc432 не лишняя бы была бы даже несмотря что у вас canopen
есть ли у вас опыт в подобных делах?!

-
ennio
- Опытный
- Сообщения: 4089
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 92 раза
Re: Ошибка PLC372 halt
#5
Сообщение
ennio » 17 май 2010 06:15
да и канечно причина может быть и в ПО станка
вспоминайте не делали ли чего с данными станка
и после чего появилась ошибка
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#7
Сообщение
саид » 18 май 2010 22:00
проверили все что можно было проверить что связанно с платами и кабелями. Исправны! Теперь такое чувство из системного блока не поступает команд на запуск всей системы. Там которая стоит в шкафу зеленая коробка с платами не запускаеться!
-
ennio
- Опытный
- Сообщения: 4089
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 92 раза
Re: Ошибка PLC372 halt
#8
Сообщение
ennio » 19 май 2010 06:54
ооо зеленаякоробка! commander se что ли? частотник?
циферок на его экране нету? на его экране хоть что-то есть?
ОПИШИТЕ КАК СЕБЯ ВЕДЕТ СТАНОК С МОМЕНТА ВКЛЮЧЕНИЯ
запускается программа,станок едет в точку начала и встает? или вообще при включении станка белый флаг?
проверьте кабелек с USB разьемом на конце,который идет на плату pc600 в компе
и опишите поподробнее :translite не видя что и как происходит со станком тут будет сложно соориентироваться
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#9
Сообщение
саид » 19 май 2010 09:53
включаю станок! начинают работать вентиляторы холодильника! Запускаеться вся программа на рабочем столе! Начинают гореть красные лампочки на кнопках горят. О станок заработал! Обратно отключился. Зеленая коробка тоже отключилась. Вентиляторы работают.
-
ennio
- Опытный
- Сообщения: 4089
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 92 раза
Re: Ошибка PLC372 halt
#10
Сообщение
ennio » 20 май 2010 10:15
вызывайте наладчика
если опыта нет в таких делах то сами не разрулить
я лично не удивлюсь если релюшка какая наелась пыли….
бич очень многих станков это сантиметровый слой пыли в шкафу
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#11
Сообщение
саид » 20 май 2010 17:47
Дело в том что сам ящик находиться в чистом состоянии. Электрик все проверил вроде все работает. А может быть сам системный блок потерял какой нибудь файл? если так то как надо переустанвливать комп на станке?
-
ennio
- Опытный
- Сообщения: 4089
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 92 раза
Re: Ошибка PLC372 halt
#12
Сообщение
ennio » 20 май 2010 19:02
фраза электрик ВСЕ проверял в меня вселяет больше ужаса,чем надежды
фраза —проверили все что можно было проверить что связанно с платами и кабелями. Исправны!
тоже не вселяет надежду-не всегда подозрительную деталь могут проверить в России,ни черт,ни дьявол-шлют в Италию
китайский тестер тут не помошник
насчет ПО станка да такое бывает,но лично мое мнения,что в вашем случае как то непохоже
переустанавливать? вообще лучше заранее заготовленным бэкапом вашего станка(есть у вас?!)
при этом предварительно сделать бэкап нынешнего состояния станка(вдруг не ПО станка)
вообще не советую,главная проблема всегда,у всех операторов и ответственных за станки-определить причину
ковырять файлы когда проблема в электрике? или наоборот?
можно сильно все усугубить
не советую
советую найти наладчика путевого и хотя бы побеседовать с ним по телефону
бесценный опыт наладчиков может разрулить дело быстрее и проще
и еще раз прошу повспоминайте что происходило или могло произойти со станком до возникновения ошибки,это сильно упростит решение проблемы
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#13
Сообщение
саид » 20 май 2010 20:10
за два дня до того пока не испортился станок был такой случай! пропала фаза и отключился станок. комп работал, холодильник работал, вентелятор работал , но сам станок (голова с фрезами остановилась и не работала) отключился. теперь я его отключил , и решил как нормальное напряжение появится включу. На следующий день я включил, поработал и отключил. теперь уже еше через день включил и через час во время работы он испортился.
-
An13
- Опытный

- Сообщения: 348
- Зарегистрирован: 05 май 2009 15:48
- Благодарил (а): 1 раз
Re: Ошибка PLC372 halt
#14
Сообщение
An13 » 22 май 2010 03:10
Ошибка PLC372 Halt + Canopen device 0… присуща, как правило, блоку P801 — контроллеру клавитуры (такая маленькая плата за кнопками «Stop-Start-Reset-Clear») — если в цеху температура меньше 25-ти градусов — откройте переднюю дверь настежь и попробуйте прикинуть время устойчивой работы — если увеличилось — у вас «умер» холодильник, если время примерно то-же — менять P801.
Не всё в этом мире можно сделать молотком… Иногда надо ещё и зубило…
1 час назад, Ильмир Галимов сказал:
От завод изготовителя по ПО (программное обеспечение у нас Heros)
HeROS это операционная система реального времени на ней запускается ПО для управления ЧПУ.
Чтобы посмотреть версию NC PLC ПО нужно выйти в режим EDIT нажать MOD и увидите ваши версии.

Чтобы посмотреть W1022 нужно также нажать EDIT MOD а затем ввести код 807667 далее нажать экранную кнопку вправо и вы увидите такое меню нажмите экранную кнопку table

После ее нажатия увидите другой экран нажмите кнопку вправо затем нажмите кнопку word вам после появления ошибки нужно найти W1022 что делается нажатием кнопки GOTO на клавиатуре и вводом значения поиска в вашем случае введите 1022 получите вот такой экран. Значение в W1022 и будет вашей ошибкой.
Которую можно расшифровать в техническом руководстве по таблице которую я привел выше.


Если дружите с английским то вот вам ссылки на сервисный и технический мануалы на русском не встречал.
Сервисный->https://disk.yandex.ru/i/dRgWPi2kaf4U1Q
Технический->https://disk.yandex.ru/i/Ao8OvvOvZd1ihA
Изучайте.
Правда они для версии 340ХХХ для версии 606ХХХ еще не попадались.
- 4 Сен 2016
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
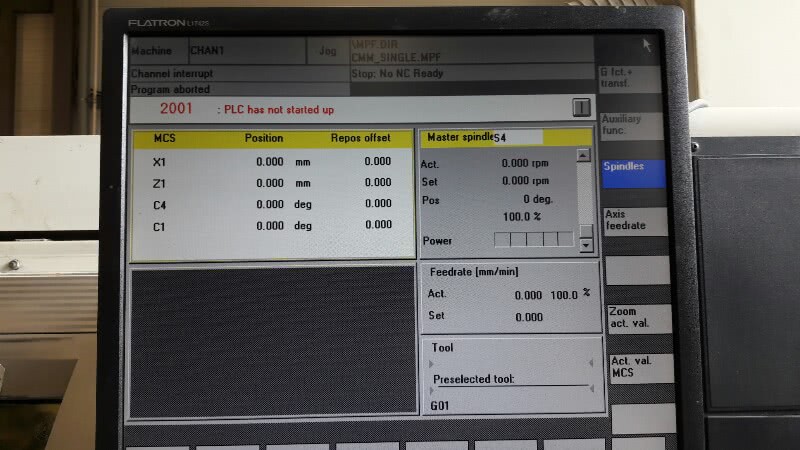
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен



- 4 Сен 2016
Есть же тема в прикрепленных! Там все есть.
Скорее всего, «расконтачился» профибас между машиной и панелью. Как следствие легли интерфейсы PLC. Сделать «гашение» ПЛК и восстановить из архивов. Намеки, что произошло, ищи в логе ошибок.
- 4 Сен 2016
Спасибо за предположение. В логе ошибок новых ошибок нет.
Если правильно понял:
S4->2
Заливаем plc из архива
S4->0
Или у 810d какие-нибудь ньюансы, перезагружать машину в какой момент.
И всетаки хотелось бы наити причину сбоя.
Всем откликнувшимся большое спасибо.
- 4 Сен 2016
Ну, чтобы не ошибиться, качни мануал на свою ПЛК, хотя вроде всё стандартно.
- 6 Сен 2016
S4->2
Заливаем plc из архива
S4->0
Не прошло, при загрузке архива plc какаято ошибка связанная с записью в памяь. Пришлось сделать сброс nc и plc. Загрузил из архива nc, затем plc. Станок заработал, все ок.
Но остались вопросы:
Почему потерялась связь с plc (хотелось бы найти причину, чтоб в будущем работать без сюрпризов)
Почему не удалось восстановить plc без сброса nc (не нашел четкой инструкции этой процедуры).
За помощь — спасибо!
- 6 Сен 2016
Машина- источник повышенной опасности! Если есть программный сбой, есть теоретическая возможность травмирования персонала (о мехполомках не говорю), а это большие деньги. Поэтому, выполнение программы тщательно контролируется и малейший сбой в выполнении ПЛК, обмена и тд вызывает остановку требующую перезапуска.
Связь по профибасу, это ахиллесова пята! Качество разъемов -полное Г.
- 8 Сен 2016
СашаМ сказал(а):
S4->2
Заливаем plc из архива
S4->0
Не прошло, при загрузке архива plc какаято ошибка связанная с записью в памяь. Пришлось сделать сброс nc и plc. Загрузил из архива nc, затем plc. Станок заработал, все ок.
Но остались вопросы:
Почему потерялась связь с plc (хотелось бы найти причину, чтоб в будущем работать без сюрпризов)
Почему не удалось восстановить plc без сброса nc (не нашел четкой инструкции этой процедуры).
За помощь — спасибо!
Ну,-во первых,-лишние темы плодить не надо!Во вторых,-все уже сто раз обмусолено ,и,если не качется архив,-значит машина перед инсталляцией не была почищена как положено и ты закатал один архив поверх другого!Прследствия этого,-непредсказукмы!
Инструкция по полному обнулению и чистке регистров выкладывалась несколько раз!
Я тебе не выговариваю,просто я хочу объяснить ,как правильно работать с такой техникой и как нас учили старики,-
1-нельзя спешить при работе с документацией
2-не навреди и не рисуйся перед станочниками,т к они работают на данной машине каждый день и некотрые вещи знают лучше тебя!
3-никогда и ничего не обещай начальству,ибо электроника вещь непредсказуемая,а свой имидж можно испортить очень быстро!
4-никогда не дергай батарейки поддержки памяти не выключенной машине!
5-будь проще и к тебе потянутся люди!
Без обид и удачи тебе!
- 22 Сен 2016
andreieinav, A ниче , что на 201-м снимке видно , что ER тока что включили?. (горит тока зеленый свето диод) Те.е 560 В еще нету.
#1
![]()
OFFLINE
tapemeasur
- Пол:Мужчина
- Город:Тюмень
- Из:Тюмень
Отправлено 22 Март 2017 — 09:15
Привезли станок на стойке 6мб. Со стороны магазина стоит датчик калибровки инструмента и клеммная коробка. На клеммной коробке есть 2 входа i7 и i15.
i7 отвечает за датчик калибровки, а вот i15 непонятно куда. При этом, по завершению любой операции станок выдает ошибку PLC 45.3. При подачи +24 на 15 вход и отключении ошибка уходит, т.е. сигнал явно для какого-то датчика, концевика или чего-то подобного. Станок имеет бирку c гордым названием «CNC ROUTER NT-2045C». Поиск, естественно, ничего не дает. Хотелось бы взглянуть на кусок ладов где этот вход используется.
-
0
- Наверх
#2
![]()
Отправлено 22 Март 2017 — 10:35
Какой калибратор усановлен? Есть калибраторы с двумя механическими концевиками, один на калибровку другой лимит калибровки. А также иногда на одной кодке может сидеть калибратор и датчик давления.
-
0
- Наверх
#3
![]()
tapemeasur
- Пол:Мужчина
- Город:Тюмень
- Из:Тюмень
Отправлено 22 Март 2017 — 10:51
Калибратор типа js-65sg. С двумя НЗ контактами. Подкидывание на 15 вход второй пары толка не дает. И потом, как калибратор влияет на смену инструмента? Т.е. запускаем процедуру смены инструмента, он меняет без проблем, по итогу вываливается 45.3, в состоянии «FeedHold». Действительно, на колодке есть вход для датчика давления воздуха, только он определен 10 входом. А еще там есть 14 выход, который включается через кнопку F4, тоже непонятно куда идет. Без подхвата.
-
0
- Наверх
#4
![]()
tapemeasur
- Пол:Мужчина
- Город:Тюмень
- Из:Тюмень
Отправлено 22 Март 2017 — 12:18
Может у кого-нибудь есть схема подобного станка? Можно страничку только входов. Там их 16 штук всего
-
0
- Наверх
#5
![]()
Отправлено 22 Март 2017 — 13:18
посмотри в своем ладе, он же может отличатся
15 — калибратор. нормальнозамкнутый
7 — лимит. все лимиты в куче висят
-
0
- Наверх
#6
![]()
tapemeasur
- Пол:Мужчина
- Город:Тюмень
- Из:Тюмень
Отправлено 22 Март 2017 — 14:07
А как туда добраться? Я бы с удовольствием бы глянул
-
0
- Наверх
#7
![]()
Отправлено 22 Март 2017 — 14:32
бекап параметров сделайте на флешку
-
0
- Наверх
#8
![]()
tapemeasur
- Пол:Мужчина
- Город:Тюмень
- Из:Тюмень
Отправлено 22 Март 2017 — 14:39
А дальше? чем открыть? Или вам отправить?
-
0
- Наверх
#9
![]()
Отправлено 22 Март 2017 — 15:00
-
0
- Наверх
#10
![]()
tapemeasur
- Пол:Мужчина
- Город:Тюмень
- Из:Тюмень
Отправлено 23 Март 2017 — 23:53
После просмотра программы и ее перевода оказалось что это ошибка вакуума. Странно, что она выскакивала. Всем спасибо за помощь.
-
0
- Наверх
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Глючит измерительный щуп
-
abyhanov
- Новичок
- Сообщения: 5
- Зарегистрирован: 03 май 2019, 20:34
- Репутация: 0
- Настоящее имя: Александр
- Контактная информация:
-
aftaev
- Зачётный участник

- Сообщения: 34009
- Зарегистрирован: 04 апр 2010, 19:22
- Репутация: 6177
- Откуда: Казахстан.
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
aftaev » 03 май 2019, 21:16
Щуп похож на Renishaw. Непонятно что с откидной рукой. Она моторизированная или руками откидывать нужно. Руку когда нибудь били?
У руки есть два положения и два датчика показывающие эти положения. Если рука не зафиксирована может гнать датчик фиксации руки.
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
-
abyhanov
- Новичок
- Сообщения: 5
- Зарегистрирован: 03 май 2019, 20:34
- Репутация: 0
- Настоящее имя: Александр
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
abyhanov » 03 май 2019, 21:21
Щуп откидывается вручную. Руку не били, в мою смену точно:) А в стойке можно где нибудь посмотреть значения датчика? У нас несколько таких станков, может перебить значения на корректные. Или только замена датчика?
-
aftaev
- Зачётный участник
- Сообщения: 34009
- Зарегистрирован: 04 апр 2010, 19:22
- Репутация: 6177
- Откуда: Казахстан.
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
aftaev » 03 май 2019, 21:37
abyhanov писал(а):А в стойке можно где нибудь посмотреть значения датчика?
Датчик это просто контакт: замкнут/разомкнут. Подключается он к интерфейсу(коробулька в ящике будет стоять) https://www.renishaw.ru/ru/tsi-interfaces—32495. Вот эта коробулька выдает сигнал: щуп замкнут/разомкнут. Рука в каком положении. Сигналы можно проверить тестером. Можно в ящик станка заглянуть и найти название интерфейса Ренишоу. Найти на него мануал, и там все будет расписано.
Если ошибка то появляется то тухнет, возможно где то разъем не контачит, или СОЖ в его залилось.
abyhanov писал(а):У нас несколько таких станков, может перебить значения на корректные.
Щуп не выдает никаких данных.
В стойке скорее всего есть архив с настройкой. Его можно накатить и вернуться заводские настройки ЧПУ. Первое что нужно делать при работе на станке это снять бэкап. Обычно про это вспоминают когда усе уже пропало ![]()
Думаю дело не в ЧПУ. Если в руку врезался кто нибудь, она может не фиксироваться. Соотвественно и датчик готовности руки то срабатывает, то нет.
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
-
aftaev
- Зачётный участник
- Сообщения: 34009
- Зарегистрирован: 04 апр 2010, 19:22
- Репутация: 6177
- Откуда: Казахстан.
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
aftaev » 03 май 2019, 21:41
В ЧПУ перейди в измерение, там где ошибка появляется. И руку(не щуп) ручками пошевели в разные стороны. Посмотри ошибка при этом будет появляться.
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
-
abyhanov
- Новичок
- Сообщения: 5
- Зарегистрирован: 03 май 2019, 20:34
- Репутация: 0
- Настоящее имя: Александр
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
abyhanov » 03 май 2019, 21:54
Спасибо за полезную информацию, буду читать и пробовать. О результатах отпишусь позднее ![]()
-
abyhanov
- Новичок
- Сообщения: 5
- Зарегистрирован: 03 май 2019, 20:34
- Репутация: 0
- Настоящее имя: Александр
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
abyhanov » 03 май 2019, 22:10
А заливает СОЖью в этом месте датчик?
- Вложения
-
- Нашёл это фото здесь на форуме, у меня такой же щуп.
-
aftaev
- Зачётный участник
- Сообщения: 34009
- Зарегистрирован: 04 апр 2010, 19:22
- Репутация: 6177
- Откуда: Казахстан.
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
aftaev » 03 май 2019, 22:21
abyhanov писал(а):А заливает СОЖью в этом месте датчик?
Там сальник, если он повредиться будет заливать. Там где вся конструкция прикручивается к станине есть разъем. Не обязательно СОЖ заливается, мож от вибрации разъем отошел.
На моем Ренишоу при фиксации руки, датчик фиксации то срабатывал то нет. Написал в Ренишоу, первое что они спросили: это были удары руки?
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
-
aftaev
- Зачётный участник
- Сообщения: 34009
- Зарегистрирован: 04 апр 2010, 19:22
- Репутация: 6177
- Откуда: Казахстан.
- Контактная информация:
Re: Глючит измерительный щуп
Сообщение
aftaev » 03 май 2019, 22:24
abyhanov, нужно понять при каких условиях появляется эта ошибка.
Сделать это можно:
1. Обратиться в сервис центр по станку и спросить что за ошибка.
2. Залезть в PLC и проследить как проходит ошибка. Тут могут быть проблемы с паролем.
3. Зайти в измерение, и пошевелить руку. Вернуть ее обратно на базу, опять развернуть, отклонить щуп…
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
Станок Quaser UX600 5 осевой с наклонно поворотным столом аналог Hermle C30
После небольшой аварии на станке сместился поворотный стол , стол я выставил параметрами в ноль но остались две проблемы
1) Когда я решил сделать квадрат с четырех сторон в PLANE заваливая стол на бок торцем фрезы . Заданная длинна стороны 105 мм на самом деле получаеться 106.5мм .
Что я делал чтобы выправить положение
1 Исправил положения стола параметрами
2 откалибровал лазерный датчик для настройки инструмента с помощью контрольной оправки (что исключает влияние длинны инструмента )
3 откалибровал датчик(Renishaw) детали
4 Проверил что совпадают нули машинных координат с центром стола
дальше я не знаю что делать .
Мне кажеться что дело зарыто в расстоянии он нуля энкодера до плоскости стола или оси поворота оси A но я не понимаю как её выставить .
Если не трудно объясните принцип настройки геометрии 5 осевого станка с наклонно поворотным столом .
2) сместилась позиция смены инструмента . Как выставить позицию смены я смутно представляю , если не сложно по пунктам что и где менять и главное какие действия нужно производить со сменщиком инструмента .
совет: пиши служебку и вызывай сервисных мальчиков от поставщика станка.
повинную голову меч не сечет, а вот то что ты там еще наколбасишь в итоге за тебя будут переделывать они же.
только на это уйдет гораздо больше времени
если ты делаешь квадрат торцем фрезы с наклоном стола — то в принципе тебе должны быть пофиг угловые привязки,
у тбя длина инструмента не соответствует.
длину чем мерил? попробуй перемерить контактным способом об индикатор.
позицию смены инструмента менять не надо.
помнится как то искали чего то — вобщем порядок действий такой — отрабатываешь смену и запоминаешь REF координату по Z
там будет чтото около нуля. Потом ищешь в MP -параметрах записи с этой самой REF координатой.
Их там две. Вот их можно менять в малых пределах — но вообще то менять это должен не ты.
Изменено 26.02.2013 06:23 пользователем 4arlik
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Ошибка PLC372 halt
Сообщение
саид » 15 май 2010 16:07
Добрый день. У меня rover 3.30, начала появляться ошибка PLC372 halt и еще одну ошибку выдает pcl375 time-out during communication with a device что это может быть? понель кнопок не работает. как исправить станок?
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#3
Сообщение
саид » 16 май 2010 18:40
вот такие ошибки выдает
AXS 630 > axis at the down hardware limit switch. Axis y
AXS 629 > axis at the UP hardware limit switch. Axis Z
AXS 630 > axis at the down hardware limit switch. Axis Z
PLC 375 > Time-out during communication with a device canopen.0
PLC 372 > HALT
-
ennio
- Опытный
- Сообщения: 4137
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 99 раз
Re: Ошибка PLC372 halt
#4
Сообщение
ennio » 16 май 2010 20:46
первые ошибки не смотрите они не причина а следствие
видимо станок не находит некое устройство и уходит в хальт
проверяйте разьемы и индикацию на блоках не плохо бы посмотреть да и через debugger бы все блоки не мешало бы проверить
и даже инструкция по plc432 не лишняя бы была бы даже несмотря что у вас canopen
есть ли у вас опыт в подобных делах?!
-
ennio
- Опытный
- Сообщения: 4137
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 99 раз
Re: Ошибка PLC372 halt
#5
Сообщение
ennio » 17 май 2010 06:15
да и канечно причина может быть и в ПО станка
вспоминайте не делали ли чего с данными станка
и после чего появилась ошибка
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#7
Сообщение
саид » 18 май 2010 22:00
проверили все что можно было проверить что связанно с платами и кабелями. Исправны! Теперь такое чувство из системного блока не поступает команд на запуск всей системы. Там которая стоит в шкафу зеленая коробка с платами не запускаеться!
-
ennio
- Опытный
- Сообщения: 4137
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 99 раз
Re: Ошибка PLC372 halt
#8
Сообщение
ennio » 19 май 2010 06:54
ооо зеленаякоробка! commander se что ли? частотник?
циферок на его экране нету? на его экране хоть что-то есть?
ОПИШИТЕ КАК СЕБЯ ВЕДЕТ СТАНОК С МОМЕНТА ВКЛЮЧЕНИЯ
запускается программа,станок едет в точку начала и встает? или вообще при включении станка белый флаг?
проверьте кабелек с USB разьемом на конце,который идет на плату pc600 в компе
и опишите поподробнее :translite не видя что и как происходит со станком тут будет сложно соориентироваться
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#9
Сообщение
саид » 19 май 2010 09:53
включаю станок! начинают работать вентиляторы холодильника! Запускаеться вся программа на рабочем столе! Начинают гореть красные лампочки на кнопках горят. О станок заработал! Обратно отключился. Зеленая коробка тоже отключилась. Вентиляторы работают.
-
ennio
- Опытный
- Сообщения: 4137
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 99 раз
Re: Ошибка PLC372 halt
#10
Сообщение
ennio » 20 май 2010 10:15
вызывайте наладчика
если опыта нет в таких делах то сами не разрулить
я лично не удивлюсь если релюшка какая наелась пыли….
бич очень многих станков это сантиметровый слой пыли в шкафу
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#11
Сообщение
саид » 20 май 2010 17:47
Дело в том что сам ящик находиться в чистом состоянии. Электрик все проверил вроде все работает. А может быть сам системный блок потерял какой нибудь файл? если так то как надо переустанвливать комп на станке?
-
ennio
- Опытный
- Сообщения: 4137
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 99 раз
Re: Ошибка PLC372 halt
#12
Сообщение
ennio » 20 май 2010 19:02
фраза электрик ВСЕ проверял в меня вселяет больше ужаса,чем надежды
фраза —проверили все что можно было проверить что связанно с платами и кабелями. Исправны!
тоже не вселяет надежду-не всегда подозрительную деталь могут проверить в России,ни черт,ни дьявол-шлют в Италию
китайский тестер тут не помошник
насчет ПО станка да такое бывает,но лично мое мнения,что в вашем случае как то непохоже
переустанавливать? вообще лучше заранее заготовленным бэкапом вашего станка(есть у вас?!)
при этом предварительно сделать бэкап нынешнего состояния станка(вдруг не ПО станка)
вообще не советую,главная проблема всегда,у всех операторов и ответственных за станки-определить причину
ковырять файлы когда проблема в электрике? или наоборот?
можно сильно все усугубить
не советую
советую найти наладчика путевого и хотя бы побеседовать с ним по телефону
бесценный опыт наладчиков может разрулить дело быстрее и проще
и еще раз прошу повспоминайте что происходило или могло произойти со станком до возникновения ошибки,это сильно упростит решение проблемы
-
саид
- Опытный
- Сообщения: 110
- Зарегистрирован: 23 сен 2009 22:25
Re: Ошибка PLC372 halt
#13
Сообщение
саид » 20 май 2010 20:10
за два дня до того пока не испортился станок был такой случай! пропала фаза и отключился станок. комп работал, холодильник работал, вентелятор работал , но сам станок (голова с фрезами остановилась и не работала) отключился. теперь я его отключил , и решил как нормальное напряжение появится включу. На следующий день я включил, поработал и отключил. теперь уже еше через день включил и через час во время работы он испортился.
-
An13
- Опытный
- Сообщения: 348
- Зарегистрирован: 05 май 2009 15:48
- Благодарил (а): 1 раз
Re: Ошибка PLC372 halt
#14
Сообщение
An13 » 22 май 2010 03:10
Ошибка PLC372 Halt + Canopen device 0… присуща, как правило, блоку P801 — контроллеру клавитуры (такая маленькая плата за кнопками «Stop-Start-Reset-Clear») — если в цеху температура меньше 25-ти градусов — откройте переднюю дверь настежь и попробуйте прикинуть время устойчивой работы — если увеличилось — у вас «умер» холодильник, если время примерно то-же — менять P801.
Не всё в этом мире можно сделать молотком… Иногда надо ещё и зубило…
@gudstartup Здравствуйте извините, что не по конкретно этой цели, но возможно вы знаете ответ
после переезда подключили станок, попробовали сдвинуть ось сразу же пишет ошибки на сработавший автомат двигателя( автомат так и не нашли) и на открытою дверцу магазина.
и при нажатии клавиши ручного режима или клавиши управления с пульта, пишет что кнопка без функции плк
Кто сталкивался в подобными проблемами на Heidenhain 426/430 станок DMU 80T 3 оси.
с Heidenhain познакомился относительно не давно так что мало знаю об этой стойке.
Дверь инструментального магазина (внешняя) сломали концевик пришлось глушить. Основная дверь внутри рабочей зоны опущена и в исходное положение возвращаться не хочет, сам магазин на команды не отвечает. Оказывается во время транспортировки перебили кабель на пульт управления электрик всё восстановил, но при нажатии клавиши управления маховичком либо клавиши ручного управления всё равно пишет 181C кнопка без функции ПЛК. По поводу ошибок CS1 электрик изучает схему, но в самом электрошкафу автомат так и не нашли… есть только два пускателя.
описание ошибок
181C кнопка без функции ПЛК появляется как то странно, исключительно когда попробуешь сдвинуть ось, но после переключения на пульт или нажатии клавиши CE исчезает и все клавиши начинают работать.
после последней попытки заставить его работать заметил, что шпиндель почему то нагрелся, но он в принципе не запускался
88 CS1 MOTORSCHUTZSCHALTER AUSGELÖST
3 CS1 UZ-WECHSLER GRUNDSTELLUNG FEHLT
66 CS1 INPUT SPINDEL/VORSCHUBHALT FEHL’
185C 2 U2-MAGAZINTOR IST GEÖFFNET
1810 2 TASTE OHNE FUNKTION (PLC)
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Ошибки ЧПУ Siemens SINUMERIK 840D sl, SINAMICS S120 (0 -10000 )
10203 Канал %1: NC-Start без референтной точки (операция=%2)
10203 [Канал %1: ] NC-Start без референтной точки (операция=%2)
Параметр: %1 = Номер канала
%2 = Номер действия/Имя действия
Объяснение: Запуск ЧПУ был произведен из режима MDA или AUTOMATIC и по крайней мере одна ось, обязанная иметь опорную точку, этой точки не достигла.
Реакции: Устанавливаются сигналы интерфейсов.
Индикация ошибки.
Помощь: Проинформировать авторизованный персонал/сервисную службу. Через спец. для канала MD20700
$MC_REFP_NC_START_LOCK (запуск ЧПУ без референтной точки) можно принять решение, должна ли ось быть реферирована перед запуском ЧПУ или нет. Запуск реферирования возможен спец. для канала или оси.
Спец. для канала реферирование: растающий фронт сигнала интерфейсов ЧПУ/PLC DB21-30 DBX1.0 (активировать реферирование) инициирует автоматический процесс, который запускает оси канала в той последовательности, которая указана в спец. для оси MD34110 $MA_REFP_CYCLE_NR (последовательность осей спец. для канала реферирования). 0: ось не принимает участия в спец. для канала реферированииа, но должна быть реферирована для запуска ЧПУ, -1: ось не принимает участия в спец. для канала реферировании, но не должна быть реферирована для запуска ЧПУ, 1- 8: последовательность запуска для спец. для канала реферирования (одновременный запуск при одинаковых номерах), 1-31: тип CPU
Спец. для оси реферирование: нажать на клавишу направления, которая соответствует направлению подвода в спец. для оси MD34010 $MA_REFP_CAM_MDIR_IS_MINUS (подвод к референтной точке в отрицательном направлении).
Продолж. программы: С помощью NC-START или клавиши RESET удалить ошибку и продолжить программу.
10204 канал %1: операция пользователя без референтной точки невозможна (внутренняяоперация=%2)
10204 [канал %1: ] операция пользователя без референтной точки невозможна (внутренняяоперация=%2)
Параметр: %1 = Номер канала
%2 = номер внутренней операции/имя внутренней операции
Объяснение: Должна быть выполнена определенная операция пользователя, следствием которой является другая (или другие) внутренняя операция, для которой как минимум одна ось с обязательным реферированием не достигла своей референтной точки.
Реакции: Устанавливаются сигналы интерфейсов.
Индикация ошибки.
Помощь: Выполнить реферирование осей с обязательным реферированием.
Если следствием операции пользователя является запуск ЧПУ как внутренняя операция, то через спец. для канала MD20700 $MC_REFP_NC_START_LOCK (запуск ЧПУ без референтной точки) можно выбрать, должна ли ось быть реферирована до запуска ЧПУ или нет. Если следствием операции пользователя является запуск ASUP пользователя как внутренняя операция, то через спец. для канала MD20115 $MC_IGNORE_REFP_LOCK_ASUP (запуск ASUP без референтной точки) можно выбрать, должна ли ось быть реферирована до запуска ASUP или нет. Если следствием операции пользователя является запуск Prog-Event как внутренняя операция, то через спец. для канала MD20105 $MC_PROG_EVENT_IGN_REFP_LOCK (запуск Prog-Event без референтной точки) можно выбрать, должна ли ось быть реферирована до запуска Prog-Event или нет.
Запуск реферирования может быть инициирован спец. для канала или оси.
Просьба проинформировать авторизованный персонал/сервисную службу. Через спец. для канала MD20700 $MC_REFP_NC_START_LOCK (запуск ЧПУ без референтной точки) можно выбрать, должна ли ось быть реферирована до запуска ЧПУ или нет. Запуск реферирования может быть инициирован спец. для канала или оси.
Спец. для канала реферирование: Передний фронт интерфейсного сигнала ЧПУ/PLC DB21-30 DBX1.0 (активировать реферирование) запускает автоматический процесс, запускающий оси канала в
последовательности, указанной в спец. для оси MD34110 $MA_REFP_CYCLE_NR (последовательность осей спец. для канала реферирования). 0: ось не участвует в спец. для канала реферировании, но должна быть реферирована для запуска ЧПУ, -1: ось не участвует в спец. для канала реферировании, но не должна быть реферирована для запуска ЧПУ, 1- 8: последовательность запуска для спец. для канала реферирования (одновременный запуск при идентичном №), 1- 31: тип CPU
Спец. для оси реферирование: Нажать клавишу направления, соответствующую направлению подвода в спец. для оси MD34010 $MA_REFP_CAM_MDIR_IS_MINUS (подвод к референтной точке в минусовом направлении).
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10208 Канал %1: Для продолжения программы запустить ЧПУ
10208 [Канал %1: ] Для продолжения программы запустить ЧПУ
Параметр: %1 = Номер канала
Объяснение: После поиска кадра с расчетом система управления находится в желаемом состоянии. Теперь программа может быть запущена стартом ЧПУ или сначала изменено состояние с использованием режима запоминания дополнительных данных/JOG.
Реакции: Стоп интерпретатора Индикация ошибки.
NC-Stop при ошибке.
Помощь: Нажать NC-START [запуск ЧПУ]
Продолж. программы: С помощью NC-START или клавиши RESET удалить ошибку и продолжить программу.
10209 Канал %1: Внутренний останов ЧПУ после поиска кадра
10209 [Канал %1: ] Внутренний останов ЧПУ после поиска кадра
Параметр: %1 = Номер канала
Объяснение: Внутренняя ошибка, служащая только для запуска реакции на ошибку NC-Stop.
Ошибка выдается в следующих ситуациях:
- MD11450 $MN_SEARCH_RUN_MODE, бит 0 == 1 и последний кадр действия после поиска кадра загружается на главном ходу. Ошибка 10208 после активируется в зависимости от сигнала интерфейсов ЧПУ/PLC DB21-30 DBX1.6 (Действие PLC завершено) .
- Ошибка поиска 10208 была подавлена с помощью PI-службы _N_FINDBL (третья декада параметра обеспечивается значением «2»). Ошибка 10209 устанавливается в зависимости от того, сконфигурирована ли ASUP поиска или нет (MD11450 $MN_SEARCH_RUN_MODE, бит 1) при завершении ASUP поиска или установке последнего кадра действия в главном ходу.
Реакции: Стоп интерпретатора NC-Stop при ошибке.Помощь: Нажать NC-Start для продолжения программы.
Продолж. программы: С помощью NC-START или клавиши RESET удалить ошибку и продолжить программу.
10222 Канал %1: Связь канал-канал невозможна
10222 [Канал %1: ] Связь канал-канал невозможна
Параметр: %1 = Номер канала
Объяснение: Канал получил отрицательное квитирование связи канал-канал, так как номер целевого канала неизвестен. Напр.: START(x) или WAITE(x), но канал x не был инициализирован.
Реакции: Индикация ошибки.
Помощь: Это указание на возможные противоречия. Программа продолжает работу, если не требуется квитирование.
Продолж. программы: С помощью клавиши стирания или NC-START удалить ошибку.
10223 Канал %1: Команда %2 уже занята
10223 [Канал %1: ] Команда %2 уже занята
Параметр: %1 = Номер канала
%2 = Имя события
Объяснение: Канал получил отрицательное квитирование связи канал-канал, так как эта команда уже активна или еще не завершена. Напр.: INIT(x,»ncprog»), но для канала x уже существует запрос на выбор программы.
Реакции: Индикация ошибки.
Помощь: Это указание на возможные противоречия. Программа продолжает работу, если не требуется квитирование.
Продолж. программы: С помощью клавиши стирания или NC-START удалить ошибку.
10225 Канал %1: Команда отклонена
10225 [Канал %1: ] Команда отклонена
Параметр: %1 = Номер канала
Объяснение: Канал получил команду, которая не может быть выполнена.
Реакции: Индикация ошибки.
Помощь: Нажать RESET.
Продолж. программы: С помощью клавиши стирания или NC-START удалить ошибку.
10226 канал %1: отмена Reset/завершения программы
10226 [канал %1: ] отмена Reset/завершения программы
Параметр: %1 = Номер канала
Объяснение: При Reset или завершении программы возникла ошибка, поэтому канал не может быть переведен в состояние готовности к работе.
Это возможно, к примеру, тогда, когда интерпретатор при обработке Init-кадров, появляющихся при Reset и завершении программы, сигнализирует ошибку.
Как правило, дополнительные аварийные сообщения информируют от точной проблеме.
Реакции: Блокировка старта ЧПУ в этом канале.
Канал не готов к работе.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке.
Помощь: Устранить проблему, специфицированную другими аварийными сообщениями, и снова нажать RESET.
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10299 Канал %1: Функция Auto-Repos не разрешена
10299 [Канал %1: ] Функция Auto-Repos не разрешена
Параметр: %1 = Номер канала
Объяснение: В канале была выбрана функция (режим работы) Auto-Repos, которая не установлена.
Реакции: Индикация ошибки.
Помощь: Это только указание.
Продолж. программы: С помощью клавиши стирания или NC-START удалить ошибку.
10601 Канал %1: Кадр %2 Скорость в конце кадра при нарезании резьбы равна нулю
10601 [Канал %1: ] Кадр %2 Скорость в конце кадра при нарезании резьбы равна нулю
Параметр: %1 = Номер канала
%2 = Номер кадра, метка
Объяснение: Эта ошибка возникет только тогда, когда несколько кадров с G33 следуют друг за другом. Скорость в конце указанного кадра равна нулю, хотя за ним следует еще один скоростной кадр. Причинами для этого могут быть, например:
- G9
- Вспомогательная функция после перемещения
- Вывод вспомогательной функции перед перемещением следующего кадра
- Позиционирующая ось в кадре
Реакции: Стоп интерпретатора
Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
Помощь: Изменить программу обработки деталей ЧПУ, не программируя «Останов в конце кадра» G09.
Изменить общий параметр станка MD11110 $MN_AUXFU_GROUP_SPEC [n] для выбора момента вывода группы вспомогательных функций с «Вывод вспомогательной функции перед/после перемещения» на «Вывод вспомогательной функции во время перемещения».
Бит 5 = 1: Вывод вспомогательной функции перед перемещением
Бит 6 = 1: Вывод вспомогательной функции во время перемещения
Бит 7 = 1: Вывод вспомогательной функции после перемещения
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10604 Канал %1: Кадр %2 Увеличение шага резьбы слишком велико
10604 [Канал %1: ] Кадр %2 Увеличение шага резьбы слишком велико
Параметр: %1 = Номер канала
%2 = Номер кадра, метка
Объяснение: Увеличение шага резьбы слишком велико, что ведет к перегрузки оси. При проверке процентовка шпинделя будет взята как 100%.
Реакции: Кадр коррекции с реорганизацией.
Локальная реакция на ошибку.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
Помощь: Снизить скорость вращения шпинделя, увеличение шага резьбы или длину траектории в управляющей программе.
Продолж. программы: С помощью NC-START или клавиши RESET удалить ошибку и продолжить программу.
10605 Канал %1: Кадр %2 Уменьшение шага резьбы слишком велико
10605 [Канал %1: ] Кадр %2 Уменьшение шага резьбы слишком велико
Параметр: %1 = Номер канала
%2 = Номер кадра, метка
Объяснение: Уменьшение шага резьбы ведет к останову оси в кадре резьбы.
Реакции: Кадр коррекции с реорганизацией.
Локальная реакция на ошибку.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
Помощь: Снизить уменьшение шага резьбы или длину траектории в управляющей программе.
Продолж. программы: С помощью NC-START или клавиши RESET удалить ошибку и продолжить программу.
10610 Канал %1: Ось %2 не остановлена
10610 [Канал %1: ] Ось %2 не остановлена
Параметр: %1 = Номер канала
%2 = Номер кадра, метка
Объяснение: Ось/шпиндель была позиционирована командой POSA/SPOSA через несколько кадров ЧПУ. Запрограммированная целевая позиция еще не была достигнута (окно «Genauhalt fein» [«Точная остановка»]), когда ось/ шпиндель была уже запрограммирована снова.
Пример:
N100 POSA[U]=100
:
N125 X… Y… U… ; напр.: Ось U еще движется из N100!
Реакции: Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке.
Помощь: Проверить и исправить программу обработки деталей (проанализировать, имеет ли здесь вообще смысл перемещение через границы кадров). С помощью кодового слова WAITP для осей или WAITS для шпинделей препятствовать смене кадра до тех по, пока и позиционирующие оси или позиционирующие шпиндели не достигнут своей позиции назначения.
Пример для осей: N100 POSA[U]=100
:
N125 WAITP(U)
N130 X… Y… U…
Пример для шпинделей:
N100 SPOSA[2]=77
:
N125 WAITS(2)
N130 M6
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10620 Канал %1: Кадр %3 Ось %2 достигла программного конечного выключателя %4
10620 [Канал %1: ] Кадр %3 Ось %2 достигла программного конечного выключателя %4
Параметр: %1 = Номер канала
%2 = Имя оси, номер шпинделя
%3 = Номер кадра, метка
%4 = Строка
Объяснение: В процессе продольной подачи распознается, что был достигнут программный конечный выключатель в указанном направлении. Превышение диапазона перемещений могло быть еще не распознано при подготовке кадра, так как происходит наложение перемещений с помощью маховичка или активно преобразование координат.
Реакции: Локальная реакция на ошибку.
Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке на конце кадра.
Помощь: В зависимости от причины следует осуществить следующие мероприятия по устранению ошибки:
- Наложение маховичка или внешнего смещения нулевой точки: Наложение движений аннулировать и при повторении программы избегать/уменьшать.
- Преобразование: Проверка установленных/запрограммированных смещений нулевой отметки (текущий фрейм). Если эти значения правильны, сместить зажим инструмента (приспособление), чтобы при повторении программы избежать такого же сообщения (с повторным прерыванием программы).
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10621 Канал %1: Ось %2 находится на программном конечном выключателе %3%4
10621 [Канал %1: ] Ось %2 находится на программном конечном выключателе %3%4
Параметр: %1 = Номер канала
%2 = Имя оси, номер шпинделя %3 = Строка
%4 = Ось программного конечного выключателя. Выводится только при отклонении от перемещаемой оси.
Объяснение: Указанная ось уже стоит на указанном программном конечном ограничителе.
Реакции: Индикация ошибки.
Помощь: Проинформируйте соответствующий сервисный персонал. Проверить параметры станка: MD36110 $MA_POS_LIMIT_PLUS/MD36130 $MA_POS_LIMIT_PLUS2 и MD36100 $MA_POS_LIMIT_MINUS/MD36120 $MA_POS_LIMIT_MINUS2 для программного конечного выключателя.
В режиме JOG произведите съезд с программного конечного выключателя.
Информируйте авторизованный персонал/службу сервиса.
Машинные данные:
Проверьте специфические для оси интерфейсные сигналы: DB31, … DBX12.3 (2 программный конечный выключатель плюс) или DB31, … DBX12.2 (2 программный конечный выключатель минус) Проверьте выбран ли 2 программный конечный выключатель.
Продолж. программы: Индикация ошибки исчезает вместе с причиной ошибки. Дополнительных действий не требуется.
10622 Канал %1: Кадр %3 Ось %2 достигает программный конечный выключатель %4 при активной трансформации
10622 [Канал %1: ] Кадр %3 Ось %2 достигает программный конечный выключатель %4 при активной трансформации
Параметр: %1 = Номер канала
%2 = Имя оси, номер шпинделя
%3 = Номер кадра, метка
%4 = Строка
Объяснение: При движении перемещения обнаруживается, что из-за активной трансформации произойдет наезд на конечный программный выключатель в указанном направлении.
Реакции: Локальная реакция на ошибку.
Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке.
Помощь: В зависимости от причины следует осуществить следующие мероприятия по устранению ошибки:
- Наложение маховичка или внешнего смещения нулевой точки: Наложение движений аннулировать и при повторении программы избегать/уменьшать.
- Преобразование: Проверка установленных/запрограммированных смещений нулевой отметки (текущий фрейм). Если эти значения правильны, сместить зажим инструмента (приспособление), чтобы при повторении программы избежать такого же сообщения (с повторным прерыванием программы).
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10625 канал %1: кадр %3 ведомая ост/шпиндель %2 с CP-SW-Limit-Stop %4
10625 [канал %1: ] кадр %3 ведомая ост/шпиндель %2 с CP-SW-Limit-Stop %4
Параметр: %1 = Номер канала
%2 = Имя оси, номер шпинделя
%3 = Номер кадра, метка
%4 = Строка
Объяснение: Ведомая ось/шпиндель была остановлена, т.к. существует опасность наезда на программный конечный выключатель в показанном направлении. В зависимости от MD30455 $MA_MISC_FUNCTION_MASK, бит 11 и CPMBRAKE возможно и торможение всей структуры соединения в определенном направлении.
Реакции: Локальная реакция на ошибку.
Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке.
Помощь: В зависимости от причины следует осуществить следующие мероприятия по устранению ошибки:
- Наложение маховичка или внешнего смещения нулевой точки: Наложение движений аннулировать и при повторении программы избегать/уменьшать.
- Преобразование: Проверка установленных/запрограммированных смещений нулевой отметки (текущий фрейм). Если эти значения правильны, сместить зажим инструмента (приспособление), чтобы при повторении программы избежать такого же сообщения (с повторным прерыванием программы).
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10630 Канал %1: Кадр %2 ось %3 достигла границы рабочего поля %4
10630 [Канал %1: ] Кадр %2 ось %3 достигла границы рабочего поля %4
Параметр: %1 = Номер канала
%2 = Номер кадра, метка
%3 = Ось, номер шпинделя
%4 = Строка (+ или -)
Объяснение: Указанная ось нарушает границу рабочего поля. Это распознается только при основном проходе, так как перед преобразованием минимальные осевые значения не было возможности выяснить или имеет место наложение движений.
Реакции: Локальная реакция на ошибку.
Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке на конце кадра.
Помощь: Запрограммировать другое перемещение или не выполнять наложенное движение.
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.
10631 Канал %1: Ось %2 стоит на границе рабочего поля %3%4
10631 [Канал %1: ] Ось %2 стоит на границе рабочего поля %3%4
Параметр: %1 = Номер канала
%2 = Ось, шпиндель
%3 = Строка (+ или -)
%4 = Ось ограничения рабочего поля. Выводится только при отклонении от перемещаемой оси.
Объяснение: Указанная ось достигла в режиме JOG границы рабочего поля в положительном направлении.
Реакции: Индикация ошибки.
Помощь: Проверить SD43420 $SA_WORKAREA_LIMIT_PLUS и SD43430 $SA_WORKAREA_LIMIT_MINUS для ограничения рабочего поля.
Продолж. программы: Индикация ошибки исчезает вместе с причиной ошибки. Дополнительных действий не требуется.
10632 Канал %1: Кадр %2 ось %3 достигает спец. для системы координат ограничения рабочего поля %4
10632 [Канал %1: ] Кадр %2 ось %3 достигает спец. для системы координат ограничения рабочего поля %4
Параметр: %1 = Номер канала
%2 = Номер кадра, метка
%3 = Ось, номер шпинделя
%4 = Строка (+ или -)
Объяснение: Указанная ось нарушает спец. для системы координат ограничение рабочего поля. Это определяется только на главном ходу, т.к. либо перед трансформацией мин. значения осей не могли быть определены, либо если имеется наложенное движение.
Реакции: Локальная реакция на ошибку.
Блокировка старта ЧПУ в этом канале.
Устанавливаются сигналы интерфейсов.
Индикация ошибки.
NC-Stop при ошибке на конце кадра.
Помощь: Запрограммировать другое перемещение или не выполнять наложенное движение.
Продолж. программы: С помощью клавиши RESET удалить ошибку. Заново запустить программу обработки детали.