Сварка
металлов – это технологический процесс, обладающий некоторыми
особенностями, и его познание достигается в результате тренировок,
испытаний и преодоления трудностей. Суть процесса заключается в
нагревании сплава электрической дугой, происходит деформация металла, и
частицы электрода проникают в его строение.
Чрезмерная
уверенность приводит к неприятным последствиям, поэтому необходимо
обучаться сварочному делу очень внимательно. Серьезные работы можно
проводить после ознакомления с теоретическими знаниями и прохождения
практических занятий. Перед началом работы важно выполнить
предварительные пробные швы на отдельной металлической пластине и
проверить настройку оборудования, толщину электрода, чтобы не испортить
изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1.
Неподготовленная поверхность для сварки, имеющая грязь, ржавчину,
окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и
происходит непровар шва, распространенный дефект. Поэтому необходимо
очистить поверхность болгаркой или металлической щеткой для нормального
контакта.
2.
Несоблюдение техники безопасности просто недопустимо. Во время работы
необходимо использовать защитные средства от ожога, удара током,
отравления. Маска «Хамалеон», изготовленная из современных материалов,
удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически
настраивается на световые изменения, что позволяет мастеру работать
длительное время без переутомления. Если автоматическая функция у других
моделей отсутствует необходимо перенастраивать перед каждой новой
работой. Важно приобрести и использовать специальные перчатки (краги) из
грубой ткани, одежду из негорючего, плотного материала, застегнутую на
все пуговицы, качественную обувь на толстой подошве, чтобы защититься от
брызг сварки.
3.
Неправильная настройка инвертора, современного электронного аппарата
постоянного и переменного тока, в результате образуются прожог, трещины.
Регулятор мощностей позволяет выставлять ток для сварки стальных
металлов разной толщины и плотности. Он дает возможность получить
качественный шов новичкам, без опыта и проводить работы самому на даче
или в частном доме. Большинство марок этих аппаратов работают от сети
220В, некоторые от 380В, имеют металлический корпус с вентиляционными
отверстиями, ремень для удобной переноски и передвижения. Они отличаются
компактными размерами, легким весом и популярны среди профессиональных
мастеров.
4.
Залипание электрода к поверхности является распространенной проблемой
среди новичков в сварочном деле. Самыми распространенными причинами
являются:
-
Электроды
отсырели (обмазка из специального порошка), находясь в помещении с
высокой влажностью и без герметичной упаковки. У продукции нет срока
годности и при соблюдении условий хранения (сухое, теплое место)
возможно использовать их в течение 20 лет. -
Отсутствие
предварительной прокалки для электродной продукции, которая обязательна
и рекомендована производителем, указывается на упаковке. Для этой
процедуры используются печь или пенал для прокалки, которые можно
приобрести. -
Плохое
качество электродов зависит от производителя. У нас вы можете выбрать
качественные электроды известных и надежных брендов, по марке,
назначению (для разных по составу сплавов), производителю, по типу
покрытия и использовать в различных условиях. -
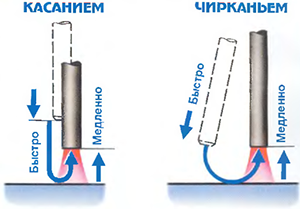
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5.
Неверно подобранный электрод для сварки способствует образованию
некачественного шва, образованию пор заполненных разными газами, которые
не успели выделиться на поверхность. Важно выбрать электрод
соответствующего диаметра, чтобы он не прожигал металл, правильно
удерживать его и медленно, плавно вести во время работы для получения
ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в
катушках, а толщина должна соответствовать возможностям сварочного
аппарата. Виды проволоки отличаются химическим составом, строением,
содержанием легирующего компонента и используется в качестве соединений
создаваемых конструкций. Правильный выбор даст положительный результат
сварки, которая получится прочной и прослужит долго.
7.
Сварочная горелка не соответствует виду работ и диаметру проволоки.
Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке
для управления процессом горения. Приобретая горелку, необходимо
учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые
горелки полуавтоматического типа мобильны и используются в различных
условиях.
8.
Держатель электродов выбран неверно и появляются проблемы в
использовании. От правильно выбранной конструкции зависит качество
соединений, производительность труда, удобство и безопасность сварщика
во время работы. Выберите универсальный или специализированный
держатель, и сделайте сварочный процесс комфортным.
9.
Проблема разбрызгивания расплавленного металла, возникающая при сварке.
Удаление брызг проводится механическими методами (шлифовка, срубание)
или используются специальные средства в виде пасты, спрея, жидкости в
труднодоступных местах, которые обладают защитными свойствами от
налипания брызг.
10.
Перепады напряжения в сети губительно сказываются на сварке. В этом
случае электрод затухает и внезапно возгорается, в результате получается
некачественная сварка. Чтобы избежать этой проблемы, используйте
специальные устройства (стабилизаторы, реле контроля, источники
бесперебойного питания).
11.
Отсутствие профилактического осмотра оборудования, приводит к поломкам и
сокращает эксплуатационный срок. Важно своевременно проводить замену
частей горелки (сопло обеспечивающее хороший поток газа), обрезать и
установить каналы для проволоки, обеспечив отличную работу.
Многих
ошибок можно избежать, если использовать современное, исправное
оборудование, высококачественные материалы, дополнительные аксессуары от
проверенных и надежных производителей, способные улучшить рабочий
процесс. Делайте оптимальный выбор и получайте гарантию на товар.
✅ Дата публикации статьи: 2023-05-18| 📌 Категория: Полезные советы | 👁 118 просмотров

Каждый, кто желает освоить ручную дуговую сварку самостоятельно, должен наизусть выучить технику безопасности, и знать, чего ему нельзя делать. Сварка электродом — процесс очень небезопасный. Причём опасность при сварке возникает как для самого сварщика, так и для окружающих его людей. Даже животным не рекомендуется смотреть на сварку…
Поэтому в данной статье сайта про MMA сварку https://mmasvarka.ru/ были собраны советы и предостережения, чего нельзя делать в первую очередь начинающему сварщику. Статья носит ознакомительный характер, она предназначена помочь в освоении такого непростого, но увлекательно дела, как сварка.
Начать, пожалуй, нужно с электробезопасности. Сварка на этот счёт, как уже было сказано ранее, достаточно опасная работа. В первую очередь речь идёт о поражении электрическим током при несоблюдении элементарной техники безопасности.
Следует знать, что всеми любимые и популярные сварочные инверторы имеют несколько рабочих напряжений. Это так называемое сетевое напряжение 220 Вольт, и, напряжение, которое выдаёт сам аппарат. Его значения находятся в пределах 60-80 Вольт.

Однако удар даже таким небольшим напряжением может привести к печальным последствиям. Особенно если ноги сварщика находятся в воде или на нём мокрая одежда.
Именно по этой причине категорически не рекомендуется варить под дождём и в сырую погоду, когда всё вокруг мокрое. Также, чтобы исключить поражение электрическим током от сварки, нужно запомнить следующее:
- нельзя одновременно браться руками за электрод и массу;
- стоит избегать прикосновений к работающему сварочному аппарату;
- нельзя варить во время дождя или стоя по колено в воде;
- при сварке во влажной среде обязательно следует заземлить сварочный аппарат и предусмотреть наличие защиты для сварщика в виде резинового коврика, непромокаемой резиновой обуви и т. д.
Вредоносные газы и ультрафиолетовое излучение
Сварка также несёт и другую опасность. В первую очередь это ультрафиолетовое излучение и вредный дым, от вдыхания которого лучше отказаться. И если для предотвращения задымления во время сварки достаточно хорошо проветривать помещение или вовсе, варить на улице, то вот для защиты глаз лучше не применять дешёвые комплектующие.

Наилучшим выбором для сварщика в нынешнее время является автоматическая маска Хамелеон. Помимо удобства использования, такая маска обладает высокой скоростью срабатывания. Поэтому глаза сварщика всегда будут находиться под постоянной защитой. Тем более, если вы начинающий сварщик, учиться в маске Хамелеон и проще, и безопаснее всего.
Сегодня стоимость автоматических масок вполне приемлемая и начинается от одной тысячи рублей. Однако не рекомендуется выбирать самую дешёвую модель. Начинающим лучше остановить свой выбор на маске средней ценовой категории.

Помимо всего вышеперечисленного, не стоит забывать и о надёжной защите открытых участков тела. Существует такое понятие, как сварочный загар. Возникает он при поражении открытых участков кожи сварщика ультрафиолетом. Поэтому варить нужно всегда таким образом, чтобы одежда по максимуму закрывала тело.
Техника безопасности при зачистке шлака
Многие начинающие сварщики пренебрегают техникой безопасности в данном плане. Однако ни в коем случае нельзя отбивать шлак после сварки без защиты глаз. Настоятельно рекомендуется это делать либо в специальных очках, либо в маске. Подобная мера предотвратит попадание в глаза отлетающей от металла окалины.

Ну и последнее, это что касается токовых характеристик сварочного инвертора. Пусть они и небольшие, однако, сварка потребляет достаточно много энергии. Поэтому пользуясь удлинителем всегда нужно помнить следующее:
- длина удлинителя для сварки не должна превышать 30 метров, а сечение жил кабеля должно быть не менее 2,5 мм²;
- во время выполнения сварочных работ удлинитель должен быть полностью размотан, и никак иначе;
- не рекомендуется во время сварки наматывать удлинитель на руку, поскольку это может негативно сказаться в дальнейшем на здоровье сварщика.
Вот такие получились советы и предостережения для начинающих сварщиков. Спасибо что подписываетесь на канал и материально поддерживаете автора. Всем удачи, добра и успехов в своих начинаниях.

Очень часто начинающие сварщики допускают ошибки при сварке, которые не только визуально портят качество шва, но и делают его не таким прочным. Как правило, многие спешат, что вредит качеству проведения сварочных работ.
Также, нередко начинающие сварщики не уделяют должного внимания подготовке металла. Всё это приводит к возникновению различных проблем.
В итоге, то электрод прилипает, то заготовка разваливается на части. В данном обзоре мы поговорим, что вредит сварке, и какие 10 ошибок сварщики допускают чаще всего.
Неподходящая сила тока — данная ошибка допускается сварщиками в момент настройки сварочного оборудования. Неправильно подобранная сила тока обязательно станет причиной появления таких распространенных проблем, как непровары, прожоги или залипание электродов.
Чтобы правильно настроить силу сварочного тока нужно учитывать диаметр используемых электродов, толщину свариваемого металла и пространственное положение шва. Без этих трех составляющих нельзя максимально точно рассчитать, какой именно должна быть сила тока для сварки.

Отсутствие в подготовке металла — если металл ржавый и грязный, то варить его станет настоящей проблемой. Краска или следы битума на поверхности будут препятствовать нормальному контакту, из-за чего электрод будет прилипать к металлу. Всё это приведёт к ухудшению прочности и внешнего вида заготовки.
Прямая или обратная полярность — многие сварщики до сих пор путаются и не знают, на какой полярности нужно варить инвертором. Тонкий металл сваривается на обратной полярности. Что касается толстых металлов, то их варят только на прямой полярности.
Выбор некачественных электродов
Электроды для сварки должны быть не только качественными, но еще и сухими. Поэтому прежде чем ругать производителя, вспомните, как долго и где именно хранились электроды. Возможно, они отсырели и требуют прокаливания перед использованием.

Варить сырыми электродами также сложно, как и неподготовленный металл. Электрод будет плохо зажигаться и всё время прилипать к металлу. Поэтому данный нюанс очень важно учитывать еще на подготовительном этапе выполнения сварочных работ.
Какой должна быть скорость перемещения электрода
Чем толще сваривается металл, тем медленнее нужно перемещать электрод вдоль свариваемого стыка. Всё объясняется тем, что если быстро перемещать электрод, то толстый металл не проварится, как надо, а заготовка развалиться от удара.
И наоборот, чем тоньше металл, тем выше скорость перемещения электрода должна быть. Если подолгу задерживать электрод над поверхностью тонкого металла, то есть риск прожечь в нем дыру.

Поэтому скорость перемещения электрода всецело зависит от толщины свариваемого металла.
Оставьте спешку в покое
Ну и последний совет, никогда не спешите в сварке. Сварка — это такая работа, которая не требует спешки, даже если начальник кричит и брызжет слюной.

К тому же, сварочные работы сопряжены с рядом опасностей. Поэтому чтобы не навредить своему пока что могучему здоровью, очень важно никуда не спешить.
Содержание
-
Ошибка №1
-
Ошибка №2
-
Ошибка №3
-
Ошибка №4
-
Ошибка №5
Хотелось бы поговорить о самых часто встречающихся ошибках при выполнении сварочных работ. Особенно часто данные ошибки встречаются именно у начинающих сварщиков.

Итак:
Ошибка №1
Неправильный подбор силы тока. Либо больше чем нужно, либо меньше чем нужно. Если начинающий сварщик варит на больших токах, то он скорее всего прожигает металл. Если же он работает на малых токах, то чаще всего случается так, что электроды залипают.
Ошибка №2
Слишком быстрое перемещение электрода. Чаще всего данная ошибка возникает, как раз из-за неопытности сварщика и его боязни прожечь деталь. Это чревато тем, что в детали не будет качественной проварки и также не будет нужного усиления.
Ошибка №3
Сварка без отрыва. Данная ошибка также возникает из-за неопытности и приводит к прожиганию металла.

Ошибка №4
Сварка с маленьким зазором. Детали для сварки собирают с небольшим зазором для компенсации теплового расширения. Отсутствие зазора может привести к деформации детали во время сварки и даже к её разрушению. Большой зазор тоже не лучший выход, так как значительно возрастает расход сварочных материалов.
Ошибка №5
Неправильно подобранный светофильтр на сварочной маске. Назначение светофильтра — это защита глаз от ультрафиолетового излучения.
У разных способов сварки — воздействия различаются:
-
ручная дуговая сварка — минимальное воздействие;
-
полуавтоматическая СО2 — большое воздействие;
-
аргонодуговая — очень большое воздействие.

Поэтому надо нужно подбирать соответствующий номер светофильтра. Лучшим выходом является маска с автоматическим затемнением в зависимости от мощности излучения. Также надо обращать внимание на скорость срабатывания светофильтра: чем меньше время срабатывания — тем лучше.
Обновлено:
23.07.2019
3731
Узнавайте о новых статьях первыми! Подпишитесь на рассылку!
Галерея
Вам может быть интересно
Сварка
металлов – это технологический процесс, обладающий некоторыми
особенностями, и его познание достигается в результате тренировок,
испытаний и преодоления трудностей. Суть процесса заключается в
нагревании сплава электрической дугой, происходит деформация металла, и
частицы электрода проникают в его строение.
Чрезмерная
уверенность приводит к неприятным последствиям, поэтому необходимо
обучаться сварочному делу очень внимательно. Серьезные работы можно
проводить после ознакомления с теоретическими знаниями и прохождения
практических занятий. Перед началом работы важно выполнить
предварительные пробные швы на отдельной металлической пластине и
проверить настройку оборудования, толщину электрода, чтобы не испортить
изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1.
Неподготовленная поверхность для сварки, имеющая грязь, ржавчину,
окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и
происходит непровар шва, распространенный дефект. Поэтому необходимо
очистить поверхность болгаркой или металлической щеткой для нормального
контакта.
2.
Несоблюдение техники безопасности просто недопустимо. Во время работы
необходимо использовать защитные средства от ожога, удара током,
отравления. Маска «Хамалеон», изготовленная из современных материалов,
удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически
настраивается на световые изменения, что позволяет мастеру работать
длительное время без переутомления. Если автоматическая функция у других
моделей отсутствует необходимо перенастраивать перед каждой новой
работой. Важно приобрести и использовать специальные перчатки (краги) из
грубой ткани, одежду из негорючего, плотного материала, застегнутую на
все пуговицы, качественную обувь на толстой подошве, чтобы защититься от
брызг сварки.
3.
Неправильная настройка инвертора, современного электронного аппарата
постоянного и переменного тока, в результате образуются прожог, трещины.
Регулятор мощностей позволяет выставлять ток для сварки стальных
металлов разной толщины и плотности. Он дает возможность получить
качественный шов новичкам, без опыта и проводить работы самому на даче
или в частном доме. Большинство марок этих аппаратов работают от сети
220В, некоторые от 380В, имеют металлический корпус с вентиляционными
отверстиями, ремень для удобной переноски и передвижения. Они отличаются
компактными размерами, легким весом и популярны среди профессиональных
мастеров.
4.
Залипание электрода к поверхности является распространенной проблемой
среди новичков в сварочном деле. Самыми распространенными причинами
являются:
-
Электроды
отсырели (обмазка из специального порошка), находясь в помещении с
высокой влажностью и без герметичной упаковки. У продукции нет срока
годности и при соблюдении условий хранения (сухое, теплое место)
возможно использовать их в течение 20 лет. -
Отсутствие
предварительной прокалки для электродной продукции, которая обязательна
и рекомендована производителем, указывается на упаковке. Для этой
процедуры используются печь или пенал для прокалки, которые можно
приобрести. -
Плохое
качество электродов зависит от производителя. У нас вы можете выбрать
качественные электроды известных и надежных брендов, по марке,
назначению (для разных по составу сплавов), производителю, по типу
покрытия и использовать в различных условиях. -
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5.
Неверно подобранный электрод для сварки способствует образованию
некачественного шва, образованию пор заполненных разными газами, которые
не успели выделиться на поверхность. Важно выбрать электрод
соответствующего диаметра, чтобы он не прожигал металл, правильно
удерживать его и медленно, плавно вести во время работы для получения
ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в
катушках, а толщина должна соответствовать возможностям сварочного
аппарата. Виды проволоки отличаются химическим составом, строением,
содержанием легирующего компонента и используется в качестве соединений
создаваемых конструкций. Правильный выбор даст положительный результат
сварки, которая получится прочной и прослужит долго.
7.
Сварочная горелка не соответствует виду работ и диаметру проволоки.
Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке
для управления процессом горения. Приобретая горелку, необходимо
учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые
горелки полуавтоматического типа мобильны и используются в различных
условиях.
8.
Держатель электродов выбран неверно и появляются проблемы в
использовании. От правильно выбранной конструкции зависит качество
соединений, производительность труда, удобство и безопасность сварщика
во время работы. Выберите универсальный или специализированный
держатель, и сделайте сварочный процесс комфортным.
9.
Проблема разбрызгивания расплавленного металла, возникающая при сварке.
Удаление брызг проводится механическими методами (шлифовка, срубание)
или используются специальные средства в виде пасты, спрея, жидкости в
труднодоступных местах, которые обладают защитными свойствами от
налипания брызг.
10.
Перепады напряжения в сети губительно сказываются на сварке. В этом
случае электрод затухает и внезапно возгорается, в результате получается
некачественная сварка. Чтобы избежать этой проблемы, используйте
специальные устройства (стабилизаторы, реле контроля, источники
бесперебойного питания).
11.
Отсутствие профилактического осмотра оборудования, приводит к поломкам и
сокращает эксплуатационный срок. Важно своевременно проводить замену
частей горелки (сопло обеспечивающее хороший поток газа), обрезать и
установить каналы для проволоки, обеспечив отличную работу.
Многих
ошибок можно избежать, если использовать современное, исправное
оборудование, высококачественные материалы, дополнительные аксессуары от
проверенных и надежных производителей, способные улучшить рабочий
процесс. Делайте оптимальный выбор и получайте гарантию на товар.

Из всех ошибок, которые допускаются начинающими сварщиками в период обучения, я бы хотел поставить акцент на одной самой существенной — спешке. То и понятно, что все мы спешим жить, хотим успеть сделать чего-то больше.
Однако спешка в сварке дело непредсказуемое, порой приводящее к травмам и разочарованиям от работы. В начала обучения сварке необходимо понять основы, которые в дальнейшем закрепляются на практике.
Спешка и неосторожность, вот самые главные враги начинающих сварщиков. От них лучше сразу избавиться, если вы хотите действительно научиться варить.
Типичные ошибки начинающих сварщиков
Незнание основ — это объёмная группа ошибок, которые относятся, прежде всего, к теории сварки. Да, никто начинающего сварщика не заставляет знать наизусть строение и природу происхождения сварочной дуги. Но самое элементарное, что касается параметров тока для сварки, длины дуги, прямой и обратной полярности, всё это знать надо.

Ошибка №1 — неправильная сила тока. Часто начинающий сварщик сетует на то, что электрод всё время прилипает к поверхности металла или наоборот, прожигает в нем дыры. Не разобравшись в причинах, он ищет замену будто бы плохим электродам, начинает ругать продавцов и консультантов сварочного оборудования, но только не себя любимого.
А ведь узнай он о том, какая именно для сварки нужна сила тока, ничего бы этого не произошло. Правильно подобранный сварочный ток, это почти треть успеха для нормальной сварки. Поэтому на первых порах обучения очень важно выучить и закрепить правила подбора сварочного тока в зависимости от толщины свариваемого металла и диаметра электродов.

Ошибка №2 — неправильное перемещение электрода. Трусятся руки, постоянно гаснет дуга, расплавленный металл брызжет из стороны в сторону… Всё это можно сказать о начинающем сварщике, который первый раз в руки взял держак с электродом. Здесь важно прогнать страх и настроиться на работу так, чтобы уловить самое главное и сокровенное, отделить шлак от металла.
Как правильно варить
Ошибка №3 — буду варить без отрыва, как это делают профессионалы! Это еще одна типичная ошибка начинающего сварщика, которая приводит к прожиганию металла и порче инвертора. Варить без отрыва — не очень хорошая идея, поскольку в большинстве случаев ничего нормального из этого не получится. В первую очередь это касается качества провара металла и его усиления.

Ошибка №4 — отсутствие зазора между заготовками. Для сварки двух деталей их нужно выложить с небольшим зазором, чтобы в момент расширения не произошло деформации. При этом зазор между заготовками не должен быть и слишком большим, поскольку это приведёт к расходу электродов и заметно утяжелит весь процесс сварки.
Ошибка №5 — плохо подобранный светофильтр. Если вы не хотите нахвататься зайчиков так, чтобы окончательно отпало желание варить, подберите для работы качественный светофильтр.
Различные виды сварки требуют применения разных светофильтров, поскольку воздействие ультрафиолета при той или иной сварке, также разное. Минимальным воздействием ультрафиолетового излучения обладает ручная дуговая сварка. Полуавтоматическая сварка имеет несколько большее воздействие, ну а аргонодуговая сварка, самое высокое ультрафиолетовое воздействие.

Сварка — это совокупность многих процессов, которые сварщик должен чётко знать и выполнять с закрытыми глазами. Как и в любом другом деле, здесь также важен опыт. Поэтому чем больше вы будете варить, тем лучше у вас будет получаться!

Перед началом сварочных работ новичку необходимо внимательно изучить правила безопасности. Таким образом, получится узнать много интересной и полезной информации об эксплуатации сварочного оборудования. Пренебрегать этим не следует, так как от этого напрямую зависит электробезопасность.
Выполнять сварочные работы необходимо в специальных перчатках и спецодежде, выполненной из негорючего материала. Все это является обязательным правилом, поскольку в результате использования инвертора можно запросто получить ожоги на коже.
Немаловажно использовать для таких работ прочную обувь. Ни в коем случае нельзя вправлять штаны внутрь сапог или расстёгивать пуговицы на кофте, так как частички раскалённого металла могут легко залететь под одежду.
Типичные ошибки начинающих сварщиков
Стоит знать, из-за использования длинных переносок мощность сварочного аппарата значительно снижается. Если другого выбора нет, то нужно разматывать полностью весь кабель.
Предварительно сварщику нужно убедиться, что электроды сухие и если нужно, осуществить их прокаливание. Отсыревшими электродами гораздо сложнее разжигать сварочную дугу. На упаковке написан режим, в котором должна производиться прокалка электродов. Для этого можно воспользоваться пеналом либо специальной печью.

Перед использованием маски «Хамелеон» её нужно вначале настроить. При этом учитывать следует величину сварочного тока и вид сварочных работ. В инструкции, прилагающейся к маске, написано вся интересующая информация. Лучше заранее убедиться в исправности светофильтра. Стоит не забыть перевести маску из положения зачистки.
Какие электроды лучше всего использовать сварщикам-новичкам
Начинающим сварщикам рекомендуется начинать сварочные работы с использованием рутиловых электродов МР3-С. Новичкам нежелательно применять электроды УОНИ либо варианты из старых запасов дедушек.

Новичку важно вначале научиться чувствовать сварку и осуществить пробные наплавки металла. Только после этого допускается испытывать свои знания и умения на сваривании каких-либо ответственных изделий.
Первые попытки рекомендуется выполнять на толстой металлической пластине удобных размеров. Сначала металл зачищается при помощи болгарки, а после этого накладывается валик в нижнем положении под углом. Правша наносит шов слева направо, а левша — справа налево.
Нужно научиться чувствовать разницу между величиной сварочного тока при манипуляциях с электродом. После чего направляется валик, соблюдая колебательные поперечные движения. Важно чтобы валик был ровным и имел равномерные чешуйки.

Требуется придерживаться короткой дуги. Это значит, что расположение электрода не должно превышать расстояние 3 мм от сварочной ванны. В данном случае немаловажно чувствовать величину тока и скорость.
Клемма заземления крепится поближе к месту сварки. При этом электрод плотно зажимается в держаке. После выполнения сварочных работ стоит сжигать электрод, оставив не меньше 10 см.
Как узнать – где металл, а где шлак
Новичку стоит научиться понимать, где металл, а где шлак. Через маску шлак имеет вид тёмных пятен. Когда сварочные работы будут завершены, требуется осторожно убрать шлак с помощью специального молоточка. Лучше при этом, чтобы маска была опущена.
Сварочный электрод зажигается, как спичка, либо легким постукиванием. Бывает такое, что электрод прилипает и после этого не зажигается. Нужно аккуратно убрать обмазку руками, поскольку в этом варианте сгорает стержень.

Нельзя стучать электродом, так как может отлететь обмазка больше требуемого, и стержень останется голым. Тогда риск залипания электрода лишь увеличится.
Когда начинающий сварщик со всем этим научится справляться, можно попробовать нанести вертикальные валики. Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Делается это снизу вверх. При использовании рутиловых электродов сварка выполняется в отрыв. Если и этот этап сварщик прошёл успешно, то он может пробовать приниматься за монтаж забора.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.

Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
 Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.

 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!

Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.

Ошибки начинающих сварщиков заключаются не только в неправильном подборе электрода для сварки, но и в технических моментах. Ну, нельзя без дефектов заварить тонкий металл, толщина которого составляет 1-2 мм, электродами, диаметром в 3-4 мм.
При использовании слишком толстых электродов, дыра в тонком металле неминуема. Почему? Да потому, что в данном случае, металл проплавляется полностью, поскольку глубина сварочной ванны в несколько раз превышает его толщину. Здесь действуют простые законы физики.
Однако ошибки начинающих сварщиков на этом не заканчиваются. Увидев дыру в прожжённом металле, начинающий сварщик бежит к сварочному инвертору, чтобы уменьшить ток. Вследствие этого электрод начинает прилипать к металлу. В попытках его оторвать от заготовки, и зажечь сварочную дугу, металл прожигается снова и снова.
Содержание
- Как не допускать типичных ошибок при сварке
- Что нужно знать о наклоне электрода во время сварки?
- Еще статьи про сварку:
Как не допускать типичных ошибок при сварке
Ну, во-первых, не следует даже пробовать варить тонкий металл электродами 3-4 мм. Важно подобрать диаметр электрода, таким образом, чтобы он не прожигал металл. Однако не в одной толщине электрода дело, поскольку также, важны его тип и марка.

Кроме того, важно правильно научиться удерживать и вести электрод во время сварки. Типичные ошибки электросварщиков, это заужение и уширение сварочного шва, неравномерное количество наплавленного металла по высоте.
Если осуществлять движение электродом слишком быстро, то в сварочную ванну попадёт меньше металла, чем нужно. В таком случае мы получим сильно зауженный шов. И наоборот, если замедлить движение электродом, то произойдёт сильное уширение сварочного шва. Следовательно, чем равномерней будет происходить движение электродом, тем красивей и качественней получится сварочный шов.

Данный процесс требует большого опыта. Поэтому не пытайтесь сразу получить ровный и качественный шов, поскольку навряд ли у вас что-то получится. Также не забывайте о том, что помимо скорости движения электродом, важно соблюдать и его правильный наклон.
Что нужно знать о наклоне электрода во время сварки?
Вести электрод во время сварки можно различными углами, углом вперёд или назад, перпендикулярно. При этом важно, чтобы электрод не был слишком наклонен к поверхности металла, что приведёт к появлению острых выступов на сварочном шве.

При ведении электродом вперёд или назад, угол наклона должен составлять порядка 40°. Перпендикулярное удерживание электрода применяется сварщиками не так часто и требует опыта. Однако удерживая электрод, таким образом, можно избежать прожигание тонкого металла, и варить в труднодоступных местах (например, при сварке операционных швов).

Поэтому основные ошибки начинающих сварщиков связаны именно с неправильным выбором электродов, а также из-за того, что угол, скорость, и движение электродом осуществляются не так как нужно. Большинство из всех вышеперечисленных ошибок уходят лишь с опытом, поэтому важно набраться терпения.
Еще статьи про сварку:
- Как научиться варить и с чем придётся столкнуться в процессе сварки
- Топ производителей сварочных инверторов
- Рейтинг лучших сварочных электродов
Источник

- Об авторе
- Хотите связаться со мной?
Уже лет 20 работаю своими руками. Пробовал и сантехнику, монтаж конструкций, есть свое маленькое производство. Друзья постоянно спрашиваю как сделать разные вещи. Вот и делюсь я с вами своими идеями в интернете.
На чтение 10 мин Просмотров 1.2к. Опубликовано 10.01.2022
Сварочные работы по мелочам часто нужны владельцам частных домов и дач. Чтобы не обращаться к профессионалам, не платить за это, достаточно приобрести необходимое оборудование и научиться самому как правильно варить электросваркой. Навыки лучше всего оттачивать на инверторе — сварочном аппарате, который работает на постоянном токе, отличается малыми габаритами и весом, а также недорого стоит.
Варить металл инвертором — лучшее, с чего может начать новичок.
Содержание
- Сварочный инвертор: устройство и принцип работы
- Как научиться варить сваркой
- Подготовительные работы
- Как подключать электрод
- Наклон электрода
- Траектории движения электрода
- Как правильно сваривать металл
- Как резать металл сварочным инвертором
- Сварка алюминия сварочным инвертором
- Инверторы для сварки алюминия
- Технология сварки алюминия инвертором
- Советы начинающему сварщику
- Ошибки начинающего сварщика
Сварочный инвертор: устройство и принцип работы
Устройство, которое способно преобразовать переменный электрический ток 220 — 380В при частоте 50 Гц в постоянный и пригодное для прочного соединения металлических конструкций называется сварочным инвертором.

КПД достигает 90%. Оплачивать бешеные счета за электроэнергию не придется. Инвертор «мотает» чуть больше обычного расхода, но не сильно много.
Плюс, на напряжение бытовой сети инверторы никак не влияют, так что соседи и не догадаются о проходящих рядом сварочных работах и у них не станут мигать лампочки и перегреваться бытовая техника.
Смотровая яма в гараже: размеры, этапы строительства и рекомендации
Также, что немаловажно для жителей частного сектора, агрегат может сносно работать и при пониженном напряжении. Например, при 170 В доступна сварка трехмиллиметровым электродом.
Дуга при работе инвертором получается «мягче» и удерживается легче.
Начинка устройства для сварки будет интересна электрикам и тем, кто собрался его ремонтировать.

Рассмотрим то в конструкции инвертора, чем будем пользоваться, внешний вид, рабочие узлы:
- Корпус. В виде металлического ящика с прорезями для вентиляции. На нем находятся все рабочие узлы агрегата.
- Ремень или ручка, которые крепятся на корпусе для транспортировки сварочного аппарата к непосредственному месту работы.
- Клавиша или тумблер для включения с индикаторами питания и перегрузки (перегрева).
- Ручки для выставления параметров сварки — тока и напряжения.
- Розетки для подключения рабочих кабелей. «+» и «-«. Один — с прищепкой-клеммой для подключения массы (заземления), другой — для электрода. Стоит обратить внимание на то, что чем они жестче и короче, тем меньше комфорта во время сварки!
- На задней панели — разъем для подключения кабеля к электросети.
Как научиться варить сваркой
Раньше в училищах и ПТУ этому учили 3 года. Но азам при желании можно научиться на пару недель. Со временем, практикуясь, можно достичь мастерства.
Главное при обучении соблюдать все правила безопасности. Не забывайте про защитную одежду. Не оставляете открытыми участки тела, иначе загар вам обеспечен. Работайте только в защитной маске, а сбивая шлак — в очках.
Рассмотрим все поэтапно, как правильно варить электросваркой.
Подготовительные работы
Подготавливаем рабочее место. Уделяем внимание личной безопасности. В процессе сварки всегда есть риск пострадать от электротока, искр и окалины. К подготовке к сварочным работам нужно всегда относиться достаточно серьезно.
Для учения и практики подойдет толстый кусок металла.

Помимо него нам понадобится следующее:
- краги (специальные толстые плотные перчатки);
- маска;
- плотная спецодежда, которая способна защитить тело от летящих искр;
- прочная толстокожая обувь;
- молоток;
- металлическая щетка;
- очки для защиты глаз.
Как подключать электрод
Легче всего работать с универсальным 3,2 мм электродом, который помещается в держатель сварочного кабеля и фиксируется. Для зажима применяются пружинные и винтовые устройства.
Электрод вставляется при нажиме кнопки или повороте винта в открывающееся отверстие.
Ни в коем случае он не должен шататься!
После установки электрода подключаются кабели.
При этом стоит обратить внимание на то, что инвертор имеет положительный и отрицательный выход (полярность), а также 2 сварочных провода:
- один с зажимом — подсоединяется к детали;
- другой — на электрод.
При прямой полярности плюс подсоединяется на свариваемую деталь, а минус — на держатель электрода. При обратной — наоборот.
Прямая полярность лучше прогревает металл и используется чаще всего.
Обратная же используется при специфических работах. Например, электросварке нержавейки.
Наклон электрода
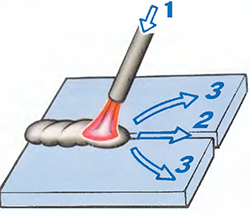
Электрод наклоняем немного на себя. Выдерживаем 30° — 60° Угол наклона подбираем ориентируясь на сварную ванну в зависимости от тока и того шва, что хотим получить.
«Углом назад» — первое положение. Сварная ванна и расплавленный шлак с образующимся швом движутся за электродом, его кончиком. Подбираем скорость и угол так, чтобы за расплавленным металлом успевал шлак, покрывал его. В итоге получаем глубокий прогрев свариваемой заготовки.

Второе положение — «углом вперед». Когда не нужно сильно разогревать металл. Шов, шлак и сварная яма также движутся за электродом. Только в этом случае глубина прогрева — минимальная.
Траектории движения электрода
Чтобы правильно варить, контролируем размер и состояние сварную ванну. Для этого удерживаем электрод в 2-3мм от металла и совершаем движение по одной из траекторий как на рисунке ниже.

В этом и есть мастерство! Однако, все не так просто.
Опытный сварщик контролирует следующие параметры сварки:
- Движение электрода по заданной траектории.
- Сохранение дистанции 2-3 мм до свариваемой детали.
- Скорость движения электрода, замедляясь или ускоряясь при необходимости.
- Направление шва.
Достаточно изучить 2-3 траектории движения электрода для сварки цветных и черных металлов, получения швов. Все осваивать нет необходимости.
На начальном этапе тренируемся делать валики, а не швы. Контролировать дистанцию, чтобы удерживать дугу. Для этого понадобится толстый обрезок металла.
Вскрытие замков без ключа: несколько проверенных способов
Очень важно расстояние от электрода до металла:

Выполняем сварку в такой последовательности:
- Прочерчиваем мелом линию.
- Разжигаем дугу.
- Осваиваем выбранную траекторию движения.
- Учимся контролировать сварочную ванну, состояние и размер.
- В идеале получаем равномерный по всей длине заготовки валик, с постоянной шириной и высотой. Когда так получается, переходим на следующую ступень обучения.
Строим каркасный гараж своими руками: пошаговая инструкция
Электродов на освоение этого этапа уйдет немало. На следующем этапе соединяем детали. И учимся сваривать металлические заготовки в заданную конструкцию.
Чтобы получить хороший результат, недостаточно научиться правильно удерживать электрод и следить за состоянием ванны. В поведении металла при соединении есть свои тонкости.
Швы тянут, перекашивают детали.

Чтобы этого не произошло, соблюдаем технологию электросварочных работ:
- Соединяем детали прихватками — короткими поперечными швами с шагом 80-250 мм по всей длине свариваемых деталей.
- Закрепляем детали струбцинами и прочими приспособлениями.
- Сваривая стыки, накладываем стяжки с обеих сторон.
- Проводим сварку.
Иногда нужно прожечь в металле отверстие, либо разделить его на части. Чтобы правильно сделать это, выставляем электроток на инверторе на 140 А, берем электрод 2,5 мм.
Технология прожигания трубы для получения отверстия простая:
- Зажигаем дугу.
- Ставим на заготовку, прогреваем, вдавливаем.
- Перемещаем электрод по прочерченной мелом полосе.
- Вновь прогреваем металл, вдавливаем.
- Повторяем до тех пор, пока не прорежем отверстие.
При резке инвертором есть одна хитрость, которая поможет начинающим сварщикам.
Лист при резке инвертором ставим вертикально, чтобы расплавленный металл при застывании не образовал на кромках соплей-сосулек, а стекал вниз.

Предпочтительней соблюдение прямой полярности при резке металла сваркой. Создается узкая глубокая зона расплавления. При обратной — широкая, но мелкая.
Так как при резке сильно выплавляется металл в зоне реза, то не рекомендуется это делать, чтобы разрезать металл. Такое часто практиковали раньше, когда болгарка была не всегда. Сегодня лучше воспользоваться болгаркой и отрезать кусок нужного точного размера.
Сварка алюминия сварочным инвертором
Технологии сварки алюминия и различных его сплавов достаточно сложны по следующим причинам:
- Металл покрывает оксидная пленка с температурой плавления 2000⁰C, в то время как у черного металла — 660⁰C.
- Перед сваркой поверхность очищается. Полностью удаляется оксидная пленка.
- Значительный перепад температур снижает прочность металла.
- Высокая текучесть алюминия затрудняет накладывание вертикально расположенных швов.
- Металл стремится быстро сбежать из сварочной ванны.
- Заготовка чаще при усадке деформируется, швы — растрескиваются.
- Нагрев не изменяет цвет алюминия, что усложняет контроль и соблюдение технологии при инверторной сварке.
Инверторы для сварки алюминия
Для сварки алюминия подойдет как дешевый непритязательный инвертор, так и имеющий функции MMA и TIG. Выставляемая сила тока — 200 А и электроды со спецпокрытием.
Инверторы, которые имеют осциллятор, зажигают дугу бесконтактно.
Также полезны опции:
- затухания дуги;
- контроль полярности;
- импульсный режим.
Компактные модели со всеми опциями стоят дороже, но удобнее при транспортировке.
Технология сварки алюминия инвертором
Сварка алюминия проводится в такой последовательности:
- Обрабатываем места соединения, снимаем фаски. Чем толще куски алюминия, тем больше снимаем. Соблюдаем угол 45 — 60⁰.
- Очищаем заготовки в 20-30 мм от края щеткой по металлу от оксидного слоя, обезжириваем растворителем.
- Размещаем заготовки с зазором 1-2,5мм.
- Под тонкие листы алюминия (до 5 мм) подкладывает керамические и графитовые пластины.
- Сварку выполняем постоянным током плавящимися специальными электродами. Либо вольфрамовыми. Но тогда выбираем переменный ток.
- Электрод располагаем перпендикулярно, удерживаем короткую дугу.
- Для получения одинакового широкого шва, прихватываем заготовки с двух сторон.
- От толщины металла зависит как ток сварки, так и диаметр применяемого электрода.
- Толстые детали свариваем несколько раз. Накладываем шов — зачищаем от шлака, выполняем новый.
- Алюминиевые электроды сгорают быстрее стальных! Поэтому сварка алюминиевых заготовок намного сложнее.
Советы начинающему сварщику
Чтобы обучение происходило быстрее, дадим 10 простых советов, которые пригодятся новичку:
- Учитесь на современных сварочных аппаратах. Трансформатор — нет, инвертор — да!
- Используйте рутиловые электроды. Такие как Е6013, R143 или МР-3С.
- При первом знакомстве со сваркой возьмите электрод 3 мм.
- Как разгорелась дуга, не отрывайте электрод от детали. Большой зазор ее погасит!
- Увеличивайте скорость при небольшой толщине металла. Не спешите. Не бойтесь, что электрод залипнет на металле. Электронная начинка инвертора не допустит этого.
- Когда в металле прожжена дыра, то выберите электроды меньшего диаметра, понизьте ток!
- Перед тем как отбивать шлак, дайте шву остыть.
- Для обучения воспользуйтесь не простой маской, а Хамелеон с автоматическим светофильтром.
- Следите за тем, чтобы обмазка электродов была всегда сухой. Не храните их в сырых помещениях.
- Не перегревайте инвертор, следите за его чистотой.

Стать профессиональным сварщиком за один день не получится. Нужно время и терпение.
Ошибки начинающего сварщика
Новички часто совершают типичные ошибки. Выделим 5 из них:
- Неправильно выбирают ток, что приводит как прожиганию дыры, так и прилипанию электрода.
- Сварка проводится слишком быстро. Кривой и тонкий шов — последствия спешки, когда электрод не успевает прогревать металл.
- Сразу варить без отрыва, что приводит к появлению прожогов.
- Слишком маленькие или слишком большие зазоры между заготовками.
- Неправильный выбор сварочной маски со светофильтром, что приводит к ожогу глаз.
Таким образом, научиться варить металл конвертором — непростая задача. Только терпение, приобретение правильных умений и навыком приведет к желаемым результатам. Спешка лишь замедлит прогресс. Но если из каждой ошибки извлекать опыт, то в прекрасный день новичок станет опытным сварщиком. И сможет сварить любую металлоконструкцию, что нужна на даче, не хуже профессионалов.
Хотелось бы поговорить о самых часто встречающихся ошибках при выполнении сварочных работ. Особенно часто данные ошибки встречаются именно у начинающих сварщиков.
Итак:
Ошибка №1
Неправильный подбор силы тока. Либо больше чем нужно, либо меньше чем нужно. Если начинающий сварщик варит на больших токах, то он скорее всего прожигает металл. Если же он работает на малых токах, то чаще всего случается так, что электроды залипают.
Ошибка №2
Слишком быстрое перемещение электрода. Чаще всего данная ошибка возникает, как раз из-за неопытности сварщика и его боязни прожечь деталь. Это чревато тем, что в детали не будет качественной проварки и также не будет нужного усиления.
Ошибка №3
Сварка без отрыва. Данная ошибка также возникает из-за неопытности и приводит к прожиганию металла.
Ошибка №4
Сварка с маленьким зазором. Детали для сварки собирают с небольшим зазором для компенсации теплового расширения. Отсутствие зазора может привести к деформации детали во время сварки и даже к её разрушению. Большой зазор тоже не лучший выход, так как значительно возрастает расход сварочных материалов.
Ошибка №5
Неправильно подобранный светофильтр на сварочной маске. Назначение светофильтра — это защита глаз от ультрафиолетового излучения.
У разных способов сварки — воздействия различаются:
-
ручная дуговая сварка — минимальное воздействие;
-
полуавтоматическая СО2 — большое воздействие;
-
аргонодуговая — очень большое воздействие.
Поэтому надо нужно подбирать соответствующий номер светофильтра. Лучшим выходом является маска с автоматическим затемнением в зависимости от мощности излучения. Также надо обращать внимание на скорость срабатывания светофильтра: чем меньше время срабатывания — тем лучше.
Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих — технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор . Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор . Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель . Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А.
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start — что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick — автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force — увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Качественную спецодежду для сварки и для других монтажных работ можно посмотреть здесь: https://specgost.ru/
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место. Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам.
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.
В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Методики дуговой сварки — способы сваривания
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной.
В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.
Электродный стержень может двигаться по разным траекториям. С опытом каждый сварщик выбирает “свой” вариант, а чаще комбинацию нескольких движений
Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
Вариант #1: нижние стыковые соединения
Самый распространенный и простой способ соединения деталей. При толщине металла до 0,8 см используется двусторонняя сварка. Для соединений из металла тоньше 0,4 см выполняется только односторонняя сварка.
Для работы выбираются электроды, диаметр которых равен толщине металла. Если она превышает 8 мм, сварку проводится с разделкой кромок. При этом угол разделки составляет порядка 30°.
Сварка выполняется в несколько проходов. Желательно использовать съемные подкладки из стали или меди во избежание прожогов. Первый проход выполняют электродом малого диаметра, не более 4 мм.
В процессе выполнения первого шва очень важна его точность и глубина провара. После его наложения за кромками не должно быть проплавленного металла.
Для второго и всех последующих проходов используют электродные стержни большего диаметра. Их выбирают для качественного заполнения выемки, образовавшейся между кромками.
Электрод медленно двигают вдоль шва, выполняя при этом колебательные движения, как бы раскачивая электрод из стороны в сторону, чтобы полностью заполнить пустоты расплавленным металлом.
Вариант #2: нижние угловые соединения
Опытные сварщики утверждают, что хороших результатов можно добиться, если сваривать углы «в лодочку». Это означает, что соединяемые детали устанавливаются под углом в 45° или другим.
Таким образом обеспечивается максимально качественное проплавление стенок изделия, а опасность подреза и непровара уменьшается. Такой способ сварки позволяет за один проход наплавлять швы большого сечения.
Мастера напоминают, что сваривая угловое соединение таврового типа, поджигать электрическую дугу следует только на горизонтальной плоскости (+)
Различают два вида сварки «в лодочку» – в симметричную и в несимметричную:
- Наклон деталей составляет 45° . Вероятность наплывов или подрезов одной из стенок минимальна. Сварку обратной и прямой полярности проводят на максимальных значениях тока. При проведении обратной по полярности сварки длина электрической дуги должна быть минимальной.
- Наклон деталей под углом в 60° или 30° — несимметричная «лодочка». Такой вариант очень удобен, если работы выполняют в труднодоступных местах, поскольку амплитуда движения электрода невелика. Сварщик направляет дугу в самый корень шва, при этом нужно следить, чтобы она не вышла за пределы будущего шва. Также не разрешается наплавлять за один проход слишком большое количество металла.
Угловые соединения могут быть таврового типа, поэтому необходимо научиться, как правильно и без ошибок сваривать металл электросваркой в несколько проходов.
Использование одного прохода возможно только в том случае, когда свариваются простые конструкции со сторонами, которые образуют угол 45° при угловом шве. Диаметр электрода в этом случае не может превышать толщину металла больше, чем на 0,15-0,3 см.
Стандартная многопроходовая тавровая сварка выполняется следующим образом. Для первого прохода берется электрод большего диаметра, чем те, что выбраны для последующих проходов. Например, используется электрод, размеры которого варьируются в пределах от 0,4 до 0,6 см.
Некоторые сварочные швы выполняются в несколько проходов. При этом размер электрода для первого прохода и для всех последующих отличается
Сварка проводится плавно, без поперечных колебательных движений. При выполнении остальных проходов они обязательно выполняются. Важно, чтобы амплитуда колебаний находилась в пределах допустимой ширины шва.
Еще один значимый момент. При выполнении тавровой сварки углового соединения электрическую дугу следует всегда поджигать на полке, расположенной горизонтально.
При выполнении своими руками электросварки углов можно применять нахлесточный тип соединения. В этом случае свариваемые детали располагаются одна на другой с нахлестом. Дуга при прямой по полярности сварке должна быть короткой, при обратной – максимально короткой. Направляют дугу точно в корень соединения.
В процессе сваривания необходимо выполнять электродом небольшие по амплитуде возвратно-поступательные движения. Таким образом удастся равномерно разогреть всю область соединения. В этом случае сварочная ванна равномерно наполнится, и шов получится выпуклый и полноразмерный.
Вариант #3: вертикальные швы
Швы, направленные вертикально, выполняют только короткой дугой. Рабочая сила тока при этом должна быть на 10%-20% меньше, чем в процессе выполнения сваривания деталей в нижнем положении. Эти требования легко объяснимы.
Меньшая сила тока предполагает, что расплавленный жидкий металл не станет стекать из сварочной ванны. Меньшая по размеру дуга более удобна в работе.
Сварка вертикальных швов имеет свои особенности. Они объясняются тем, что в таком положении жидкий металл может стекать по шву. Поэтому должен быть правильно выбран сварочный ток и угол наклона электрода
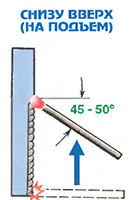
Опытные сварщики предпочитают варить вертикальные швы по направлению снизу вверх. Дугу поджигают в самой нижней точке будущего шва. После чего готовят небольшую горизонтально расположенную площадку, размеры которой соответствуют сечению будущего шва.
Затем медленно продвигают электродный стержень вверх. При этом обязательно выполняются движения поперек соединения.
Они могут быть в виде елочки, угла или полумесяца. Последний вариант наиболее прост в выполнении. Кроме того, важно соблюдать правильное положение электрода. Теоретически лучше всего выполняется провар, если стержень расположен перпендикулярно шву, то есть горизонтально.
Стыковые сварные швы характеризуются по следующим критериям:
Практика показывает, что в таком положении электродного стержня жидкий металл стекает по шву. Чтобы этого избежать, угол наклона стержня выбирают в пределах 45°-50°. Это оптимальный при вертикальной сварке вариант. Для сваривания деталей в направлении снизу вверх выбирают электроды, диаметр которых не превышает 0,4 см.
Вариант #4: детали трубопровода
В домашних условиях часто приходится вспоминать, как заваривать электросваркой металлическую трубу. Сбоку детали обычно выполняется вертикальный шов, по окружности – горизонтальный. Трубы из стали сваривают встык. Все кромки обязательно хорошо провариваются.
Для того чтобы наплывы внутри трубы были минимальны, электрод подносят к изделию под углом не больше 45°. Ширина шва должна составить 0,6-0,8 см, высота – 0,2-0,3 см.
Сваривание труб проводится различными швами и на разных участках. В зависимости от толщины стенки детали и ее расположения выбирается диаметр электрода и тип шва
Перед началом сварочных работ соединяемые детали тщательно очищаются. Осматриваются торцы трубы. Если они деформированы, их выправляют или обрезают с помощью трубореза . Затем зачищают до металлического блеска кромки деталей изнутри и снаружи на расстояние как минимум 1 см от края. Затем приступают к сварке.
Стык сваривают не прерываясь до тех пор, пока он полностью не заварится. Для неповоротных стыков труб со стенками шириной до 0,6 мм выполняется два сварочных прохода, для изделий со стенками шириной от 0,6 до 1,2 см – три прохода, для деталей со стенками шире 1,9 см – четыре прохода.
При этом каждый последующий шов накладывается только после того, как с предыдущего снята окалина.
Наиболее важно качество первого шва. В процессе его выполнения должны полностью расплавиться все притупления и кромки. Трещин, даже самых маленьких, быть не должно. Если они есть, их выплавляют либо вырубают. После чего фрагмент снова заваривается. Аналогично выполняется сварка поворотных труб.
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.