В предыдущей статье была описана технология изготовления разборных моделей. К сожалению, во время работы многие техники, особенно студенты, допускают ошибки на этапах изготовления разборных моделей челюстей из супергипса. Далее мы остановимся на самых распространённых ошибках.
Неправильная установка штифтов в оттиске. Курьёзный случай случился, когда студентка вверх тормашками (наоборот) установила штифты.

Штифты установлены наоборот
По правде говоря, эта ошибка, т.е. данный способ используется некоторыми фирмами для изготовления специального стандартного цоколя для моделей, например, Model 2010 Profident.

Model 2010 Profident
Не соблюдена соосность штифта.
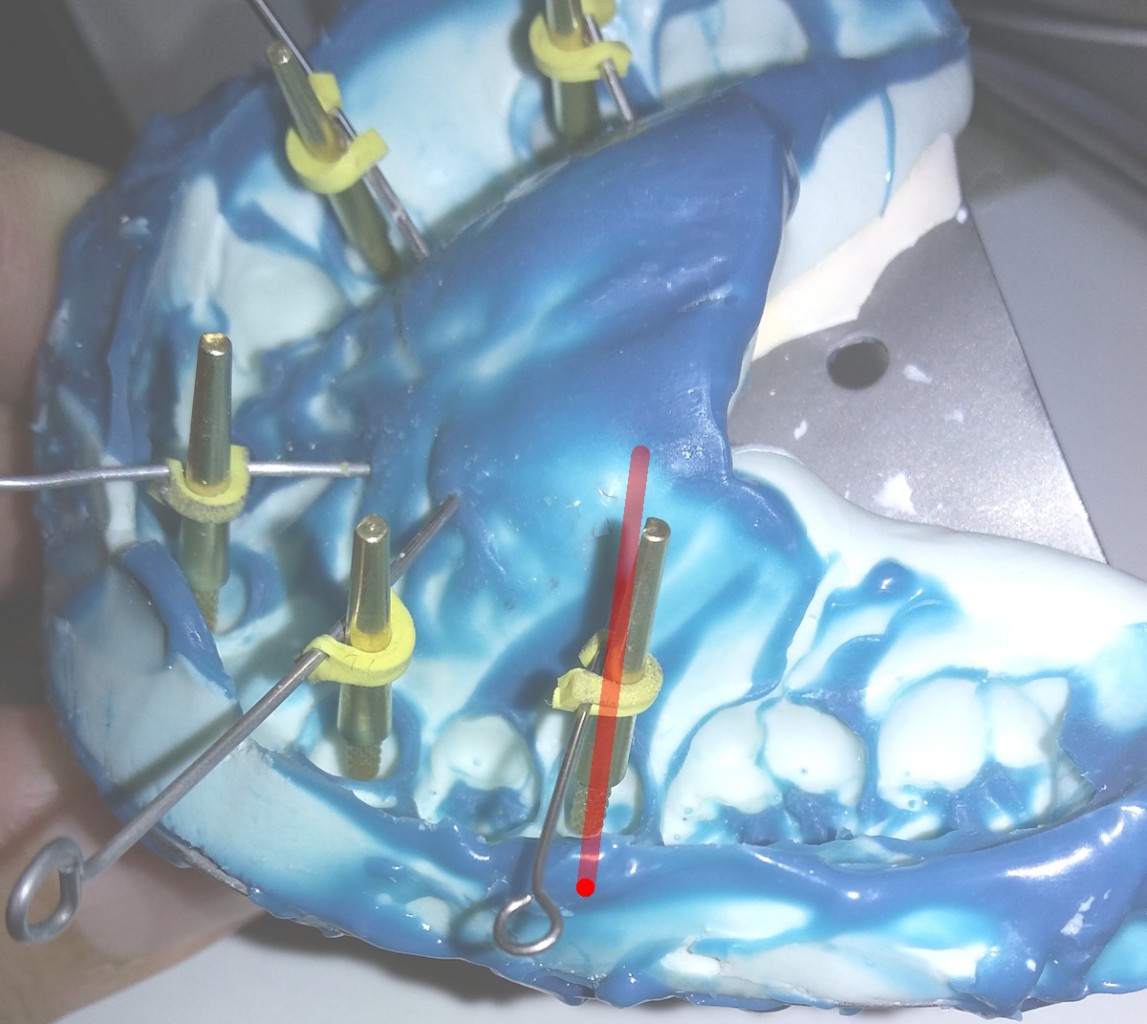
Несоблюдение оси штифта
От степени и стороны наклона штифта будет зависеть возможность снять штампик с модели. Если штифт будет наклонён в противоположную сторону от соседнего зуба, то при извлечении штампика, он будет упираться в соседний зуб.
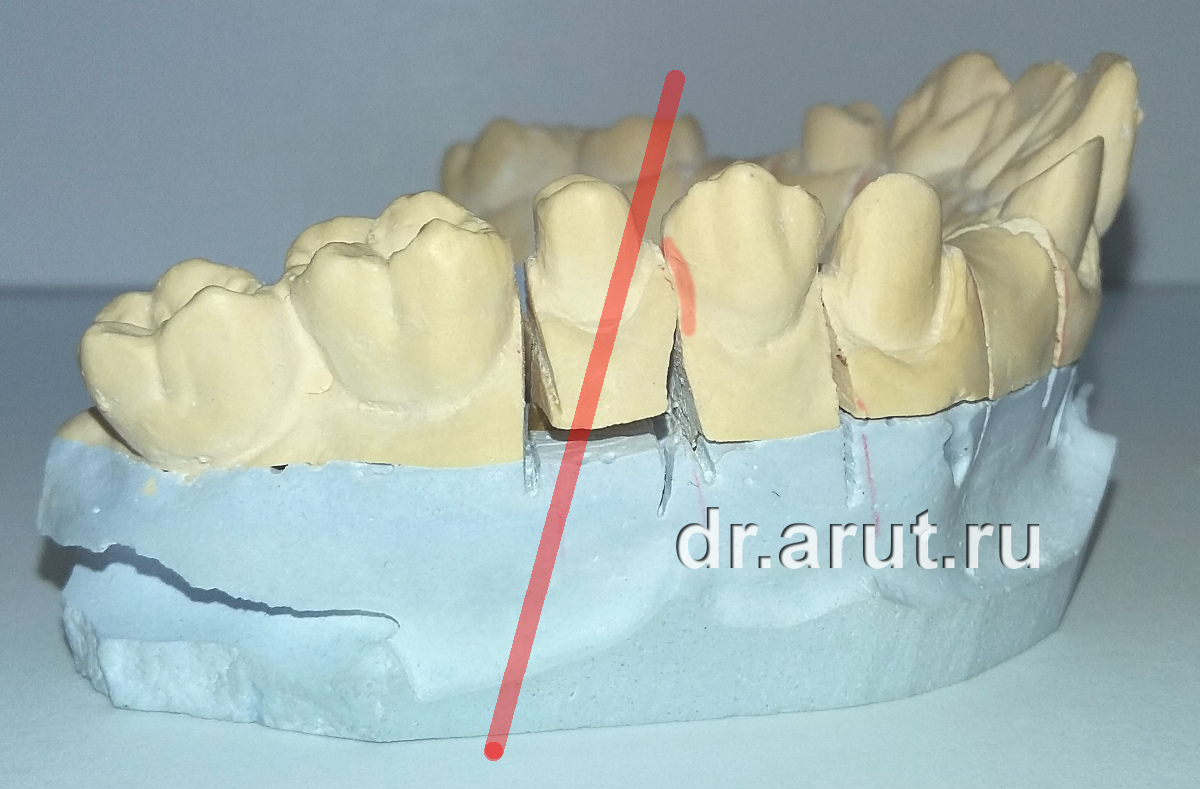
Неправильная ось штампика
Поры на рабочей поверхности.
Поры на разборной гипсовой модели
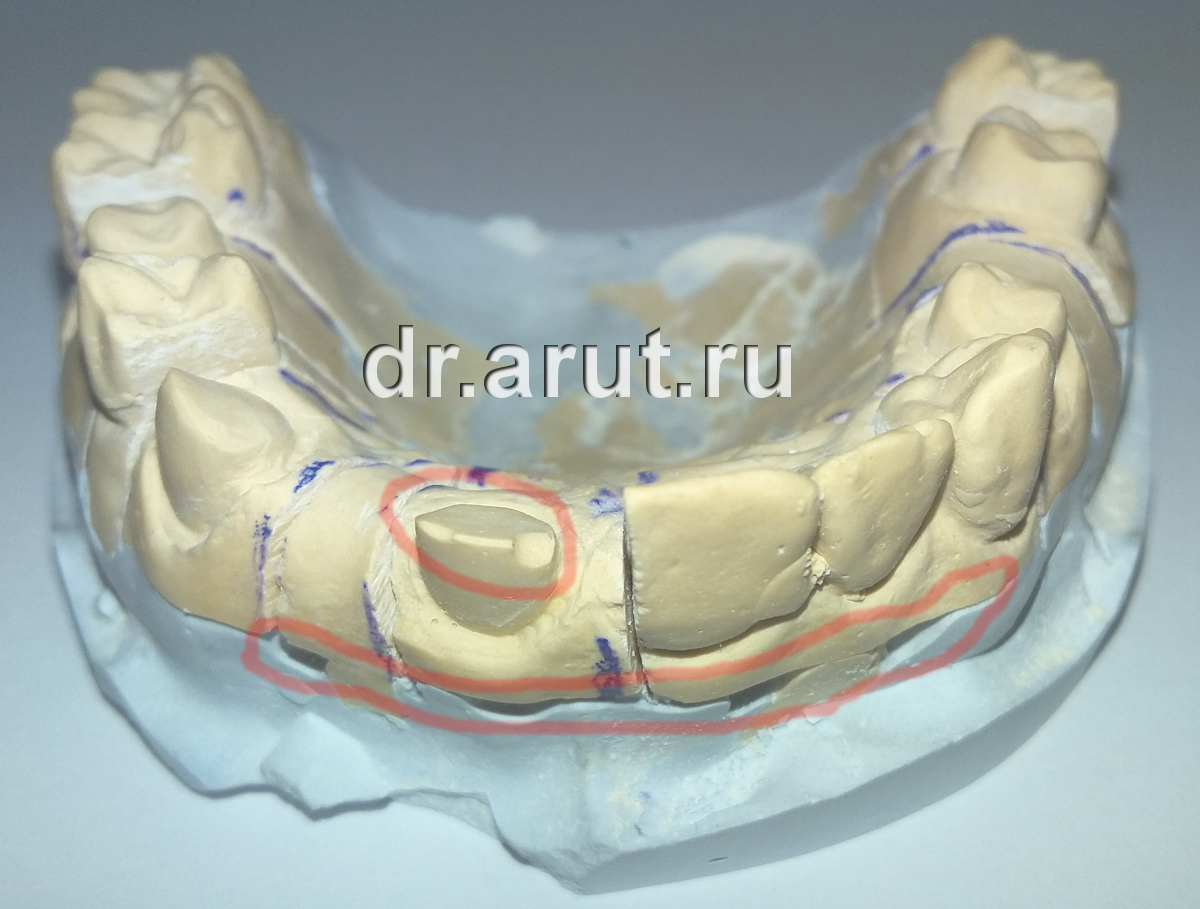
После заливки рабочей части супергипсом не делаются специальные захваты, не устанавливаются гроверные шайбы или делаются в недостаточном количестве.

Отлитая рабочая часть
Данную ошибку можно устранить, выпилив пазы в основании рабочей части.

Выпиленные захваты на рабочей части модели
Неправильно произведён распил. Существуют различные варианты ошибок распила, критическими являются только два из них:
- Спилен уступ отпрепарированных зубов
- Спилены боковые стенки соседних зубов
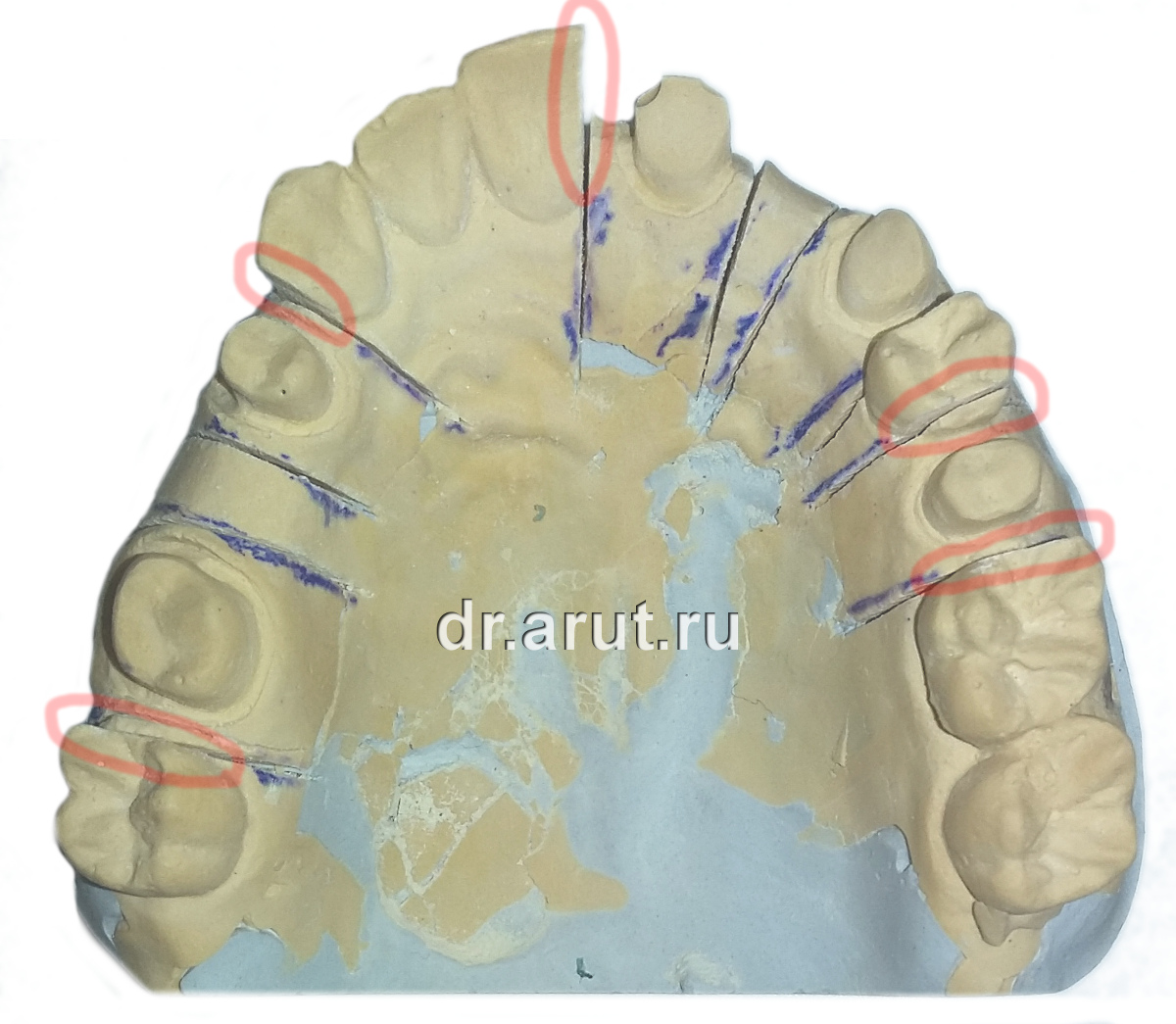
Спиленные боковые поверхности соседних зубов
В этом случае модель необходимо заново отлить
После распила модели, извлекаются штампики и помещаются обратно, но при этом остаётся щель между штампиком и основанием модели.

Щель между штампом и цоколью модели
Данная проблема связана с попаданием кусочков гипса между штампиком и цоколем модели, а также в канал штифта. Устраняется чисткой участков соприкосновения, т.е. штампика, цоколя, канала штифта и самого штифта.
Отлом зубов. Если отломались зубы, которые не находятся в контакте с будущим протезом и не фиксируют окклюзию, то в данном случае можно игнорировать данную ошибку. Если отломались соседние зубы или зубы, фиксирующие окклюзию, но при этом зубы точно устанавливаются на своё место и практически не видна линия скола, то можно их приклеить цианакриловым или схожим по характеристикам клеем.
Штампик не отделяется от цоколя модели. Данная ошибка может быть по двум причинам:
- Не изолирован штампик от цоколя модели
- Сделаны захваты в области штампика

Отсутствие изоляции штампика от цоколи модели
Можно попытаться устранить данную ошибку, т.е. постараться с усилием извлечь штампик. В случае неудачи можно тонким фиссурным бором, расположив его перпендикулярно к оси зуба (штифта), в области соединения цоколя со штампиком, аккуратно спилить зоны захвата.
Одним из грубых ошибок при изготовлении разборных моделей является сошлифовывание уступа зуба.

Сошлифовывание уступа на штампике
В случае такой ошибки разборную модель необходимо изготовить заново, так как край коронки будет длиннее и коронка в полости рта до конца не оденется на зуб.
Министерство транспорта Российской Федерации
Федеральное государственное автономное образование
учреждение
высшего образования
«Российский университет транспорта» (РУТ (МИИТ)
Медицинский колледж
Специальность 31.02.05. «Стоматология ортопедическая»
Цикловая методическая комиссия
«Специальных стоматологических
дисциплин»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
ПРАКТИЧЕСКОГО ЗАНЯТИЯ
Для студентов первого и второго года обучения
По ПМ 02 Изготовление несъемных протезов
МДК 02.01«Технология изготовления несъемных протезов»
по теме «Цельнолитые и комбинированные несъемные
конструкции зубных протезов».
Составила: преподаватель – Яровикова С.С.
2017 г.
Пояснительная записка
Модель — это образец для изготовления какого-либо
изделия, точно воспроизводящий форму последнего.
Модель челюсти — это точная репродукция
поверхности твердых и мягких тканей, расположенных на протезном ложе и его
границах. От точности воспроизведения модели по слепку зависит точность
наложения протеза на опорные зубы, плотность контактных поверхностей.
Все виды цельнолитых конструкций выполняются на
разборных, комбинированных моделях. Такой вид модели изготавливается из двухслойных
слепков по особой, сложной технологии, где изначально, штифты устанавливались
вручную и довольно сложно их укреплять в слепке. Для упрощения данного
процесса, и обеспечения наибольшей точности, со временем, стали создаваться
специальные приспособления и приборы для точной установки штифтов. Точность
постановки штифтов, обеспечивает параллельность опорных элементов. Кроме
точности постановки штифтов, необходимо обеспечить и точность постановки
фрагмента, после снятия с модели, обратно на модель.
Этих технологий несколько. Описание некоторых из них,
от простых до более сложных, предоставят возможность выбрать те, которые гарантируют
возможность изготавливать наиболее точные и не сложные в применении технологии,
занимающие наименьшее количество времени. В этой работе студенты получат
подробное описание трех технологий: самый простой, с ручной установкой штифтов;
второй более сложный, требующий особого оборудования и специальных штифтов, это
пины; третий — безштифтовый метод, предполагающий использование только
специальных форм, для изготовления разборных моделей. Изучив все возможности
предлагаемых методов, можно сделать определенные выводы и выбрать для себя
тот, который будет более точным, надежным и не потребует больших временных
затрат.
Введение
В ортопедической стоматологии, существует множество
конструкций зубных протезов. Они делятся на съемные и несъемные. Для
изготовления конструкций несъемных протезов, применяются различные технологии.
Для каждого технологического процесса необходимо последовательное применение
необходимых слепочных материалов и материалов для изготовления моделей, причем
модели эти отличаются еще и по конструкции. Мы сравним изготовление моделей для
штамповано-паяных и цельнолитых конструкции несъемных протезов.
При изготовлении штамповано-паяных конструкций, не
применяются разборные комбинированные модели, т.к. в этом нет необходимости.
Эти конструкции изготавливаются на обычных моделях из III
гипса класса. Опорные зубы, со смоделированными из воска формами коронок,
вырезаются из моделей в виде штампов, по определенным правилам. Модель, таким
образом, разрушается. Готовые коронки отдаются врачу, припасованными на
исходные гипсовые штампы. Врач примеряет их в полости рта и снимает новый
слепок с коронками, по которому и отливается новая модель. Модель отливают из
медицинского гипса полностью. Далее на этой модели и изготавливается
промежуточная часть, отливается из металла, соединяется с опорными коронками
методом пайки вне модели и устанавливается на модель готовый мостовидный
протез.
Для конструкций с применением литых каркасов, необходимо
изготовление специальных разборных комбинированных моделей, где каждый
фрагмент модели с опорным зубом, должен быть съемным, т.е. отделяться от
общего цоколя. При изготовлении литых конструкций, моделируются колпачки на
отделяющихся фрагментах методом погружения их в воскотопку с расплавленным
погружным воском. Для этого, каждый опорный элемент должен сниматься с модели. После
моделирования колпачков, опорные элементы должны быть снова установлены на
модель, точно на своё место. От точности их положения на модели, зависит дальнейшее
успешное моделирование каркаса и изготовление всей конструкции. Для получения
таких разборных комбинированных моделей, существует несколько технологий.
В самом начале освоения технологий цельнолитых конструкций,
установка штифтов для съемных фрагментов, выполнялась вручную, этот метод
применяется и в наше время, т.к. является самым простым и не требующим больших
затрат. В данном методе необходимо приобретать только штифты. Сложным, в этом
методе, является правильная установка этих штифтов так, чтобы они находились в
центре отпечатка зуба четко по оси. Если этот зуб, является одним из нескольких
опорных элементов мостовидного протеза, то штифты должны быть параллельны между
собой, находиться в одной плоскости, не касаться дна отпечатка зуба и должны
стоять равно по высоте. Для этого необходимо иметь довольно большой опыт, т.к.
выполнение этих требований обязательно. Но на этом изготовление модели не
заканчивается. Супергипс заливается только на 5-7мм. выше уровня отпечатков
шеек зубов, устанавливаются захваты для соединения со второй частью модели –
цоколем, который заливают простым медицинским гипсом. Таким образом модель
является не только разборной, но и комбинированной из двух сортов гипса.
Позже были созданы специальные рефлёные формы, в которые
заливается полностью только супергипс. Формы запираются специальным «замком».
После полной кристаллизации гипса, «замок» снимается. Модель извлекается и
распиливается тонкими дисками в области опорных элементов. После распиливания,
модель с фрагментами точно устанавливается в форму и запирается «замком». Этот
метод не требует большого опыта специально обученного специалиста и изготавливается
за меньшее количество времени целиком из супергипса. Такая модель считается
разборной, но не комбинированной.
Более технологичным и точным, считается метод компьютерной
установки штифтов. Их называют пины, а вся технология с применением
компьютерной установки с лазерным разметочным лучом и фрезерной частью – пиндекс
системой. Это не только сами штифты, но и специальные футляры, чтобы штифт не
разбалтывался в гипсе. С помощью лазерного луча, определяется место и
направление установки штифта в области одного или нескольких опорных зубов.
Лазерный луч ровно и точно указывает направление штифтов. На фрезерной
установке, в указанных лучом местах, высверливаются отверстия определенной
глубины. Ошибки в параллельности между штифтами исключены, что очень важно при
изготовлении мостовидных протезов с несколькими опорными зубами. Штифты плотно
входят в футляры, обеспечивая высокую устойчивость штифта. Следует разобрать
эти технологии более подробно.
Технологии изготовления
разборных и разборно-комбинированных моделей.
Существует несколько методов изготовления разборных моделей:
1. Штифтовы й метод
2. Метод с использованием пиндекс-системы
3. Безштифтовый метод
При штифтовом методе, штифты для изготовления гипсовой
разборной модели различаются:
A.
по конструкции и форме рабочей части:
— с цоколем плоским (предотвращают перекручивание штифта)
или игольчатым (для фиксации в оттиске в области отпечатков препарированных
зубов);
— с ретенциями — насечками — и канавками, обеспечивающими
лучшую фиксацию в оттискном материале;
— штекерной формы — уплощенные участки предотвращают
перекручивание штифта и облегчают отделение или срезку штифта после
окончательного изготовления «штампика»;
Б. по
конструкции и форме направляющей части:
— с цилиндрической или конической (облегчает посадку и
изъятие штампика из цоколя модели) направляющей частью;
— с одинарной или двойной направляющими (в том числе с
длинной иглой для фиксации в крае оттиска)
— с длинной иглой для фиксации в крае оттиска;
B.
по размеру (длине, ширине, диаметру).
Важную роль играет прочность гипса из которого изготавливается модель.
Гипс по твердости разделяют на 5 классов (ISO):
I — мягкий — используется для получения оттисков;
II — обычный — используется для наложения фиксирующих
повязок;
III— твердый — используется для изготовления диагностических
моделей в технологии съемного протезирования, а также для изготовления цоколя
разборной модели в технике несъемного протезирования;
IV — сверхтвердый — используется для изготовления
разборной модели;
V — особо твёрдый (синтетический) — используется для
изготовления точных моделей.
Гипсовую модель можно распиливать с помощью:
— специального лобзика и пилок разного размера, толщины,
длины; — зуботехнического мотора и отрезных дисков с алмазным покрытием
(диски различаются диаметром, толщиной, перфорацией и выбираются в зависимости
от вида модели);
— специального прибора для распиливания модели на сегменты
— сверлильно-разрезного аппарата.

В данном случае
демонстрируется распиливание модели с помощью лобзика.
1.Метод изготовления моделей штифтовым методом.
Изготовление
модели с
ручной установкой штифтов.
Первый этап изготовления разборной модели — установка штифтов,
например, игольчатых с фиксацией в области отпечатка препарированного зуба.

В один отпечаток устанавливаются один
или (для стабильности) два штифта
Штифты должны прочно удерживаться в толще слепочного
материала, что необходимо проверить на вибростолике. Далее разводится супергипс
и заливается в слепок. Супергипс должен быть залит по уровню на 5-7мм выше
линии отпечатка шейки отпрепарированного опорного зуба. До полного застывания
супергипса, необходимо установить крепления для более надежного соединения
супергипса с цокольным гипсом в тех местах, где части моделей не должны
сниматься. Это могут быть проволочные крепления, крепления в виде гипсовых
капель неровной формы или готовые круглые металлические диски с разведенными в
разные стороны концами. Такие крепления хорошо видны на фотографиях,
демонстрирующих выше описанный процесс.


 Разведение супергипса Заливка
Разведение супергипса Заливка
в форму слепка
 Уровень заливки
Уровень заливки
супергипса Установка ретенционных креплений

Заливка цоколя модели: хвостовики штифтов должны быть
покрыты гипсовым слоем в 2-3 мм для того, чтобы находиться в толще цоколя. При
работе с моделью, штифты должны быть защищены от случайного нажима
на них, что могло бы привести к их смещению и изменению положения
опорного зуба.

Слепок отделен от модели, модель
осматривается и оценивается
После кристаллизации гипса, слепок отделяется от
модели так, чтобы ложка не отделилась от слепка, на случай если процесс
придется повторить. Модель осматривают, если она не имеет пор или не пролитых
участков, можно продолжать работу. Если же имеются поры или плохо пролитые
места модели, то изготовление модели по слепку необходимо повторить.
Сложным, в этом методе, является правильная установка
этих штифтов так, чтобы они находились в центре отпечатка зуба четко по оси.
Если этот зуб, является одним из нескольких опорных элементов мостовидного
протеза, то штифты должны быть параллельны между собой, находиться в одной
плоскости, не касаться дна отпечатка зуба и должны стоять равно по высоте.

После снятия слепка,
фрагменты с опорными зубами выпиливаются
На модели хорошо видно, что игольчатый фиксатор в
толще опорного зуба и его необходимо срезать.
При срезании игольчатой части, очень важно не повредить
опорный зуб. Наиболее безопасным является метод использования обычной
примерочной булавки, которую используют портные. Игла крепится к штифту,
фиксирует его в слепке, а перед заливкой цоколя, удаляется.
После отделения слепка от модели, остается только
маленький след от иголки. Слепок заливается гипсом 4го класса, а цоколь модели
– 3класса.

Далее фрагменты модели с опорными зубами выпиливаются до границы гипс –
супергипс, фрезеруются до диаметра уступа и устанавливаются в цоколь модели.
Таким образом, разборная комбинированная модель – готова.
2. Изготовление модели при
установке штифтов с помощью компьютерного или лазерного устройства.
При данном методе изготовления разборных
комбинированных моделей, сначала слепок заливается супергипсом четко до края
слепка. После полной кристаллизации гипса, слепок отделяется от модели. Края модели
тщательно обрабатывается по границе с внешней и внутренней стороны.
 Далее, на специальном устройстве,
Далее, на специальном устройстве,
определяются места установки штифтов и их направление при помощи лазерного
луча.

Показатели отмечаются на модели. На станке с фрезой,
по данным отметкам, просверливаются отверстия в определенных при помощи лазера
местах. Отмечаются не только зоны опорных зубов, но и остальная площадь
модели на равном расстоянии так, чтобы вся модель отделялась от цоколя.
На данном снимке хорошо видны и зоны опорных зубов и
остальная площадь модели с просверленными отверстиями определенной глубины на
равном расстоянии. В эти отверстия вставляются специальные штифты – пины и
приклеиваются специальным клеем в гипсе модели.


Так выглядит модель с вклеенными в неё штифтами.
Далее вся гипсовая поверхность, и между пинами, покрывается изолирующей
жидкостью.
 Это вид пина в разобранном состоянии. В модель
Это вид пина в разобранном состоянии. В модель
он вклеивается в собранном виде тонкой рефленой частью самого штифта.
Проверив фиксацию пинов, приступаем к изготовлению
цоколя модели. Для этого заливаем супергипс в специальный силиконовый
формирователь, подобрав его по размеру модели, и устанавливаем в него модель с
вклеенными штифтами до упора на штифты.

3. Безштифтовый метод изготовления разборной модели.
«Безштифтовый метод», это название говорит само за
себя. Этот метод полностью исключает использование штифтов. Для точной
установки фрагментов на модель используются специальные формы с рефленой
поверхностью.
Супергипс заливается и в слепок и в форму. В период
загустевания гипса, слепок накладывают на форму, заполненную гипсом.



 После полной кристаллизации гипса, слепок
После полной кристаллизации гипса, слепок
снимают с модели, и отделяют форму от цоколя. Форма оснащена специальным
замком, прочно фиксирующим модель, а потом и фрагменты, в модели.
Если необходимо работать с полной моделью, замок
устанавливается, а если необходимо извлечь фрагмент, замок снимается и фрагмент,
или вся модель, извлекается.
Модель распиливают в зоне опорных зубов далее, промыв
тщательно форму, все части модели устанавливают на рефленую поверхность в форме.

Рисунок рельефа дна формы позволяет очень точно
установить фрагменты в форму так, чтобы модель вновь обрела (как бы)
целостность и зафиксировать их замком.

На обратной стороне формы укреплены магниты, при
помощи которых форма с моделью крепится (в определенной позиции) к окклюдатору
или артикулятору. Этот метод, исключающий установку штифтов, значительно
экономит время, т.к. модель льется из одного супергипса, а не отливается в два
этапа из двух слоев гипса. Да и сама установка штифтов не занимает время
сколько бы не было опорных элементов.
Исключение из процесса штифтов и второго слоя гипса, экономит
не только время, но и затраты на эти материалы. Рефленые формы пластиковые, для
одноразового применения и их стоимость не велика. Затраты на работу входят в
оплату за неё, следовательно удешевляется цена, а время на выполнение работы
сокращается, да и работать с такой моделью очень удобно.
Заключение
Для изготовления цельнолитых, металлопластмассовых,
металлокерамических и безметалловых цельнокерамических несъемных протезов
необходимо прежде изготовить разборную модель. От точности изготовления модели
зависит вся дальнейшая работа.
Рассмотрев все ныне существующие методы изготовления
разборных моделей, можно сделать следующее заключение.
При соблюдении всех правил на этапах изготовления моделей
любым из рассматриваемых методов, точность изготовления не страдает, но в
каждом методе есть свои плюсы и минусы.
В методе с ручной установкой штифтов, требуется опыт и
квалификация зубного техника при соблюдении параллельности и других параметров
установки. Таким образом эту работу нельзя поручить помощнику, а это занимает
много времени, ведь необходимо залить два слоя, дождавшись кристаллизации
первого слоя. Также этот метод включает в себя две разновидности гипса, что не
экономит ни времени, ни средств.
В методе с компьютерной установкой штифтов, т.е. в
пиндекс-системе необходимо иметь специальное дорогое оборудование, и
специальные штифты – пины. Плюс ко всему этот метод, как и предъидуший,
предполагает использование двух видов гипса. В этом методе можно пользоваться
услугами специально обученного лаборанта для изготовления моделей, что экономит
время зубного техника.
В методе с использованием рифленых форм с замковыми
фиксаторами, в отличие от предъидущих, весь процесс довольно прост и не
требует особого обучения, достаточно разовой демонстрации. В данном методе
используется только супергипс, т.е. модель цельная, что в разы уменьшает риск
не точности и экономит время и средства. Начинать освоение техники изготовления
разборных моделей лучше с ручной установки штифтов, что вырабатывает четкий
навык в определении точности установки штифта, его положения в слепке и
совпадении линии оси штифта и зуба.
В предыдущей статье была описана технология изготовления разборных моделей. К сожалению, во время работы многие техники, особенно студенты, допускают ошибки на этапах изготовления разборных моделей челюстей из супергипса. Далее мы остановимся на самых распространённых ошибках.
Неправильная установка штифтов в оттиске. Курьёзный случай случился, когда студентка вверх тормашками (наоборот) установила штифты.
Штифты установлены наоборот
По правде говоря, эта ошибка, т.е. данный способ используется некоторыми фирмами для изготовления специального стандартного цоколя для моделей, например, Model 2010 Profident.
Model 2010 Profident
Не соблюдена соосность штифта.
Несоблюдение оси штифта
От степени и стороны наклона штифта будет зависеть возможность снять штампик с модели. Если штифт будет наклонён в противоположную сторону от соседнего зуба, то при извлечении штампика, он будет упираться в соседний зуб.
Неправильная ось штампика
Поры на рабочей поверхности.
Поры на разборной гипсовой модели
После заливки рабочей части супергипсом не делаются специальные захваты, не устанавливаются гроверные шайбы или делаются в недостаточном количестве.
Отлитая рабочая часть
Данную ошибку можно устранить, выпилив пазы в основании рабочей части.
Выпиленные захваты на рабочей части модели
Неправильно произведён распил. Существуют различные варианты ошибок распила, критическими являются только два из них:
- Спилен уступ отпрепарированных зубов
- Спилены боковые стенки соседних зубов
Спиленные боковые поверхности соседних зубов
В этом случае модель необходимо заново отлить
После распила модели, извлекаются штампики и помещаются обратно, но при этом остаётся щель между штампиком и основанием модели.
Щель между штампом и цоколью модели
Данная проблема связана с попаданием кусочков гипса между штампиком и цоколем модели, а также в канал штифта. Устраняется чисткой участков соприкосновения, т.е. штампика, цоколя, канала штифта и самого штифта.
Отлом зубов. Если отломались зубы, которые не находятся в контакте с будущим протезом и не фиксируют окклюзию, то в данном случае можно игнорировать данную ошибку. Если отломались соседние зубы или зубы, фиксирующие окклюзию, но при этом зубы точно устанавливаются на своё место и практически не видна линия скола, то можно их приклеить цианакриловым или схожим по характеристикам клеем.
Штампик не отделяется от цоколя модели. Данная ошибка может быть по двум причинам:
- Не изолирован штампик от цоколя модели
- Сделаны захваты в области штампика
Отсутствие изоляции штампика от цоколи модели
Можно попытаться устранить данную ошибку, т.е. постараться с усилием извлечь штампик. В случае неудачи можно тонким фиссурным бором, расположив его перпендикулярно к оси зуба (штифта), в области соединения цоколя со штампиком, аккуратно спилить зоны захвата.
Одним из грубых ошибок при изготовлении разборных моделей является сошлифовывание уступа зуба.
Сошлифовывание уступа на штампике
В случае такой ошибки разборную модель необходимо изготовить заново, так как край коронки будет длиннее и коронка в полости рта до конца не оденется на зуб.
Министерство транспорта Российской Федерации
Федеральное государственное автономное образование
учреждение
высшего образования
«Российский университет транспорта» (РУТ (МИИТ)
Медицинский колледж
Специальность 31.02.05. «Стоматология ортопедическая»
Цикловая методическая комиссия
«Специальных стоматологических
дисциплин»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
ПРАКТИЧЕСКОГО ЗАНЯТИЯ
Для студентов первого и второго года обучения
По ПМ 02 Изготовление несъемных протезов
МДК 02.01«Технология изготовления несъемных протезов»
по теме «Цельнолитые и комбинированные несъемные
конструкции зубных протезов».
Составила: преподаватель – Яровикова С.С.
2017 г.
Пояснительная записка
Модель — это образец для изготовления какого-либо
изделия, точно воспроизводящий форму последнего.
Модель челюсти — это точная репродукция
поверхности твердых и мягких тканей, расположенных на протезном ложе и его
границах. От точности воспроизведения модели по слепку зависит точность
наложения протеза на опорные зубы, плотность контактных поверхностей.
Все виды цельнолитых конструкций выполняются на
разборных, комбинированных моделях. Такой вид модели изготавливается из двухслойных
слепков по особой, сложной технологии, где изначально, штифты устанавливались
вручную и довольно сложно их укреплять в слепке. Для упрощения данного
процесса, и обеспечения наибольшей точности, со временем, стали создаваться
специальные приспособления и приборы для точной установки штифтов. Точность
постановки штифтов, обеспечивает параллельность опорных элементов. Кроме
точности постановки штифтов, необходимо обеспечить и точность постановки
фрагмента, после снятия с модели, обратно на модель.
Этих технологий несколько. Описание некоторых из них,
от простых до более сложных, предоставят возможность выбрать те, которые гарантируют
возможность изготавливать наиболее точные и не сложные в применении технологии,
занимающие наименьшее количество времени. В этой работе студенты получат
подробное описание трех технологий: самый простой, с ручной установкой штифтов;
второй более сложный, требующий особого оборудования и специальных штифтов, это
пины; третий — безштифтовый метод, предполагающий использование только
специальных форм, для изготовления разборных моделей. Изучив все возможности
предлагаемых методов, можно сделать определенные выводы и выбрать для себя
тот, который будет более точным, надежным и не потребует больших временных
затрат.
Введение
В ортопедической стоматологии, существует множество
конструкций зубных протезов. Они делятся на съемные и несъемные. Для
изготовления конструкций несъемных протезов, применяются различные технологии.
Для каждого технологического процесса необходимо последовательное применение
необходимых слепочных материалов и материалов для изготовления моделей, причем
модели эти отличаются еще и по конструкции. Мы сравним изготовление моделей для
штамповано-паяных и цельнолитых конструкции несъемных протезов.
При изготовлении штамповано-паяных конструкций, не
применяются разборные комбинированные модели, т.к. в этом нет необходимости.
Эти конструкции изготавливаются на обычных моделях из III
гипса класса. Опорные зубы, со смоделированными из воска формами коронок,
вырезаются из моделей в виде штампов, по определенным правилам. Модель, таким
образом, разрушается. Готовые коронки отдаются врачу, припасованными на
исходные гипсовые штампы. Врач примеряет их в полости рта и снимает новый
слепок с коронками, по которому и отливается новая модель. Модель отливают из
медицинского гипса полностью. Далее на этой модели и изготавливается
промежуточная часть, отливается из металла, соединяется с опорными коронками
методом пайки вне модели и устанавливается на модель готовый мостовидный
протез.
Для конструкций с применением литых каркасов, необходимо
изготовление специальных разборных комбинированных моделей, где каждый
фрагмент модели с опорным зубом, должен быть съемным, т.е. отделяться от
общего цоколя. При изготовлении литых конструкций, моделируются колпачки на
отделяющихся фрагментах методом погружения их в воскотопку с расплавленным
погружным воском. Для этого, каждый опорный элемент должен сниматься с модели. После
моделирования колпачков, опорные элементы должны быть снова установлены на
модель, точно на своё место. От точности их положения на модели, зависит дальнейшее
успешное моделирование каркаса и изготовление всей конструкции. Для получения
таких разборных комбинированных моделей, существует несколько технологий.
В самом начале освоения технологий цельнолитых конструкций,
установка штифтов для съемных фрагментов, выполнялась вручную, этот метод
применяется и в наше время, т.к. является самым простым и не требующим больших
затрат. В данном методе необходимо приобретать только штифты. Сложным, в этом
методе, является правильная установка этих штифтов так, чтобы они находились в
центре отпечатка зуба четко по оси. Если этот зуб, является одним из нескольких
опорных элементов мостовидного протеза, то штифты должны быть параллельны между
собой, находиться в одной плоскости, не касаться дна отпечатка зуба и должны
стоять равно по высоте. Для этого необходимо иметь довольно большой опыт, т.к.
выполнение этих требований обязательно. Но на этом изготовление модели не
заканчивается. Супергипс заливается только на 5-7мм. выше уровня отпечатков
шеек зубов, устанавливаются захваты для соединения со второй частью модели –
цоколем, который заливают простым медицинским гипсом. Таким образом модель
является не только разборной, но и комбинированной из двух сортов гипса.
Позже были созданы специальные рефлёные формы, в которые
заливается полностью только супергипс. Формы запираются специальным «замком».
После полной кристаллизации гипса, «замок» снимается. Модель извлекается и
распиливается тонкими дисками в области опорных элементов. После распиливания,
модель с фрагментами точно устанавливается в форму и запирается «замком». Этот
метод не требует большого опыта специально обученного специалиста и изготавливается
за меньшее количество времени целиком из супергипса. Такая модель считается
разборной, но не комбинированной.
Более технологичным и точным, считается метод компьютерной
установки штифтов. Их называют пины, а вся технология с применением
компьютерной установки с лазерным разметочным лучом и фрезерной частью – пиндекс
системой. Это не только сами штифты, но и специальные футляры, чтобы штифт не
разбалтывался в гипсе. С помощью лазерного луча, определяется место и
направление установки штифта в области одного или нескольких опорных зубов.
Лазерный луч ровно и точно указывает направление штифтов. На фрезерной
установке, в указанных лучом местах, высверливаются отверстия определенной
глубины. Ошибки в параллельности между штифтами исключены, что очень важно при
изготовлении мостовидных протезов с несколькими опорными зубами. Штифты плотно
входят в футляры, обеспечивая высокую устойчивость штифта. Следует разобрать
эти технологии более подробно.
Технологии изготовления
разборных и разборно-комбинированных моделей.
Существует несколько методов изготовления разборных моделей:
1. Штифтовы й метод
2. Метод с использованием пиндекс-системы
3. Безштифтовый метод
При штифтовом методе, штифты для изготовления гипсовой
разборной модели различаются:
A.
по конструкции и форме рабочей части:
— с цоколем плоским (предотвращают перекручивание штифта)
или игольчатым (для фиксации в оттиске в области отпечатков препарированных
зубов);
— с ретенциями — насечками — и канавками, обеспечивающими
лучшую фиксацию в оттискном материале;
— штекерной формы — уплощенные участки предотвращают
перекручивание штифта и облегчают отделение или срезку штифта после
окончательного изготовления «штампика»;
Б. по
конструкции и форме направляющей части:
— с цилиндрической или конической (облегчает посадку и
изъятие штампика из цоколя модели) направляющей частью;
— с одинарной или двойной направляющими (в том числе с
длинной иглой для фиксации в крае оттиска)
— с длинной иглой для фиксации в крае оттиска;
B.
по размеру (длине, ширине, диаметру).
Важную роль играет прочность гипса из которого изготавливается модель.
Гипс по твердости разделяют на 5 классов (ISO):
I — мягкий — используется для получения оттисков;
II — обычный — используется для наложения фиксирующих
повязок;
III— твердый — используется для изготовления диагностических
моделей в технологии съемного протезирования, а также для изготовления цоколя
разборной модели в технике несъемного протезирования;
IV — сверхтвердый — используется для изготовления
разборной модели;
V — особо твёрдый (синтетический) — используется для
изготовления точных моделей.
Гипсовую модель можно распиливать с помощью:
— специального лобзика и пилок разного размера, толщины,
длины; — зуботехнического мотора и отрезных дисков с алмазным покрытием
(диски различаются диаметром, толщиной, перфорацией и выбираются в зависимости
от вида модели);
— специального прибора для распиливания модели на сегменты
— сверлильно-разрезного аппарата.
В данном случае
демонстрируется распиливание модели с помощью лобзика.
1.Метод изготовления моделей штифтовым методом.
Изготовление
модели с
ручной установкой штифтов.
Первый этап изготовления разборной модели — установка штифтов,
например, игольчатых с фиксацией в области отпечатка препарированного зуба.
В один отпечаток устанавливаются один
или (для стабильности) два штифта
Штифты должны прочно удерживаться в толще слепочного
материала, что необходимо проверить на вибростолике. Далее разводится супергипс
и заливается в слепок. Супергипс должен быть залит по уровню на 5-7мм выше
линии отпечатка шейки отпрепарированного опорного зуба. До полного застывания
супергипса, необходимо установить крепления для более надежного соединения
супергипса с цокольным гипсом в тех местах, где части моделей не должны
сниматься. Это могут быть проволочные крепления, крепления в виде гипсовых
капель неровной формы или готовые круглые металлические диски с разведенными в
разные стороны концами. Такие крепления хорошо видны на фотографиях,
демонстрирующих выше описанный процесс.
Разведение супергипса Заливка
в форму слепка
Уровень заливки
супергипса Установка ретенционных креплений
Заливка цоколя модели: хвостовики штифтов должны быть
покрыты гипсовым слоем в 2-3 мм для того, чтобы находиться в толще цоколя. При
работе с моделью, штифты должны быть защищены от случайного нажима
на них, что могло бы привести к их смещению и изменению положения
опорного зуба.
Слепок отделен от модели, модель
осматривается и оценивается
После кристаллизации гипса, слепок отделяется от
модели так, чтобы ложка не отделилась от слепка, на случай если процесс
придется повторить. Модель осматривают, если она не имеет пор или не пролитых
участков, можно продолжать работу. Если же имеются поры или плохо пролитые
места модели, то изготовление модели по слепку необходимо повторить.
Сложным, в этом методе, является правильная установка
этих штифтов так, чтобы они находились в центре отпечатка зуба четко по оси.
Если этот зуб, является одним из нескольких опорных элементов мостовидного
протеза, то штифты должны быть параллельны между собой, находиться в одной
плоскости, не касаться дна отпечатка зуба и должны стоять равно по высоте.
После снятия слепка,
фрагменты с опорными зубами выпиливаются
На модели хорошо видно, что игольчатый фиксатор в
толще опорного зуба и его необходимо срезать.
При срезании игольчатой части, очень важно не повредить
опорный зуб. Наиболее безопасным является метод использования обычной
примерочной булавки, которую используют портные. Игла крепится к штифту,
фиксирует его в слепке, а перед заливкой цоколя, удаляется.
После отделения слепка от модели, остается только
маленький след от иголки. Слепок заливается гипсом 4го класса, а цоколь модели
– 3класса.
Далее фрагменты модели с опорными зубами выпиливаются до границы гипс –
супергипс, фрезеруются до диаметра уступа и устанавливаются в цоколь модели.
Таким образом, разборная комбинированная модель – готова.
2. Изготовление модели при
установке штифтов с помощью компьютерного или лазерного устройства.
При данном методе изготовления разборных
комбинированных моделей, сначала слепок заливается супергипсом четко до края
слепка. После полной кристаллизации гипса, слепок отделяется от модели. Края модели
тщательно обрабатывается по границе с внешней и внутренней стороны.
Далее, на специальном устройстве,
определяются места установки штифтов и их направление при помощи лазерного
луча.
Показатели отмечаются на модели. На станке с фрезой,
по данным отметкам, просверливаются отверстия в определенных при помощи лазера
местах. Отмечаются не только зоны опорных зубов, но и остальная площадь
модели на равном расстоянии так, чтобы вся модель отделялась от цоколя.
На данном снимке хорошо видны и зоны опорных зубов и
остальная площадь модели с просверленными отверстиями определенной глубины на
равном расстоянии. В эти отверстия вставляются специальные штифты – пины и
приклеиваются специальным клеем в гипсе модели.
Так выглядит модель с вклеенными в неё штифтами.
Далее вся гипсовая поверхность, и между пинами, покрывается изолирующей
жидкостью.
Это вид пина в разобранном состоянии. В модель
он вклеивается в собранном виде тонкой рефленой частью самого штифта.
Проверив фиксацию пинов, приступаем к изготовлению
цоколя модели. Для этого заливаем супергипс в специальный силиконовый
формирователь, подобрав его по размеру модели, и устанавливаем в него модель с
вклеенными штифтами до упора на штифты.
3. Безштифтовый метод изготовления разборной модели.
«Безштифтовый метод», это название говорит само за
себя. Этот метод полностью исключает использование штифтов. Для точной
установки фрагментов на модель используются специальные формы с рефленой
поверхностью.
Супергипс заливается и в слепок и в форму. В период
загустевания гипса, слепок накладывают на форму, заполненную гипсом.
После полной кристаллизации гипса, слепок
снимают с модели, и отделяют форму от цоколя. Форма оснащена специальным
замком, прочно фиксирующим модель, а потом и фрагменты, в модели.
Если необходимо работать с полной моделью, замок
устанавливается, а если необходимо извлечь фрагмент, замок снимается и фрагмент,
или вся модель, извлекается.
Модель распиливают в зоне опорных зубов далее, промыв
тщательно форму, все части модели устанавливают на рефленую поверхность в форме.
Рисунок рельефа дна формы позволяет очень точно
установить фрагменты в форму так, чтобы модель вновь обрела (как бы)
целостность и зафиксировать их замком.
На обратной стороне формы укреплены магниты, при
помощи которых форма с моделью крепится (в определенной позиции) к окклюдатору
или артикулятору. Этот метод, исключающий установку штифтов, значительно
экономит время, т.к. модель льется из одного супергипса, а не отливается в два
этапа из двух слоев гипса. Да и сама установка штифтов не занимает время
сколько бы не было опорных элементов.
Исключение из процесса штифтов и второго слоя гипса, экономит
не только время, но и затраты на эти материалы. Рефленые формы пластиковые, для
одноразового применения и их стоимость не велика. Затраты на работу входят в
оплату за неё, следовательно удешевляется цена, а время на выполнение работы
сокращается, да и работать с такой моделью очень удобно.
Заключение
Для изготовления цельнолитых, металлопластмассовых,
металлокерамических и безметалловых цельнокерамических несъемных протезов
необходимо прежде изготовить разборную модель. От точности изготовления модели
зависит вся дальнейшая работа.
Рассмотрев все ныне существующие методы изготовления
разборных моделей, можно сделать следующее заключение.
При соблюдении всех правил на этапах изготовления моделей
любым из рассматриваемых методов, точность изготовления не страдает, но в
каждом методе есть свои плюсы и минусы.
В методе с ручной установкой штифтов, требуется опыт и
квалификация зубного техника при соблюдении параллельности и других параметров
установки. Таким образом эту работу нельзя поручить помощнику, а это занимает
много времени, ведь необходимо залить два слоя, дождавшись кристаллизации
первого слоя. Также этот метод включает в себя две разновидности гипса, что не
экономит ни времени, ни средств.
В методе с компьютерной установкой штифтов, т.е. в
пиндекс-системе необходимо иметь специальное дорогое оборудование, и
специальные штифты – пины. Плюс ко всему этот метод, как и предъидуший,
предполагает использование двух видов гипса. В этом методе можно пользоваться
услугами специально обученного лаборанта для изготовления моделей, что экономит
время зубного техника.
В методе с использованием рифленых форм с замковыми
фиксаторами, в отличие от предъидущих, весь процесс довольно прост и не
требует особого обучения, достаточно разовой демонстрации. В данном методе
используется только супергипс, т.е. модель цельная, что в разы уменьшает риск
не точности и экономит время и средства. Начинать освоение техники изготовления
разборных моделей лучше с ручной установки штифтов, что вырабатывает четкий
навык в определении точности установки штифта, его положения в слепке и
совпадении линии оси штифта и зуба.
Методика получения гипсовой модели по оттискам из гипса, эластических и термопластических оттискных масс.
Изготовление гипсовых моделей по оттискам складывается из следующих этапов:
1)обработка оттиска;
2)подготовка гипсового оттиска;
3)отливка гипсовых моделей;
4)отделение оттиска (оттиска) от модели;
5)обработка модели.
Первый этап. Гипсовые или эластические оттиски извлекают из полости рта, ополаскивают проточной водой, погружают в 4 — 6% раствор перекиси водорода на 10 — 15 минут для дезинфекции. Хорошие результаты дает применение 0,5 % раствора гипохлорита натрия, экспозиция — 20 минут. При этом не нарушается, стабильность оттиска и нет негативного воздействия препарата на гипсовую модель. Обеззараживание оттиска из альгинатных масс проводится глутарексом и глутаровым альдегидом в течение 10 мин.
Второй этап. Подготовка оттиска производится различно, в зависимости от материала, из которого изготовлен оттиск.
Если оттиск получен с помощью термопластических, силиконовых или альгинатных масс, то он не нуждается в предварительной обработке, так как сохраняет целостность после выведения из полости рта.
Гипсовый оттиск после выведения из полости рта чаще всего раскалывается и его необходимо собрать. При правильно сложенном слепке его части плотно прилегают к ложке, линии излома точно совпадают. Оценка оттиска является важным этапом при изготовлении ортопедической конструкции. Врачу следует уточнить, все ли участки протезного ложа получили свое отображение в полном объеме и с достаточной четкостью в данном оттиске. На рабочей поверхности оттиска не должно быть воздушных пузырей и размытых слюной участков. Перед отливкой модели оттиск помещают в холодную воду на 10 — 15 минут для полного насыщения гипса водой и исключения в последующем поглощения воды из более жидкого гипса, которым будет отливаться модель.
Третий этап. Подготовленные оттиски стряхивают для удаления остатков воды и заливают гипсом. Гипс замешивается на воде без добавления соли, тщательно промешивается, чтобы не был комочков, пузырьков воздуха, достаточно жидкой консистенции. Порошок гипса добавляют в воду небольшими порциями по мере его погружения. Это делают до того момента, когда на поверхности воды появится небольшой холмик. Излишки жидкости по необходимости сливают, массу размешивают быстрыми круговыми движениями до однородной сметанообразной консистенции. Затем накладывают небольшую порцию на выступающую часть оттиска. Легким постукиванием оттиска о край резиновой чашки перемещают эту порцию в углубленные места, в результате гипс хорошо проникает во все участки и исключается образование воздушных пор. Эту операцию рекомендуется проводить на вибростолике. Заполнив с некоторым излишком весь оттиск, накладывают оставшийся гипс горкой на кафельную плитку, ложку переворачивают и слегка прижимают к гипсу, так чтобы поверхность ложки была параллельна столу. Высота цоколя модели должна быть не менее 1,5 — 2 см. Шпателем распределяют гипс вровень с краями оттиска, излишки убирают. После полного затвердевания гипса приступают к освобождению модели.
Отливка модели по термопластическому слепку не отличается от вышеперечисленной методики.
Отливка модели по оттиску из альгинатной массы имеет свои особенности. После промывания под проточной водой оттиск помещают на 5 — 7 минут (в зависимости
от вида альгинатной массы) в раствор алюмокалиевых квасцов или 3 % раствор перманганата калия.
Это необходимо:
1)для предотвращения явления синерезиса (взаимодействия непрореагированной альгиновой кислоты с гипсом);
2)для предотвращения усадки и насыщения геля альгиновой кислоты водой. Промыв оттиск проточной холодной водой, отливают модель по обычной методике не позже 10-15 минут после снятия оттиска.
Оттиск из силиконовой массы помещают на несколько минут в мыльный раствор для лучшего отделения от модели. После промывания под проточной водой проводят отливку модели, которую лучше проводить на следующие сутки, после окончательной полимеризации, чаще отливают комбинированную разборную модель.
Четвертый этап. Когда гипсовые модели полностью затвердели (спустя 1 — 2 часа) от оттиска отделяют ложку и срезают неровности гипса до обнаружения края оттиска и начала рабочей части модели. Для облегчения отделения кусков оттиска от модели их погружают на 3 — 5 минут в теплую воду. Освобождение модели начинают с вестибулярной стороны по видимым линиям соприкосновения, вводя и продвигая шпатель по границе соприкосновения кусков. Рычагообразными движениями от модели отделяют куски оттиска. Таким образом, освобождается вся модель.
Для освобождения гипсовой модели от термопластического оттиска, ее погружают в горячую воду (50 — 60°С), после размягчения массы приподнимают один из краев оттиска и снова погружают в горячую воду, чтобы вода проникла в горячие слои.
Затем осторожно отделяют термопластическую массу от модели. Для очистки модели от следов термопластической массы берут кусочек ее, размягчают в горячей воде и, прижимая к модели, собирают все остатки массы. В заключение модель можно промыть эфиром или мономером.
Отделение гипсовой модели от альгинатного оттиска проводится через 50 — 60 минут. Пользуясь скальпелем, оттиск разрезают на кусочки, последовательно освобождая модель. Если отделение гипсовой модели проводить на 2 — 3 сутки, то возможна поломка модели из-за значительной усадки альгинатной массы (1,5 — 2,5 % в течение часа) и большого затвердения (так как в состав входят гипс и наполнители).
Пятый этап. После освобождения модели производят ее оценку. Если при отделении оттиска от модели отламывается гипсовый зуб, его можно приклеить к модели при помощи воска.
Пластмассы горячего отвердения для изготовления зубных протезов: химический состав, характеристика физикомеханических свойств, показания к применению.
Эти материалы состоят из порошка и жидкости, которые после смешивания и последующего нагревания переходят в твердое состояние. Специфическая форма применения материала в виде системы порошок-жидкость обусловлена по крайней мере тремя причинами: • Возможностью переработки материала в тестообразной форме или применением технологии «теста » • Сведением к минимуму полимеризационной усадки • Снижением экзотермического эффекта, или уменьшением теплоты реакции. Технология теста делает процесс изготовления протезов относительно простым. В кювету, содержащую постановку искусственных зубов в гипсе, пакуется тестообразная масса, затем кювета закрывается под давлением таким образом, чтобы излишки массы выдавливались. Способность тестообразной массы точно прилегать к модели и простое удаление излишков, придают особенную легкость в работе с акриловыми пластмассами холодного отверждения (на стадии теста) при изготовлении из них специальных или индивидуальных оттискных ложек. Гранулы легче растворяются в мономере, чем шарики, тем самым сокращается время для достижения тестообразного состояния материала.
Полимеризационная усадка снижается по сравнению с усадкой при полимеризации мономера, поскольку большая часть материала (т.е. шарики и гранулы) уже заполимеризована. Реакция полимеризации высоко экзотермична, так как значительное количество тепловой энергии (80 кДж/моль) высвобождается при превращении связей С=С в связи —С — С. Так как большая часть смеси уже находится в форме полимера, снижается потенциальная возможность перегрева материала. Поскольку максимальная температура полимеризации будет меньше, уменьшится также и термическая усадка материала. Мономер относится к категории летучих и легко воспламеняющихся веществ, поэтому контейнер с ним необходимо постоянно держать в закрытом состоянии и вдали от источников открытого огня. Контейнером является флакон из темного стекла, которое продлевает срок хранения мономера, предотвращая его спонтанную полимеризацию под воздействием света. Гидрохинон также продлевает срок хранения мономера, мгновенно вступая в реакцию со свободными радикалами, которые могут спонтанно образоваться в жидкости, давая соединения устойчивых свободных радикалов, не способных инициировать процесс полимеризации. Следует избегать загрязнения полимерных шариков и гранул, поскольку они на своей поверхности несут пероксид бензоила, а для начала реакции полимеризации требуется наличие совсем незначительного количества полимера. Порошок полимера очень стабильный и имеет практически неограниченный срок хранения.
Технология пластмасс горячего отвердения: стадии созревания, механизм и режим полимеризации пластических материалов для изготовления зубных протезов.
Эти материалы состоят из порошка и жидкости, которые после смешивания и последующего нагревания переходят в твердое состояние.
Специфическая форма применения материала в виде системы порошок-жидкость обусловлена по крайней мере тремя причинами:.
♦ Возможностью переработки материала в тестообразной форме или
применением технологии «теста».
♦Сведением к минимуму полимеризационной усадки.
♦Снижением экзотермического эффекта, или уменьшением теплоты реакции.
Технология теста делает процесс изготовления протезов относительно простым. В кювету, содержащую постановку искусственных зубов в гипсе, пакуется тестообразная масса, затем кювета закрывается под давлением таким образом, чтобы излишки массы выдавливались. Способность тестообразной массы точно прилегать к модели и простое удаление излишков, придают особенную легкость в работе с акриловыми пластмассами холодного отверждения (на стадии теста) при изготовлении из них специальных или индивидуальных оттискных ложек. Гранулы легче растворяются в мономере, чем шарики, тем самым сокращается время для достижения тестообразного состояния материала.
Полимеризационная усадка снижается по сравнению с усадкой при полимеризации мономера, поскольку большая часть материала (т.е. шарики и гранулы) уже заполимеризована.
Реакция полимеризации высоко экзотермична, так как значительное количество тепловой энергии (80 кДж/моль) высвобождается при превращении связей С = С в связи —С — С. Так как большая часть смеси уже находится в форме полимера, снижается потенциальная возможность перегрева материала. Поскольку максимальная температура полимеризации будет меньше, уменьшится также и термическая усадка материала.
Мономер относится к категории летучих и легко воспламеняющихся веществ, поэтому контейнер с ним необходимо постоянно держать в закрытом состоянии и вдали от источников открытого огня. Контейнером является флакон из темного стекла, которое продлевает срок хранения мономера, предотвращая его спонтанную полимеризацию под воздействием света.
Гидрохинон также продлевает срок хранения мономера, мгновенно вступая в реакцию со свободными радикалами, которые могут спонтанно образоваться в жидкости, давая соединения устойчивых свободных радикалов, не способных инициировать процесс полимеризации.
Следует избегать загрязнения полимерных шариков и гранул, поскольку они на своей поверхности несут пероксид бензоила, а для начала реакции полимеризации требуется наличие совсем незначительного количества полимера.
- Авторы
- Резюме
- Файлы
- Ключевые слова
- Литература
Бакумова А.П.
1
1 Волгоградский государственный медицинский университет
Литературный обзор посвящен вопросам факторов, влияющих на качество отливки гипсовых моделей, с целью повышения качества ортопедического лечения. Он представляет собой основную информацию о разработках в этой области. В обзорной статье подробно описаны определенные свойства гипса, его виды, получение и применение, в связи с чем устанавливаются факторы качественной отливки гипсовой модели. Также мы рассматриваем методику получения гипсовой модели и ее части, скорость схватывания гипса и факторы, влияющие на нее. Изучаем качество гипсовой модели и ее факторы : точность размеров, шероховатость поверхности, физико-химические свойства, герметичность и пористость, а также возможность получения доброкачественных тонкостенных отливок. Исследуем расширения гипса при схватывании, температуру, степень измельчения гипса, влияние солей, прочность, дисперсность.
качество гипса
факторы
влияющие на гипс
гипсовая модель
1. Данилина Т. Ф., Жидовинов А. В. Гальваноз как фактор возникновения и развития предраковых заболеваний слизистой оболочки полости рта. Волгоградский научно-медицинский журнал. -2012. -№3. -С. 37-39.
2. Данилина Т.Ф., Жидовинов А.В., Порошин А.В., Хвостов С.Н. Профилактика гальваноза полости рта у пациентов с металлическими зубными протезами//Вестник новых медицинских технологий. -2012. -Т. 19,№ 3. -С. 121-122.
3. Данилина Т.Ф., Жидовинов А.В., Порошин А.В., Хвостов С.Н., Майборода А.Ю. Диагностические возможности гальваноза полости рта у пациентов с металлическими ортопедическими конструкциями//Современные наукоемкие технологии. -2012. -№ 2. -С. 49-51.
4. Данилина Т.Ф., Михальченко Д.В., Жидовинов А.В., Порошин А.В., Хвостов С.Н., Вирабян В. А. Способ диагностики непереносимости ортопедических конструкций в полости рта Современные наукоемкие технологии. -2013. -№ 1. -С. 46-48.
5. Данилина Т.Ф., Михальченко Д.В., Жидовинов А.В., Порошин А.В., Хвостов С.Н., Вирабян В.А.Расширение функциональных возможностей потенциалометров при диагностике гальваноза полости рта//Вестник новых медицинских технологий. Электронное издание. -2013. -№ 1. -С. 260.
6. Данилина Т.Ф., Михальченко Д.В., Порошин А.В., Жидовинов А.В., Хвостов С.Н. Коронка для дифференциальной диагностики гальваноза//Патент на полезную модель РФ № 119601, заявл. 23.12.2011, опубл. 27.08.2012. -Бюл. 24. -2012.
7. Данилина Т.Ф., Сафронов В.Е., Жидовинов А.В., Гумилевский Б.Ю. Клинико-лабораторная оценка эффективности комплексного лечения пациентов с дефектами зубных рядов//Журнал научных статей Здоровье и образование в XXI веке. -2008. -Т. 10, № 4. -С. 607-609.
8. Данилина, Т.Ф. Литьё в ортопедической стоматологии/Т.Ф. Данилина, В.Н. Наумова, А.В. Жидовинов. — Волгоград, 2011. -С. 89-95.
9. Жидовинов А.В. Обоснование применения клинико-лабораторных методов диагностики и профилактики гальваноза полости рта у пациентов с металлическими зубными протезами/Жидовинов А.В.//Диссертация. — ГБОУ ВПО «Волгоградский государственный медицинский университет». — Волгоград, 2013.
10. Шемонаев В.И., Михальченко Д.В., Порошин А.В., Жидовинов А.В., Величко А.С., Майборода А.Ю.Способ временного протезирования на период остеоинтеграции дентального имплантата//Современные наукоемкие технологии. -2013. -№ 1. -С. 55-58.
Введение
Стоматология — самая материалоемкая медицинская специальность, а ее ортопедическая часть лидирует в этом плане среди других специальностей. Чтобы оказать пациентам эффективную стоматологическую помощь, необходимы не просто поверхностные представления о материалах стоматологического назначения, а глубокое понимание взаимосвязи их химическои? основы и свои?ств.[1,2,6] Стоматологическое материаловедение — это наука, изучающая состав, строение, свои?ства, технологию производства и применения материалов для стоматологии, а также закономерности изменения свои?ств материалов под влиянием физических, механических и химических факторов.[2,4,5]. Речь идет о факторах, деи?ствующих в специфических условиях полости рта в процессе функционирования зубочелюстнои? системы.[3,4]
Стоматологические материалы в ортопедическои? стоматологии принято разделять на 2 группы: основные и вспомогательные. Материалы, из которых непосредственно изготавливают протезы, называются, основными, а материалы, используемые на различных стадиях изготовления протезов, — вспомогательными.[5,6,7] Мы с вами разберем один из видов вспомогательных материалов – гипс.
Гипс проучил наиболее широкое распространение в зубопротезировании. Существует множество разновидностеи? гипса для ортопедическои? стоматологии. По степени твердости выделяют 5 классов гипса : 1) Мягкии? — для получения оттисков (окклюзионных оттисков). 2) Обычныи? — для наложения гипсовых повязок в общеи? хирургии («медицинскии? гипс 3) Твердыи? — для изготовления диагностических и рабочих моделеи? челюстеи? в технологии съемных зубных протезов. 4) Сверхтвердыи?, используется для получения разборных моделеи? челюстеи?, например. 5) Особотвердыи?, с добавлением синтетических компонентов. Данныи? вид гипса обладает увеличеннои? поверхностнои? прочностью. Для замешивания требуется высокая точность соотношения порошка и воды. [6,9,10]
Его применяют для получения:
- оттиска;
- модели челюсти;
- маски лица;
- в качестве формовочного материала;
- при паянии;
- для фиксации моделеи? в окклюдаторе (артикуляторе) [1,8,9]
Также гипс получают путем нагревания из природного гипса. Данный материал представляет собои? порошок серо-белого цвета, обладающии? повышеннои? водопотребностью при замешивании [5,6]
При изготовлении гипсовых моделеи? необходимо использовать дистиллированную воду, т.к. при этом значительно снижается расширение гипса. Схватывание гипса происходит очень быстро. Сразу после смешивания с водой масса имеет сметанообразную консистенцию. Затем масса начинает густеть, становится пластичной и легко формуется. При получении гипсовых оттисков в этой фазе схватывания производят обработку краев оттиска. Затем гипс густеет еще больше, приобретает ломкость и наконец становится твердым. Прочность гипсовых отливок определяется тем, насколько тесно кристаллы двугидрата сплелись друг с другом, срослись в кристаллические группы. Высокая прочность полугидратного гипса обусловлена спутанноволокнистой структурой.[ 3,7]
Методика получения гипсовой модели заключается в заливке слепка или оттиска жидким гипсом, почему этот процесс и назван отливкой модели.
Для более легкого отделения слепка от модели его необходимо покрыть изолирующим веществом. В этих целях применяют ряд веществ, которые наносят на поверхность слепка. Для этого предложен мыльный спирт, керосин со стеарином и ряд других веществ. Однако практика показала, что любое изолирующее вещество оставляет на слепке слой, вследствие чего получается неточная модель. Поэтому склеенный слепок лучше опустить на 6—8 минут в холодную воду; она заполняет все поры, благодаря чему гипс модели не соединяется с гипсом слепка.
Для большей прочности модели гипс, которым заливают слепок, должен иметь консистенцию сметаны.
Слепок начинают заливать небольшими порциями гипса, причем наливают его сначала на самую выпуклую часть слепка. Слепок все время встряхивают для удаления пузырьков воздуха. Это повторяют до тех пор, пока весь слепок не будет заполнен гипсом.
Когда весь слепок заполнен, делают из остатков гипса холмик, который накладывают на слепок; последний переворачивают вниз и вместе с холмиком придавливают к гладкому предмету (стеклу, металлической пластинке и т. д.); в результате получаются модели с широким основанием-подставкой, удобной для работы. Таким образом, модель состоит из двух частей:
1) рабочей части, соответствующей протезному полю, т. е. месту расположения будущего протеза,
2) подставки, служащей для устойчивости модели [1,2,3,5,7,8]
Качество отливки, факторы влияющие на качество
Под качеством отливки понимается точность размеров, шероховатость поверхности, физико-химические свойства, герметичность и пористость. Операции заливки и охлаждения формы оказывают основное влияние на формирование качества отливок независимо от того, каким они способом изготавливаются. Возможность получения доброкачественных тонкостенных отливок, сложных по форме или больших по размерам, без раковин, трещин пригара и других литейных эффектов предопределяется качеством и свойствами формы (теплопроводностью) и литейными свойствами сплавов [2,3,4]
Целью нашего обзора стало изучение факторов, влияющих на качество отливки гипсовых моделей.
Обзор литературы по данной теме
Обзор будет представлять из себя ряд факторов, которые влияют на отливку моделей из гипса. А также рассмотрим качество гипсовых моделей. Итак, скорость схватывания гипса зависит от ряда факторов, например, температуры, степени измельчения и качества гипса, влияние солей, прочность, дисперсность, расширение гипса при схватывании. Рассмотрим каждый подробнее. Температура
Повышение температуры смеси до 30—37°С приводит к сокращению срока схватывания гипса. Увеличение температуры от 37 до50°С практически не влияет на скорость схватывания, при температуре выше 50°С скорость схватывания начинает падать, а после 100°С процесс схватывания не происходит.
Степень измельчения и качества гипса
Время схватывания гипса можно сократить применением теплой воды. Чем в большей степени измельчен гипс, тем больше его поверхность, тем быстрее он схватывается.
Влияние солей
Скорость схватывания гипса можно регулировать, добавляя к смеси некоторые минеральные или органические вещества. Вещества, изменяющие скорость схватывания, могут вноситься как в гипс, так и в воду, применяемую для замешивания гипса. а)Ускорители схватывания гипса сульфат калия (K2S04), сульфат натрия (Na2S04), хлорид натрия (NaCl), хлорид калия (КО), алюмокалиевые квасцы [K2S04A12(S04)3′ 12Н20], нитрат калия (KN03). Из них сульфат калия ускоряет схватывание гипса в любых концентрациях, другие же действуют в качестве ускорителей только при концентрациях порядка нескольких процентов. При увеличении концентрации они могут задерживать схватывание. Чаще всего для ускорения схватывания применяют 2,5% раствор поваренной соли. б)Замедлители схватывания — бура (Na2B407), этиловый спирт (С2Н5ОН), сахар (С12Н22Оп).
Прочность
На прочность схватившегося гипса оказывают влияние как качество исходного полугидрата, так и условия его замешивания. Жидкие консистенции, излишнее перемешивание, остаточная влага, быстрое внесение гипса в воду — все это снижает прочность гипса. После окончательного схватывания прочность гипса постепенно растет в течение 12—24 ч. Удаление остаточной влаги улучшает качество гипса. Прочность на удар влажного гипса в 2 раза меньше просушенного. Сушку гипсовой модели нельзя вести при температуре свыше 100 °С, так как при этом может происходить дегидратация. При необходимости прочность гипса может быть увеличена погружением его после высушивания в расплавленный стеарин или кипящий 2% раствор буры.
Дисперсность
Дисперсность — чем выше тонкость помола гипса, тем больше его поверхность, что приводит к ускорению реакции схватывания; скорость замешивания — чем интенсивнее перемешивание, тем полнее контакт порошка и воды, тем быстрее процесс схватывания;
Расширение гипса при схватывании. Расширение гипса при схватывании. Измерения показывают, что объем схватившейся массы гипса больше, чем объем гипса и воды, взятых для ее получения. Увеличение объема обусловлено образованием воздушных промежутков между кристаллами двугидратов в ходе гидратации полугидрата. При нормальных рабочих условиях линейное расширение гипса колеблется в интервале от 0,15 до 0,40%. При отклонениях от оптимальных условий расширение достигает 1,15%. Процесс расширения гипса происходит в основном в первые часы после схватывания и продолжается более медленно в течение последующих 24 часов. Изменение объема зависит от консистенции смеси. В густой смеси расширение проявляется в большей степени, что обусловлено отсутствием значительных межкристаллических пустот и увеличением объема за счет роста кристаллов. При изготовлении съемных зубных протезов гипсом приходится пользоваться многократно, например, для получения гипсового оттиска, отливки гипсовой модели, укрепления моделей в артикуляторе, изготовления гипсовой формы для полимеризации протеза.[7,8,9]
Рассмотрим качество отливки, факторы влияющие на него.
Под качеством отливки понимается точность размеров, шероховатость поверхности, физико-химические свойства, герметичность и пористость. Операции заливки и охлаждения формы оказывают основное влияние на формирование качества отливок независимо от того, каким они способом изготавливаются. Возможность получения доброкачественных тонкостенных отливок, сложных по форме или больших по размерам, без раковин, трещин пригара и других литейных эффектов предопределяется качеством и свойствами формы (теплопроводностью) и литейными свойствами сплавов [2,3,4]
Вывод
Итак, просмотрев и изучив большое количество научной литературы, я пришла к выводу, что тема обзора недостаточно раскрыта, в ней остается много вопросов, для полноценного изучения всех факторов, влияющих на качество отливки гипсовых моделей, потребуется много времени, внимания.
Библиографическая ссылка
Бакумова А.П. ФАКТОРЫ, ВЛИЯЮЩИЕ НА КАЧЕСТВО ОТЛИВКИ ГИПСОВЫХ МОДЕЛЕЙ // Международный студенческий научный вестник. – 2016. – № 2.
;
URL: https://eduherald.ru/ru/article/view?id=15867 (дата обращения: 12.04.2023).
Предлагаем вашему вниманию журналы, издающиеся в издательстве «Академия Естествознания»
(Высокий импакт-фактор РИНЦ, тематика журналов охватывает все научные направления)
Итак, сегодня я постараюсь в одной (огромной) публикации рассказать все про работу с гипсом. Основываясь на собственном опыте. И сразу несколько уточнений на этот счет. Во-первых, я по умолчанию буду говорить про умный гипс «Скульптор» (самарский гипсовый комбинат), ибо работаю с ним. Во-вторых, я не претендую на истину в первой инстанции, я рассказываю о своем опыте и своих выводах. Этот опыт обошелся мне примерно в 13 кг. брака))))
Надеюсь, эта статья будет полезна всем, и тем, кто только начинает, и тем, кто уже осваивает гипс, но сталкивается с теми или иными проблемами.
Основные проблемы заливки и работы с гипсом: пузырьки, разводы, деформированная форма готовых изделий
Одна из самых частых и непобедимых проблем в работе с гипсом — пузырьки. Избавиться от них, как утверждают многие производители гипсовых изделий, невозможно. На самом деле, можно работать и без пузырьков, необязательно для этого покупать вибростол. Если вы работаете с небольшими объемами, это нецелесообразные расходы.

Во-первых, строго следуйте рецептуре. Никаких «на глаз». Я видела много таких видео, когда и водички на глаз, и гипса «по ощущениям». А потом еще и в замес могут воды добавить, чего делать нельзя, ибо уже пошел процесс полимеризации, и вы его нарушаете. Например, с гипсом «Скульптор» пропорция 1 к 3.2 ч. То есть, одна часть воды и 3,2 части гипса (есть ситуации, когда нужно замешивать пожиже, об этом я расскажу чуть позже).

Вы можете замесить гуще, но жиже — нет. Раствор будет жиденький, будет весь в пузырьках, водичка будет выводится на поверхность изделия, донышко получится рыхлым и марким. Ну и пузырьков будет тысяча. Поэтому вымеряем строго. Так что, без весов не обойтись. У меня обычные кухонные, типа таких. Кстати, если завести слишком густой раствор, тоже будут пузыри, просто потому что густой раствор очень сложно хорошенько простучать. Пузырикам в таком растворе трудно пробиться на поверхность.
Во-вторых, обязательно хорошенько простукивайте залитое изделие. А лучше так: залили примерно наполовину формы, простукали как следует (прямо берете в руки и стучите формой о поверхность), потом дозалили остальное и уже простучали по поверхности формы. Если полениться и «не достучать», будут пузырьки. Если постараться как следует, пузырьков почти не будет.
В-третьих, на неокрашенных изделиях пузырьки можно ликвидировать. Если есть готовый замес, берете на палец небольшое количество и замазываете нужное место. Если замеса нет, палец окунаете в воду, затем в гипс, и этой импровизированной смесью замазываете пузырьки. Делать это нужно сразу после того, как вынули изделие из формы.
Можно простучать тару со смесью перед заливкой. Чтобы пузырьки вышли на поверхность, после чего снять их. Кроме того, когда размешиваете гипс в воде, делайте это спокойно, чем спокойнее процесс, тем меньше пузырьков. Если замешивать с использованием строительного миксера, пузырьков будет уйма.
Пузырьки по умолчанию появляются в большом количестве при добавлении потали непосредственно на силиконовую форму перед заливкой. В технике тераццо тоже большая вероятность появления пузырьков. В-общем, чем больше в смеси пустот — тем более велика вероятность выхода воздуха из этих пустот на поверхность изделия в процессе его застывания.
Еще совет — наливайте смесь медленно и аккуратно. Не поливайте как из пожарного шланга)). Чем медленнее и аккуратнее заливаете, тем меньше будет образовываться воздушных лакун в заливке.
Кстати, наличие, отсутствие и количество пузырьков в гипсовом изделии также зависит и от формы. Чем больше деталей в форме, тем больше будет пузырьков. Формы с зауженным отверстием для заливки (типа слоник, стаканы с сужающимся дном и т.д.) также сложны в работе. У зауженного места будут не только пузырьки, но еще и «дорожки» от пузырьков. Короче, чем сложнее воздуху выходить из залитой формы, тем больше будет пузырьков. Самыми гладенькими получаются цилиндры, плоскости, шестиугольники, квадраты.
Теперь поговорим о разводах и пятнах на готовых изделиях
Тут у меня опыт небольшой, как правило, все в порядке. Но бывают разные ситуации. Разводы могут быть вызваны жесткой водой, чаще всего так и случается. Я замешиваю изделия только на покупной воде. Если работаю с пигментом и заливаю полностью окрашенные изделия, могу себе позволить взять воду из-под крана.
Еще одна причина — сам гипс. Например, последняя партия самарского гипса оказалась серее предыдущей. И по замешиванию смеси на ее поверхности скапливались сероватые «лужицы». Если не снимать эти лужицы, на стенках готового изделия оставались серые полоски разводов. Бывают и вовсе партии «на грани фола». Был опыт, когда я обращалась в отдел претензий по качеству Самарского комбината. Но, несмотря, на ужасное качество партии, браком они это признать отказались, предлагали «снимать шпателем» осадок, выпадающий на открытую поверхность.
Ну и последнее, о чем стоит упомянуть — разводы может оставлять водичка с мыльным средством. Если вы таковую используете в качестве разделителя форма-гипс. На самом деле, по опыту могу сказать, что даже без смачивания и без разделителя, гипс замечательно отходит от форм, если следовать рецептуре и не торопиться вынимать его раньше времени застывания.
Деформация формы готового изделия: овальчики, ромбы и т.д.
На первых этапах заливки у меня из 3 изделий, которые должны были быть круглыми, два были овальчиками)). Пока я не сообразила организовать опалубки для всех форм, которые грешили излишней мягкостью. Теперь у меня куча опалубков на все случаи жизни. Делать их легко.

Я нарезала переплетный картон (он толще обычного) нужных размеров, собрала из деталей что-то вроде открытой коробки при помощи обычного клеевого пистолета. Выбрала самые ровненькие формы-исходники, вставила их в силиконовую форму, все это загрузила в опалубок. Сверху нужно что-то тяжелое, чтобы формы плотно сидели на дне коробки. Приклеивать я не рискнула. И залила всю эту конструкцию примерно на 1/3 от высоты форм тем же гипсовым раствором.
Для некоторых круглых форм опалубки мне даже не понадобились. Их диаметр совпал с диаметром втулки от стрейч пленки. Эта картонная втулка очень плотная, настолько, что нужный отрезок пришлось отпиливать ножовкой. Такой способ оказался очень удобным.

По ошибкам, кажется, я рассказала все, что знаю. Теперь перейдем к пигментам.
Пигменты и колеры для гипсовых изделий. Как окрашивать
Гипс можно окрашивать как по верху (предварительно дав изделию высохнуть, на что требуется 7 дней), так и добавляя колер непосредственно в замес. Я пробовала оба способа, мне больше по душе второй вариант.
Причем, на этапе знакомства с гипсом и экспериментов я использовала самые разные пигменты: добавляла в замес акриловые краски, темперу. И даже замешивала гипс на воде с разведенными акварельными красками. Акварель интересно и красиво ложится в гипсе, но там, где ее сосредоточено много, нарушается структура материала. Темпера никак не влияет на качество изделия. Акриловые краски, если их добавлено в замес достаточно много — сильно увеличивают вязкость замеса, поэтому для акрила нужно готовить смесь консистенции жирных сливок.
Что касается более подходящих для гипса колеров, я использовала как сухие, так и жидкие пигменты. Чисто технически работать удобнее с жидким пигментом, меньше грязи. Сухой пигмент (железоокисные пигменты для гипса) так и норовит разлететься по всему помещению. Поэтому, если работаете не в мастерской, а дома — чище будет с жидким пигментом. Кроме того, железоокисный сухой пигмент очень сильно увеличивает вязкость смеси (соответственно, снижает прочность изделия), надо приноравливаться и разводить гипс пожиже.
Я попробовала несколько марок жидких колеров.
Самым лучшим для гипсовой смеси оказалась марка Palizh. Самый дешевый вариант — колорант от luxens, в Леруа чуть дороже 40 руб.

Именно колеровочная паста palizh дает очень красивые, насыщенные оттенки с живописными разводами и переходами цвета. Лакра — ложится достаточно равномерно, не «играет». Krafor неплох для мраморного эффекта. Но мой фаворит palizh. Экономичнее сразу брать 900 мл., вот здесь, например, такой объем можно купить за 599 руб. Маленький пузырек, для сравнения, обошелся мне в 140 руб. за 140 гр.
Добавлять жидкий колер можно как в воду перед замешиванием гипса, так и в саму гипсовую смесь (Сухой железоокисный только в смесь). Эффект будет разный. Вообще, разные колеры ведут себя по-разному: какие-то разводятся в воде (лакра, например), какие-то — krafor или palizh, к примеру, добавляются в замес).
Постобработка: ошкуривание, лаки, гидрофобизаторы
Как я уже упоминала, для полного высыхания изделия в обычных комнатных условиях гипсовому изделию требуется 7 дней. Только после этого его можно покрывать пропиткой, красить, лакировать и пр. Если нужно ускорить, изделие придется держать на 50 градусах целые сутки, что в домашних условиях не всегда возможно.
Почему нельзя покрывать пропиткой, красить или лачить раньше? (я знаю, что так многие делают). Потому что гипс — очень пористый материал, лишняя влага медленно выходит как раз через эти поры. Которые вы попросту закроете слоем лака, краски или пропитки, если поторопитесь. Изделие не просохнет до конца. А не просохшее изделие очень хрупкое и, скорее всего, долго не проживет. Более того, если вы зальете свечу в непросохший до конца подсвечник, велика вероятность, что он лопнет (если фитиль будет большой, если свеча будет гореть долго).
Можно нанести какие-то детали рисунка или росписи по только что сделанному изделию, если покрытие занимает незначительную часть. Дело в том, что некоторые пигменты (например, золотая акриловая краска) лучше и красивее ложатся именно на сырое изделие. Гипс будто слегка впитывает краску. Такое допустимо. И изделие будет сохнуть с частично нанесенной росписью.

Перед обработкой изделие, скорее всего, придется ошкурить. Даже если все залито и сделано идеально, будут мельчайшие неровности и «бортики» по донышку, например. Вот это все нужно удалить самой мелкой шкуркой (у меня на 1000). Шкурить дома невозможно, даже если обработка незначительная. Повсюду будет мелкая пыль. Я делаю это на общем балконе, в подъезде.
Что касается водоотталкивающих пропиток. Есть два варианта — добавлять гидрофобизатор в замес или покрывать гидрофобизатором готовое изделие. Первый вариант (так называемый, объемный гидрофобизатор), безусловно, удобнее. Но мне удалось найти только одно такое средство — гидрофобизатор неогард гипс 0.2. Он добавляется непосредственно в воду для замеса. Очень экономный расход. И действительно делает изделие водостойким, вода просто стекает по поверхности гипса. НО — гипс вступает с ним в реакцию, влага выходит из формы, словно бы изделие «кипит». Эту влагу все время надо удалять. Иначе, образуются настоящие лужицы. Кроме того, неогард вступает в реакцию с любыми колерами, гипс с замесом неограда и колера становится рыхлым, неровным, с погрешностями, изъянами, рытвинами. Ну и последнее — этой добавки все равно будет недостаточно, если вы хотите использовать изделие, например, в качестве кашпо для суккулентов или стакана для заливки свечей.
Второй вариант — покрывать готовое изделие гидрофобизирующими пропитками (выбирайте пропитки для камня). Это дольше и сложнее, но эффективнее.
Я пошла по своему пути. Я покрываю изделия лаком: изнутри в три слоя, снаружи — в два. Опытными путем я выяснила, что достаточно и одного слоя (например, для заливки свечей), чтобы вода или воск не просачивались сквозь стенки изделия. Но несколько слоев дают такой эффект, что ни воск, ни вода не прилипают к стенкам.
Когда я выбирала лак, мне не удалось найти информации по наиболее подходящим вариантам. Мастера не очень-то делятся своими секретами. Пришлось перечитать кучу отзывов и я нашла идеальный вариант. Это акриловый лак для наружных и внутренних работ, марки VGT. Я беру матовый бесцветный лак, безупречно. Он очень быстро сохнет, легко наносится, не меняет текстуру и визуальные свойства поверхности гипса, не пропускает ни воду, ни воск. В ашане такой стоит чуть более 500 руб. за 900 мл. (этого объема хватает очень надолго).
Еще момент по обработке — могут быть проблемы с донышками изделий. Я так и не поняла зависимость, но донышки большинства изделий (не важно, с колером или без) получаются гладеньким и не маркими. Но существенная часть изделий отличается маркими, шероховатыми донышками. На такое шероховатое (словно смазанное мелом) донышко, как его не шкурь, не ложится лак. Он просто отслаивается, ибо поверхность слишком рыхлая и пористая, чтобы схватиться. Я нашла такой способ, тоже путем экспериментов — если я вижу маркое донышко, я покрываю его сначала одним двумя слоями жидкого ПВА, а после высыхания еще и слой лака. Еще один способ — заводить раствор погуще, тогда донышки получаются гладкими (если только речь не идет о корявой партии гипса).
Силиконовые формы для гипса
Где брать формы? Я покупаю на Али. Я брала и в российских маркетплейсах несколько форм, но это тот же Китай. Вполне качественные, хорошие изделия. По каждой форме я сразу делаю расчеты, для чего готовлю с запасом смесь, взвешиваю вместе с тарой, заливаю, и вычитаю из исходного числа тот вес, что остался от замеса. Эту цифру делю на четыре. То, что получается — вода. Это число умножаю на 3,2 — результат — количество гипса.

Если только начинаете заливать, не берите сложные формы. Выбирайте что-то простое. Я оставлю ссылки на те формы, которыми пользуюсь сама и которые смело могу рекомендовать. (Это не весь список моих форм, но некоторые из них я не могу советовать из-за сложности самой формы ):
- Три 8-мигранника;
- Толстостенный цилиндр на объем 100 мл.;
- Маленький геометрический подносик;
- Баночка с крышкой;
- Большой стакан на 250 мл. с крышкой;
- Шестигранная ваза.
Форму для овального подносика я купила на авито (надо было срочно), хотя на Али примерно в 1,5-2 раза дешевле.
Моя любимая форма — толстостенный цилиндр, он универсален и очень удобен в использовании. Для него не нужен опалубок, именно за счет толстых стен. Он идеально подходит для работы с парафином, в том. числе. Очень удобно снимать, благодаря «хлястику».

Обратите внимание, что силиконовые формы легко и с удовольствием пачкаются колерами. Смывается краска теплой водой и мылом, но смывается не до конца. Можно дополнительно протереть спиртом после мытья. Если на следующей заливке вы увидите пятна колера предыдущей заливки, не слишком расстраивайтесь. Это поверхностный цвет, он ликвидируется мелкой шкуркой. В идеале, конечно, иметь несколько одинаковых форм или хотя бы отдельную форму под неокрашенные изделия, и отдельную для использования с колерами.
Отдельная информация для свечеваров: заливать стаканы или покупать готовые ?
Те, кто заливают контейнерные свечи на продажу, частенько приходят к выводу, что делать гипсовые стаканы нужно самостоятельно. Особенно, после того, как узнают среднюю себестоимость такого стакана. Но давайте я разложу вам все по полочкам, а там уже делайте выводы.
Во-первых, себестоимость рассчитывается, исходя из того, что гипс вы покупаете мешками. Уверяю вас, хранить даже один мешок гипса дома — сомнительное удовольствие)). Во-вторых, в эту себестоимость не закладывается (разумеется) ваше время. А если учитывать, что ваш заработок и приоритет — свечи, а не заливка гипса, тут еще сто раз надо подумать. Рассчитать пропорции, навести и намешать раствор, залить, дождаться застывания (пол часа). Затем форма должна еще и просохнуть — а это семь дней, после чего ошкуртить, залачить. Вот и считайте, во сколько вам обойдется ваша свеча, если измерять в потраченном времени и усилиях. На саму заливку свечи вы потратите куда меньше времени. Для примера — на изготовление 50 маленьких шестигранных подсвечников мне нужен полный рабочий день — это заливка, ошкуривание, покрытие лаком. И это если бы я делала все одним днем.
Кроме того, нужно понимать, что если вы работаете с большими объемами, вам придется закупать много одинаковых силиконовых форм. С одной формой вы далеко не уедете. Это в день максимум 10 стаканов. А заливать сразу в большое количество форм — это большой объем раствора, а значит, потребуется уже и строительный миксер и в идеале вибростол. Потому что и залить надо успеть до схватывания раствора, и простучать сразу несколько форм. А это не просто. В итоге, вместо заливки свечей и сопутствующей работы вы будете тратить массу усилий на заливку гипса. И это не говоря уже о сопутствующей пыли и грязи.
Имеет смысл заливать стаканы самостоятельно, если вы работаете с небольшим объемом свечей или заливаете свечи только для себя. Во всех остальных случаях, посчитайте как следует, во сколько вам обойдется самостоятельное изготовление и по деньгам, и по времени. Я, например, продаю те самые шестигранные формы по 50 руб. за штуку, объявление по ссылке. Формы уже обработаны и готовы к заливке.
Несколько общих советов
Добавлю ко всему вышенаписанному еще несколько общих советов.
Если вы работаете дома, как я, будет довольно много грязи от гипса, от колеров. Я заливаю на полу, в качестве рабочей плоскости использую кусок пеноплекса, обернутый стрейч-пленкой. Пеноплекс заглушает удары при простукивании. А со стрейч пленки хорошо сходит весь гипс и легко протираются колеры. Закончила работу, стряхнула гипс, протерла пленку — все чисто.
В качестве тары для замесов я использую пластиковые контейнеры (пример на фото с весами, смотрите выше). Говорят, резиновая тара удобнее. Но такой тонкий пластик тоже хорош. По засыхании гипса просто прожмякали аккуратно контейнер в руках, весь гипс раскрошился. Смывать гипс в унитаз, ванную или раковину строго-настрого нельзя. У вас быстро и безвозвратно все засориться. Только ждете, пока высохнет, снимаете и в мусорку.
Размешивать замес мне удобно тонким мастихином. Идеальный инструмент. И для замеса, и для того, чтобы очистить тару от гипса, и для простукивания.
Кажется, я вспомнила обо всем, о чем хотела рассказать. Будет еще публикация по продаже гипсовых изделий: где продавать, целевая аудитория, на что делать упор, и пр.
Надеюсь, была полезной;)
Подборка по базе: 3 ошибки, из-за которых тебя отправят служить.pdf, Вспомогательные вещества в изготовлении и производстве детских л, Реферат Ассортимент кремов при изготовлении и украшении мучных к, 27.06 ГО Опасности, возникающие при ведение воен. действий.pdf, Рыба Акт об изготовлении макетов.docx, ГРАММАТИЧЕСКИЕ ОШИБКИ, РЯ, 10 кл..docx, Основные моменты и часто возникающие вопросы при сертификации — , Сплавы используемые при изготовлении бюгельных протезов.pptx, Перечислите 6 заболеваний, их причины, возникающие при работе з, Тема 3.1.Безопасность труда при изготовлении растворов электроли
Министерство здравоохранения Ростовской области
Государственное бюджетное профессиональное
образовательное учреждение Ростовской области
«Ростовский базовый медицинский колледж»
ОШИБКИ, ВОЗНИКАЮЩИЕ РИ ИЗГОТОВЛЕНИИ НЕСЪЕМНЫХ КОНСТРУКЦИЙ
КУРСОВАЯ РАБОТА
Специальность: 31.02.05
Стоматология ортопедическая
ПМ. 02 Изготовление несъемных протезов
Работу выполнил:
Юрченко
Владимир
Александрович
Руководитель:
Гордадзе
Лариса
Николаевна
2022 г.
СОДЕРЖАНИЕ
Стр.
ВВЕДЕНИЕ
ГЛАВА 1. НЕСЪЕМНЫЕ ЗУБНЫЕ ПРОТЕЗЫ
- Характеристика и виды несъемных протезов………………………………………….4
- Достоинства и недостатки несъемных протезов…………….………………9
ГЛАВА 2. ОШИБКИ, ВОЗНИКАЮЩИЕ ПРИ ИЗГОТОВЛЕНИИ НЕСЪЕМНЫХ КОНСТРУККЦИЙ
- Ошибки, возникающие при изготовлении пластмассовых коронок..…………………………………………..…………………………………10
- Ошибки, возникающие при изготовлении штампованных коронок…….11
- Ошибки, возникающие при изготовлении коронок по Белкину…………12
- Ошибки, возникающие при изготовлении металлокомпозитных коронок………………………………………………………………………………13
- Ошибки, возникающие при изготовлении металлокерамических коронок………………………………………………………………………………14
- Ошбки, возникающие при изготовлении безметалловых конструкций…15
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ПРИЛОЖЕНИЯ:
Приложение.1Несъемные зубные протезы
3
ВВЕДЕНИЕ
Отсутствие зубов плохо отражается на жевательном процессе, также отсутствие зубов может привести к западанию губ, эстетически некрасивой улыбке, отсутствие жевательных зубов приводит к изменению линии щек, мягкие ткани остаются без поддержки, меняются пропорции лица, уголки рта провисают вниз и появляются носогубные складки. Чаще всего данная проблема затрагивает пациентов среднего и пожилого возраста. В настоящее время отличным решением этой проблемы будет установка несъемного протеза. Этот вид протезирования является одним из самых популярных и востребованных у пациентов, которые используются для реставрации сильно разрушенных или потерянных зубов, как при традиционном протезировании, так и при проведении имплантации. Плюсами таких конструкций является: небольшое количество противопоказаний к установке, сохранение естественного и привлекательного вида, хороший срок службы до лет. Пациенты быстро к ним привыкают и не отмечают ухудшения качества жизни. Восстанавливать можно один, сразу несколько зубов и даже весь зубной ряд.
Цель работы
Изучить ошибки, возникающие при изготовлении несъемных конструкций.
Задачи работы
- Проанализировать особенности, показания и противопоказания к применению несъемных протезов;
- Раскрыть достоинства и недостатки несъемных протезов;
4
ГЛАВА 1. НЕСЪЕМНЫЫЕ ЗУБНЫЕ ПРОТЕЗЫ
- Характеристика и виды несъемных протезов
Несъемное протезирование – это установка зубных протезов, которые пациент не сможет снять сам без вмешательства стоматолога. В ряде случаев такой метод является единственно возможным способом восстановления зубного ряда, утерянного в результате болезни или травмы. В современной медицинской практике такой тип протезов считается наиболее надёжным, долговечным, и не требующим особых условий использования и ухода.
Причин, по которым пациентам назначаются именно несъемные протезы зубов, много.
К наиболее распространённым показаниям относятся:
- Полное отсутствие одного или нескольких зубов в ряду;
- Кариозные повреждения более 60% площади дентина;
- Любые травмы, которые привели (или приведут) к удалению зуба;
- Повышенные показатели стираемости;
- Клиновидный дефект;
- Врождённые аномалии развития зубов.
Противопоказания делятся на две большие группы. Как таковых абсолютных запретов нет – все они связаны с особыми периодами или заболеваниями, после излечения или стадии ремиссии можно приступать к установке протезов.
Общие противопоказания это:
- Беременность и период лактации;
- Прохождения курса кортикостероидов или психотропных препаратов;
- Злокачественные опухоли и реабилитация после лучевой терапии;
- Наркотическая зависимость;
- Симптомы начальной стадии кахексии и анорексии;
- Частичная или полная несвертываемость крови.
5
Под местными противопоказаниями подразумевают такие процессы или нарушения работы организма, как:
- Воспаления мягких тканей полости рта;
- Заболевания височно-нижнечелюстного сустава;
- Недостаточный объём костной ткани в челюсти;
- Патологический прикус;
- Обилие пломб, мешающих установке протеза;
- Предрасположенность к излишней подвижности зубов;
- Труднопроходимые корневые каналы.
С этой группой бороться можно уже в рамках стоматологических процедур и предварительного лечения. Сроки и сложность может определить только лечащий врач.
Несъемное протезирование, предполагает наличие технологической возможности для разработки, изготовления и установки разных протезов. Отличаться они будут формой, способом крепежа и использованными материалами. Все три пункта влияют не только на сроки работы, но и на приживаемость, долговечность и, разумеется, цену.
Виды несъемных протезов:
Пластмассовая коронка
Существуют временные и постоянные коронки из пластмассы (См. Приложение.1 Рис.1). Чаще их используют в качестве временной конструкции и изготавливают из материала, который обладает хорошей пластичностью. Пока коронки выполняют функции утраченных зубов, и постоянные конструкции находятся в процессе изготовления, пациент при этом не испытывает никакого дискомфорта, кроме того:
- исключается смещение зубов, находящихся по соседству, в сторону пространства отсутствующего зуба;
6
- не происходит зарастание лунки, которая сформирована под изготовляемую конструкцию, то есть имплантат, предназначенный для постоянного ношения;
- коронки позволяют сохранить жевательную функцию;
- у пациента предупреждается нарушение речи и четкости дикции.
В некоторых случаях искусственная коронка из пластмассы – это конструкция, предназначенная для постоянного ношения, возмещающая потерянный зуб. Устанавливается они пациентам, не имеющим материальную возможность сделать выбор в пользу конструкций лучших по качеству. В любом случае пластиковые коронки (несмотря на непродолжительный срок эксплуатации, до 2-3 лет) лучше, чем отсутствие зубов.
Штампованная коронка
Штампованные коронки зуба – (См. Приложение.1 Рис.2) старейшие в семействе одиночных протезов из металла. Долгое время штамповка была единственным методом изготовления ортопедических систем. Сегодня такие конструкции можно уверенно назвать пережитком прошлого. Конструктивно они не отличаются от аналогичных протезов, выполнены в форме стального колпачка, толщиной 0,2-0,3 мм, который фиксируют на подготовленную зубную единицу. Изготовление штампованных коронок не предусматривает сложной технологии. Протезы создаются вручную, из цилиндрической формы металлических колпачков – фабричных заготовок, гильз. В зуботехнической лаборатории есть стальные гильзы разного диаметра и толщины. Техник подбирает подходящую по диаметру заготовку, приступает к штамповке коронки. Обычно протезные конструкции имеют серый или золотистый цвет (зависит от материала).
Коронки по Белкину
Представляют собой металлические коронки с пластмассовой облицовкой (См. Приложение.1 Рис.3). Такое сочетание материалов повышает прочность протеза с сохранением его легкости и высокой эстетичности, но так же эти
7
конструкции имеют все недостатки металлических и пластмассовых коронок. Металлопластмассовые коронки могут прослужить до трех лет, а при тщательном уходе максимальный срок их эксплуатации может увеличиваться до 5 лет. При изготовлении металлопластмассовых коронок ее облицовывают пластмассой с наружной, вестибулярной стороны. Они хорошо моделируются и полируются, однако не обладают достаточной механической стойкостью при длительной нагрузке в полости рта. Эстетические свойства таких коронок незначительны, довольно часто возникает кариес на границе между ободком коронки и сошлифованными аппроксимальными поверхностями.
Металокомпозитные коронки и мосты
Металлокомпозитные зубные протезы – второй по популярности вид (См. Приложение.1 Рис.4) комбинированных коронок, применяемых сегодня в ортодонтии. По прочности и долговечности после установки такие коронки немного проигрывают ближайшему аналогу (металлокерамике). Что до стоимости использования металлокомпозитных материалов, то они представлены в куда более широком диапазоне, чем металлокерамические коронки.
Это связано с большим выбором применяемых в изготовлении коронок составов. Так, по конструкции и методу установки все металлокомпозитные протезы идентичны.
Они выполнены из:
- металлосплава;
- композит-напыления.
В качестве каркаса металлокомпозитных изделий чаще применяются хромокобальтовые сплавы. Хотя возможны и другие варианты (они удорожают установку). В роли композита коронок может использоваться стекло (акриловые металлокомпозитные конструкции), керамика или кремниевые составы.
8
Мостовидный протез – представляет собой конструкцию из 3-4 коронок, не разделённых между собой, и закрепляемых между соседними живыми зубами. Это достаточно эффективное решение частичной утраты зубного ряда с минимальным вторжением в костные ткани. Среди объективных преимуществ такого метода стоматологи называют:
- Равномерное распределение жевательной нагрузки вдоль «моста».
- Укрепление здоровых зубов, предотвращение их расшатывания, в том числе и по возрастным причинам.
- Эффективная маскировка эстетических недостатков.
Ставятся мостовидные аппараты, как на жевательные зубы, так и на зону улыбки.
Металлокерамические коронки и мосты
Металлокерамическая коронка представляет собой колпачок, покрывающий обточенный зуб и имеющий цвет и форму, близкие к натуральным (См. Приложение.1 Рис.5). В основе металлический сплав, безопасный и прочный, покрытый слоем керамики. Такие коронки используются в имплантологии и ортопедии. При соблюдении правил ухода срок службы металлокерамических коронок — 10-12 лет. Это надежное и долговечное решение при потере зубов.
Крепится коронка на цементном растворе к опорному зубу. При сильном разрушении сначала устанавливается специальная культевая вкладка из металлического сплава. Металлокерамическая коронка может также устанавливаться на импланты или являться частью мостовидного протеза. В любом случае металлокерамику можно назвать отличным вариантом восстановления зубов в жевательной зоне.
Виниры и люминиры
Если встаёт необходимость в реставрации передних зубов и зоны улыбки, то на помощь приходят несъёмные накладки – виниры (См. Приложение.1 Рис.6). Изготавливают их из композитных материалов или керамики, цвет практически полностью совпадает с естественной эмалью на соседних зубах, а любой
9
физический недостаток, включая искривления, надёжно прикрывается. Виниры называют современной методикой реставрации, которая позволяет придать зубам привлекательный вид без удаления.
- Достоинства и недостатки несъемных протезов
Преимущества несъемного протезирования
Несъемные ортопедические конструкции обладают рядом достоинств. Перечислим основные из них:
- Надежная фиксация в ротовой полости.
- Длительный срок службы.
- Простота ухода.
- Высокие эстетические свойства.
- Профилактика атрофии костной ткани челюстей (путем оптимального распределения жевательной нагрузки)
Следует заметить, что высокий профессионализм стоматологов-ортопедов позволяет провести установку несъемных протезов максимально качественно, не причиняя пациенту неприятных или болезненных ощущений.
К сожалению, несъемные зубные протезы имеют некоторые недостатки, среди которых:
- Необходимость обточки опорных зубов;
- Зачастую более высокая стоимость в сравнении со съемными протезами;
- Наличие противопоказаний.
10
ГЛАВА 2. ТЕХНЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОТЕЗОВ ПРИ ВЫРАЖЕННЫХ КОСТНЫХ ВЫЫСТУПАХ
- Ошибки возникающие при изготовлении пластмассовых коронок
Существуют рад ошибок при изготовлении несъемных протезов на фронтальную группу зубов, они могут возникнуть как по вине врача, так и по вине зубного техника.
Ошибки, возникающие при изготовлении пластмассовых коронок:
- Маленький объем моделировки — пластмассовая коронка должна быть изготовлена чуть больше по объему на последующую обработку и полировку, если техник изготовил коронку меньшего объема, то между зубами, не будет контактных пунктов, это приведет к задержке пищи при изготовленной коронке недостаточного объема, ее следует переделать;
- Нарушение режима полимеризации — если зубной техник поместил кювету в горячую воду, нарушается режим полимеризации, образуется газовая пористость;
- Несоответствие цвету — врач определял цвет зубов при искусственном освещении;
- Не проведение аллергических проб — если у пациента аллергия на пластмассу и перед тем как устанавливать пластмассовые коронки пациенту не были проведены аллергические пробы, у него начнет проявляться реакция на пластмассу;
2.2. Ошибки при изготовлении штампованных коронок:
- Широкая коронка — может получиться, если при моделировке воск оказался на клинической шейки зуба, так же если неправильно вырезали и оформили гипсовый штампик, широкая коронка вызывает травму круговой связки зуба или десенного края, при широкой коронке после ее снятия в участке, на деснах появляется линия покраснения, поскольку после ишемии от вдавливания сосудов наступает их резкое расширение, точность охватывания
11
краем коронки шейки зуба можно проверить, зафиксировав ее на воск, если техник изготовил широкую коронку, она подлежит безусловной переделке;
- Узкая коронка — может оказаться из-за излишней обработки штампов напильниками, узкая коронка не установится на зуб, если она заужена только в области края (шейки), коронку «разбивают», постукивая молоточком по краю, уложенному на зуботехническую наковальню;
- Длинные коронки — могут получиться из-за неправильной (углубленной) гравировки, черчения шеек твердым карандашом, небрежного подрезания коронки, если коронка длинная, то после ее снятия обязательно возникает незначительное кровотечение, такие протезы укорачиваются при примерке;
- Короткие коронки — получаются из-за нечетких отпечатков шеек зубов, небрежного подрезания и неаккуратной полировки коронок, с течением времени под коронку попадает слюна, что приводит к расцементировке коронки, протез подлежит переделке;
- Тонкими коронки — оказываются из-за длительных частых отжигов, удлинения времени отбеливания, злоупотребления шлифовкой на резиновом эластичном диске, последнее действие особенно опасно, т.к. истончаются в первую очередь углы и грани, что чревато скорым появлением отверстий в коронке.
- Ошибки при изготовлении коронки по Белкину
- Плохое соединение пластмассы и металла — это может возникнуть из-за того, что зубной техник не сделал насечки с аппроксимальных сторон коронки, для лучшего соединения пластмассы с металлом, необходимо переделать коронку;
- Просвечиваемость металлического каркаса — может возникнуть из-за того, что на каркас не был нанесен покрывной лак или толщина облицовки недостаточная, необходимо переделать коронку;
12
- Недостаточный объем препарирования зуба-врач при препаровке должен снимать несколько больше ткани с вестибулярной стороны зуба, это может вызвать нарушение эстетических качеств коронки;
- Сколы пластмассы — возникают из-за того, что облицовка не связывается адгезивно с дентином отпрепарированного зуба, т.е. соединяется с каркасом механически, в связи с этим конструкция приобретает дополнительную хрупкость, межокклюзионные контакты приходятся на место соединения облицовки с металлом, коронку в таких случаях, стоит переделать.
- Возникновение травматического пульпита — при препарировании зуба, так как с вестибулярной стороны стачивается большой слой тканей и если врач после препарирования зубов и перед фиксацией коронок не проверяет состояние пульпы, это приводит к прогрессированию травматического пульпита, острая фаза которого может развиться после фиксации несъемного протеза.
- Ошибки изготовления металокомпозитных коронок и мостов
- Просвечивание металла, через облицовочный слой — это происходит из-за того, что зубной техник не нанес достаточный слой опака на отлитый каркас коронки, это нарушает эстетические качества коронки, протез следует переделать;
- Плохое соединение металла и композита — происходит из-за того, что техник не нанес ретенционные шарики на отмоделированный каркас коронки, данный протез подлежит переделке;
- Сколы и истирание композитного слоя — происходят из-за того, что место контакта с зубами антагонистами приходится на место соединение облицовки и металла, при моделировке каркаса необходимо проверять, чтобы место смыкания с зубами антагонистами приходилось на металлический каркас, коронку имеющую скол можно починить или переделать.
13
- Большой объем промежуточной части протеза — промежуточную часть необходимо делать уже опорных коронок, при большом объеме она будет перегружать пародонт, что может привести к выпадению опорных зубов;
- Деформация промежуточной части — отмоделированную промежуточную часть с опорными коронками, необходимо соединить воском непосредственно перед литьем, т.к. каркас может деформироваться и нарушиться контакт с зубами антагонистами, либо же протез будет выходить из зубной дуги, в таких случаях протез необходимо переделать;
- Просвечивание металла, через облицовочный слой — это происходит из-за того, что зубной техник не нанес достаточный слой опака на отлитый каркас коронки, это нарушает эстетические качества коронки, протез следует переделать;
- Плохое соединение металла с облицовочным слоем — происходит из-за того, что техник не нанес ретенционные шарики на опорные коронки и не установил восковую петлю на место, где находится промежуточная часть, данный протез подлежит переделке;
- Сколы и истирание композитного слоя — происходят из-за того, что место контакта с зубами антагонистами приходится на место соединение облицовки и металла, при моделировке каркаса необходимо проверять, чтобы место смыкания с зубами антагонистами приходилось на металлический каркас, коронку имеющую скол можно починить или переделать.
2.5 Ошибки при изготовлении металлокерамической коронки и моста
1. Недопустимо использование при получении двухслойных оттисков, некачественных и не соответствующих назначению материалов, не правильным
является комбинирование различных материалов.
2. Нельзя заливать оттиск запустившим гипсом, это ведёт к образованию пор и пустот. Сдавливание в пришеечной зоне увеличит объем культе. применять только высококачественный гипс.
14
3. Для исключения деформации восковой композиции и компенсации усадки сплава, при литье каркаса на комбинированным модели, нужно проводить двух кратное нанесение компенсационного лака (Приложение.4 Рис.1).
4. Если толщина каркаса колпачка меньше 0.3-0,4мм, он может потерять жёсткость.
5. Промежуточная часть должна свободно сниматься и накладываться. При обработке нельзя применять карбид кремния, так как он способен внедряться в сплав и уменьшить проникновение керамической массы в поверхностный слой сплава. При подборки металла для литья нужно помнить, что коэффициент термического расширения колпачка должен совпадать или быть равен КТР керамики.
6. Каркас не должен иметь острые углы края, это может привести к сколам и трещинам. Обрабатывать правильно, без нажима, чтобы не образовались трещины и неровности.
При изготовлении колпачков, промежуточной части и их обработке:
1. Каркас следует обрабатывать пескоструйным аппаратом, что увеличивает площадь сцепление с керамикой.
2. После дегазации также требуется обработка пескоструйным аппаратом, чтобы исключить грязь и жир. Впоследствии обработка данным аппаратом требуется перед каждым нанесением слоя керамики.
3. При избыточном нанесении слоя грунта коронка получится шире. Опаковый слой наносится равномерно без пропусков для предупреждения образования воздушных пробок (Приложение.4 Рис. 2).
4. Встреча слоев керамики металла должна быть плотно покрыта, при этом,
покрывая нужно контролировать влажность покрытия. При нанесении и обработки масс необходимо соблюдать рекомендации производителя.
При изготовлении мостовидного протеза:
- Просвечивание металлического каркаса — может возникнуть из-за тонкого слоя опака;
15
- Деформация промежуточной части — отмоделированную промежуточную часть с опорными коронками, необходимо соединить воском непосредственно перед литьем, т.к. каркас может деформироваться и нарушиться контакт с зубами антагонистами, либо же протез будет выходить из зубной дуги, в таких случаях протез необходимо переделать;
- Несоответствие формы протезов анатомической форме зубов — может быть следствием моделирования без учета зубов-антагонистов, вне прикуса, без артикулятора или при неправильной загипсовке в артикулятор и встречается, как правило, при восстановлении фронтального участка у больных с аномалийным прикусом;
- Завышение прикуса при установке мостовидного протеза — является следствием невыверенности окклюзионных контактов между зубами антагонистами, в таких случаях с окклюззионной поверхности сошлифовывают слой керамики добиваясь окклюзионного контакта, но неравномерный и слишком тонкий слой керамики приведет к ее сколу;
- Слишком тонкий каркас промежуточной части — может привести к сколу керамики, в таких случаях протез необходимо переделать;
- Нарушение температурного режима обжига керамики — приводит к сколу керамического покрытия, протез следует переделать;
- Неподтверждение керамики металлом — слишком толстый слой керамического покрытия и его неравномерность, могут привести к сколу керамики.
- Ошибки при изготовлении штампованно-паянного моста
- Смещение опорных коронок — это может произойти при склеивании частей мостовидного протеза липким воском или в процессе паяния, протез в этом случае распаивается и спаивается заново, при необходимости коронки переделываются;
16
- Не соблюдение правил гипсовки— если коронки не заполнить гипсом, это приводит к прогоранию коронок в процессе пайки, такие протезы нуждаются в переделке;
- Большое количество припоя в местах спайки протеза — припой, с помощью которого соединяются части штампованно-паянных протезов, состоит из смеси металлов, находясь в полости рта, припой окисляется, продукты окисления могут привести к различным заболеваниям желудочно-кишечного тракта, вследствии этого, количество припоя на месте спайки должно быть сведено к минимуму;
- Появление гальванизма у пациентов — поскольку штампованно-паяные мостовидные протезы состоят из разнородных металлов и со временем место пайки окисляется, это способствует появлению между ними гальванического тока, у человека появляется привкус металла во рту, что отрицательно сказывается на самочувствие пациента, у него возникают головные боли, аллергическая реакция, общее ухудшение самочувствия, это происходит если врач не провел полноценный осмотр пациента, в таких случаях протез необходимо заменить на тот, который состоит из однородных металлов.
Ошибки при изготовлении безметалловых конструкций и виниров
- Полная автоматизация процесса исключает возможность любой ошибки, так как система регистрирует даже микронные отклонения, так достигается идеальная точность прилегания коронки, что гарантирует высокую эстетику, прочность и отсутствие воспалений в области десны.
- Установка виниров на нелеченный зуб — это может привести к развитию вторичного кариеса, так же нельзя устанавливать винир на сильно обточенный зуб или на зуб, у которого отсутствует больше 50 % эмали, впоследствии, такой винир прослужит не долгое время.
ЗАКЛЮЧЕНИЕ
В конце проделанной работы я пришел к выводу, что зубной техник обязан четко знать и соблюдать технологию изготовления протеза, т.к. ошибки, которые могут быть допущены в ходе работы сильно повлияют на качество изделия, установку, носку, комфорт пациента, а также могут вызвать осложнения.
По результатам исследования, становится ясно, что с помощью несъемного протезирования можно исправить почти любой дефект в жевательном аппарате пациента. Технология позволяет учесть исключительность случая и обеспечить комфортную носку ортопедической конструкции, несъемное протезирование отличается лучшим результатом в исправлении эстетических дефектов, а также большим плюсом является высокое качество, долговечность и надежность. При соблюдении рекомендаций по использованию ортопедического протеза и регулярного профилактического осмотра у врача-стоматолога поможет продлить срок службы изделия.
Вывод
Написав курсовую работу, я достиг своих целей и задач. Изучил все ошибки, которые могут возникнуть при изготовлении несъемных конструкций.
Современные технологии позволяют учитывать все особенности пациентов при лечении несъемными протезами, обеспечить комфортное использование. Зубной техник должен правильно и четко выполнять все требования при изготовлении ортопедической конструкции, т.к. это может повлиять на комфорт и здоровье человека.
18
СПИСОК ЛИТЕРАТУРЫ
- Н. Г. Аболмасов, Н. Н. Аболмасов, В. А. Бычков, А. Аль-Хаким «Ортопедическая стоматология», 2019 г.
- Миронова М.Л. — Съемные протезы. Учебное пособие для медицинских училищ и колледжей. 2018 г.
- Зуботехническое дело в стоматологии Смирнов Б.А., Щербаков А.С. 2016г.
- И. Ю. Лебеденко, Э. С. Каливраджиян. «Ортопедическая стоматология», 2015 г.
- Д. Массирони, Р. Пасчетта, Д. Ромео «Точность и эстетика. Клинические и зуботехнические этапы протезирования зубов», 2020 г.
- С. А. Наумович «Ортопедическая стоматология, 2021 г.
- М. Рейнхард «Стоматологические реставрации», 2018 г.
- Копейкин В.Н., Миргазизов М.З. Ортопедическая стоматология. — М.: Медицина, 2018 г.
- Лебеденко И.Ю., Каламкарова С.Х. Ортопедическая стоматология. Медицинское информационное агентство, 2019 г.
- Попков В.А., Нестерова О.В., Решетняк В.Ю. [и др.]. Стоматологическое материаловедение. — М.: Медпресс-информ, 2021 г.
- https://medportal.ru/enc/stomatology/protezirovanie/8/
- https://www.32top.ru/stat/123/
- https://vk.com/away.php?to=https%3A%2F%2Fwww.google.ru%2Famp
- http://protezi-zubov.ru/protezy/siemnye/siemnye-plastinochnye-protezy.html
19
ПРИЛОЖЕНИЯ
Приложение.1 Съемные пластиночные протезы.

Рис.1 Пластмассовая коронка.

Рис.2 Штампованная коронка.

Рис.3 Коронка по Белкину.

Рис.4 Металлокомпозитная коронка.
20

Рис.5 Металлокерамическая коронка.

Рис.6 Виниры.