
Добавил:
Upload
Опубликованный материал нарушает ваши авторские права? Сообщите нам.
Вуз:
Предмет:
Файл:
Нарушение режима полимеризации базисной пластмассы
.docx
Скачиваний:
290
Добавлен:
28.03.2016
Размер:
14.6 Кб
Скачать
Нарушение
режима полимеризации базисной пластмассы
Приводит
к дефектам готовых изделий (пузырьки,
пористость, разводы, участки с повышенным
внутренним напряжением), к растрескиванию,
деформации и поломкам протезов.
|
Вид |
Причина |
Как |
|
Газовая |
Обусловлена
|
Мелкие |
|
Пористость |
|
Фестончатые |
|
Гранулярная |
|
Белесые |
|
Внутреннее |
|
Проявляется |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Нарушение режимов полимеризации приводит к возникновению дефектов готовых изделий (пузырьки, пористость, разводы, участки с повышенным внутренним напряжением и др.).
1. Газовая пористость — за счет закипания перекиси бензоила возникает при нарушении режима полимеризации, например, при опускании кюветы с пластмассовым тестом в гипсовой форме в кипящую воду. Газовые поры образуются в толще протеза. Протез подлежит переделке.
2. Гранулярная пористость (мраморность) вследствие избыточного количества порошка полимера, испарения мономера с поверхности пластмассы или недостаточного перемешивания пластмассового теста.
3. Мелкая множественная пористость на поверхности протеза. Появляется в результате избытка мономера. Зубной техник протирает мономером поверхность базиса. Эта пористость не сошлифовывается, протез подлежит переделке.
4. Дефект или поры от недостатка пластмассового теста во время паковки.
5. Внутреннее остаточное напряжение — приводит к растрескиванию. Возникает при нарушении режима полимеризации (длительное, более 1 часа нахождение в кипящей воде). Протез подлежит переделке.
6. Растрескивание вследствие различного коэффициента термического расширения металла и пластмассы (армирование), быстрого охлаждения кюветы, действия органических растворителей (спирт, эфир).
7. Комплекс процессов, приводящих к ухудшению механических свойств полимерных материалов, имеет общее название — старение полимеров. В основе лежит процесс разрыва микромолекулярных цепей и образование более низкомолекулярных продуктов. Процессы эти называются деструкцией, возникают под воздействием биологических сред, механических напряжений, значительных перепадов температур. Деструкция приводит к появлению хрупкости и гибкости полимера.
8. Мономер полностью не вступает в реакцию, и его часть остается в свободном состоянии. Полимеризат всегда содержит остаточный мономер.
Свободный мономер, перемещаясь к поверхности протеза, выходит в ротовую жидкость и растворяется в ней.
Пластмассы горячей полимеризации при правильном режиме полимеризации содержат 0,5 %, пластмассы холодной полимеризации — 3 — 5 % остаточного мономера.
При изготовлении протезов из пластмассы возможно развитие:
1. Токсического стоматита — как результат воздействия остаточного мономера.
2. Аллергического стоматита — результат аллергической реакции на любой составляющий компонент пластмассы.
3. Механического стоматита — вследствие несоответствия базиса протеза протезному ложу.
Добавил:
Upload
Опубликованный материал нарушает ваши авторские права? Сообщите нам.
Вуз:
Предмет:
Файл:
Нарушение режима полимеризации базисной пластмассы
.docx
Скачиваний:
274
Добавлен:
28.03.2016
Размер:
14.6 Кб
Скачать
Нарушение
режима полимеризации базисной пластмассы
Приводит
к дефектам готовых изделий (пузырьки,
пористость, разводы, участки с повышенным
внутренним напряжением), к растрескиванию,
деформации и поломкам протезов.
|
Вид |
Причина |
Как |
|
Газовая |
Обусловлена
|
Мелкие |
|
Пористость |
|
Фестончатые |
|
Гранулярная |
|
Белесые |
|
Внутреннее |
|
Проявляется |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Слайд 1
Описание слайда:
Ошибки горячей полимеризации
Выполнила:
Синани Д.А. 172-С
Преподаватель:
Северинова С.К.
Слайд 2
Описание слайда:
Газовая пористость
Возникает за счет закипания перекиси бензоила возникает при нарушении режима полимеризации, например, при опускании кюветы с пластмассовым тестом в гипсовой форме в кипящую воду. Газовые поры образуются в толще протеза.
Протез подлежит переделке.
Слайд 3 Вследствие избыточного количества порошка полимера, испарения мономера с поверхности пластмассы или недостаточного перемешивания пластмассового теста. Гранулярная пористость возникает из-за дефицита мономера в тех участках, где он может улетучиваться. Такое явление наблюдается при набухании мономер-полимерной массы в открытом сосуде. Поверхностные слои при этом плохо структурируются, представляют собой конгломерат глыбок или гранул материала")
Описание слайда:
Гранулярная пористость (мраморность)
Вследствие избыточного количества порошка полимера, испарения мономера с поверхности пластмассы или недостаточного перемешивания пластмассового теста. Гранулярная пористость возникает из-за дефицита мономера в тех участках, где он может улетучиваться. Такое явление наблюдается при набухании мономер-полимерной массы в открытом сосуде. Поверхностные слои при этом плохо структурируются, представляют собой конгломерат глыбок или гранул материала
Слайд 4
Описание слайда:
Мелкая множественная пористость на поверхности протеза
Появляется в результате избытка мономера. Зубной техник протирает мономером поверхность базиса. Эта пористость не сошлифовывается, протез подлежит переделке
Слайд 5. Протез подлежит переделке")
Описание слайда:
Внутреннее остаточное напряжение
Приводит к растрескиванию. Возникает при нарушении режима полимеризации (длительное, более 1 часа нахождение в кипящей воде).
Протез подлежит переделке
Слайд 6, быстрого охлаждения кюветы, действия органических растворителей (спирт, эфир)")
Описание слайда:
Растрескивание вследствие различного коэффициента термического расширения металла и пластмассы (армирование), быстрого охлаждения кюветы, действия органических растворителей (спирт, эфир)
Слайд 7
Описание слайда:
Комплекс процессов, приводящих к ухудшению механических свойств полимерных материалов, имеет общее название — старение полимеров. В основе лежит процесс разрыва микромолекулярных цепей и образование более низкомолекулярных продуктов. Процессы эти называются деструкцией, возникают под воздействием биологических сред, механических напряжений, значительных перепадов температур. Деструкция приводит к появлению хрупкости и гибкости полимера
Слайд 8
Описание слайда:
Мономер полностью не вступает в реакцию, и его часть остается в свободном состоянии. Полимеризат всегда содержит остаточный мономер.
Слайд 9
Описание слайда:
При изготовлении протезов из пластмассы возможно развитие:
Токсического стоматита — как результат воздействия остаточного мономера.
Слайд 10
Описание слайда:
Аллергического стоматита — результат аллергической реакции на любой составляющий компонент пластмассы.
Слайд 11
Описание слайда:
А так же механического стоматита — вследствие несоответствия базиса протеза протезному ложу.
Слайд 12
Описание слайда:
СПАСИБО ЗА ВНИМАНИЕ!
1.
Ошибки горячей
полимеризации
Выполнила:
Синани Д.А. 172-С
Преподаватель:
Северинова С.К.
2.
Газовая пористость
Возникает за счет закипания перекиси бензоила возникает при
нарушении режима полимеризации, например, при опускании кюветы
с пластмассовым тестом в гипсовой форме в кипящую воду. Газовые
поры образуются в толще протеза.
Протез подлежит переделке.
3.
Гранулярная пористость (мраморность)
Вследствие избыточного количества порошка полимера, испарения мономера с
поверхности пластмассы или недостаточного перемешивания пластмассового теста.
Гранулярная пористость возникает из-за дефицита мономера в тех участках, где он может
улетучиваться. Такое явление наблюдается при набухании мономер-полимерной массы в
открытом сосуде. Поверхностные слои при этом плохо структурируются, представляют
собой конгломерат глыбок или гранул материала
4.
Мелкая множественная пористость на поверхности
протеза
Появляется в результате избытка мономера. Зубной техник
протирает мономером поверхность базиса. Эта пористость не
сошлифовывается, протез подлежит переделке
5.
Внутреннее остаточное напряжение
Приводит к растрескиванию. Возникает при нарушении режима
полимеризации (длительное, более 1 часа нахождение в кипящей
воде).
Протез подлежит переделке
6.
Растрескивание вследствие различного
коэффициента термического расширения металла и
пластмассы (армирование), быстрого охлаждения
кюветы, действия органических растворителей
(спирт, эфир)
7.
Комплекс процессов, приводящих к ухудшению
механических свойств полимерных материалов, имеет
общее название — старение полимеров. В основе лежит
процесс разрыва микромолекулярных цепей и
образование более низкомолекулярных продуктов.
Процессы эти называются деструкцией, возникают под
воздействием биологических сред, механических
напряжений, значительных перепадов температур.
Деструкция приводит к появлению хрупкости и гибкости
полимера
8.
Мономер полностью не вступает в реакцию, и его часть
остается в свободном состоянии. Полимеризат всегда
содержит остаточный мономер.
9.
При изготовлении протезов из пластмассы возможно
развитие:
Токсического стоматита — как результат воздействия
остаточного мономера.
10.
Аллергического стоматита — результат аллергической реакции
на любой составляющий компонент пластмассы.
11.
А так же механического стоматита — вследствие
несоответствия базиса протеза протезному ложу.
12.
СПАСИБО ЗА ВНИМАНИЕ!
В понятие «съемные пластиночные протезы» входит частичный пластиночный протез на верхнюю и нижнюю челюсти при наличии оставшейся группы устойчивых зубов на челюстях пациента.
Полный съемный пластиночный пластмассовый протез изготавливается при отсутствии у пациента зубов.
Дуговой (бюгельный) протез—это пластиночный пластмассовый протез, в конструкцию которого входят металлические включения разнообразной модификации (в зависимости от наличия устойчивых зубов на челюстях у пациента).
Каждый из перечисленных протезов имеет общие и конструктивные особенности, определяемые группой и классом дефекта в зубном ряду, количеством сохранившихся устойчивых зубов, состоянием их твердых тканей и пародонта, состоянием слизистой оболочки протезного ложа, степенью атрофии альвеолярного отростка, формы твердого неба, выраженности торуса и экзостозов.
Общим объединяющим для всех протезов является наличие базиса (пластинки), фиксирующих элементов (кламмеров, пелотов, пластмассовых отростков), пластмассовых (фарфоровых) зубов, металлического каркаса, дуги и ответвлений от нее.
Перечисленные конструкции протезов должны отвечать требованиям биологичности, физиологичности, целесообразности метода фиксации, обеспечивающим хорошие функциональные качества протезов, быструю адаптацию к ним.
Объемные пластиночные протезы в силу своих особенностей носят название опирающихся. Они опираются имеющимися приспособлениями и самим базисом на слизистую оболочку челюстей, надкостницу, кость и устойчивые зубы. Ни один из опирающихся элементов не является физиологичным для тканей полости рта, а сам протез является инородным телом.
При обследовании больного необходимо очень внимательно отнестись к решению вопроса о возможности его протезирования только съемным пластиночным про
тезом; это может явиться тяжелым «психологическим приговором».
Изучая ретенционные пункты полости рта для фиксации съемных протезов, их необходимо использовать максимально. На данном этапе возможны ошибки при подборе опорных зубов в полости рта. Например, при частичном съемном протезировании не могут быть опорными зубы II—III степени патологической подвижности; они подлежат удалению. Устойчивые зубы, идущие под кламмерную фиксацию протеза, обязательно покрываются металлическими коронками с выраженным экватором. Использование зубов с патологической подвижностью в качестве опорных неминуемо приведет к их окончательному расшатыванию и выпадению, протез будет испорчен.
Одной из ошибок, ведущей к нарушению целости эмали зубов, является использование зубов под кламмерную фиксацию протеза без предварительного изготовления на них металлических коронок.
Одним из важных моментов съемного протезирования является правильный подбор ложек и оттискового (слепочного) материала. При снятии анатомического оттиска края стандартной металлической ложки не должны выступать далеко в стороны от альвеолярного отростка в щечные пространства, должны плотно прилегать к твердому небу, дистальный край ложки должен проходить по линии «А», зубы располагаться строго посредине углублений в ложке. Ошибкой является снятие оттисков широкой ложкой с развернутыми краями и дистально перекрывающей линию «А», так как оттискной материал надо будет брать с излишком, чтобы заполнить пустоты в щечной области, края оттиска будут утолщенными, и излишки массы попадут в область глотки, вызовут рвотный рефлекс до застывания оттискной массы, что повлечет за собой немедленное извлечение ложки из полости рта.
В таких случаях возможны осложнения — аспирация оттискной массы, рвота, кашель.
Снятие анатомических оттисков на нижней челюсти при наличии зубов мало чем отличается от методики снятия оттисков на верхней челюсти. Возможные ошибки: излишнее затвердевание гипса, а при выведении оттиска изо рта по частям возможна экстракция зубов.
Снятие функциональных оттисков на беззубых челюстях требует обязательного изготовления индивиду» альной жесткой ложки. Ошибки возможны те же.
Во всех случаях съемного протезирования необходимо четко определиться в выборе оттискного материала. В основу выбора должны быть положены данные обследования слизистой оболочки, покрывающей альвеолярные отростки челюстей. Слепочные (оттискные) массы вызывают компрессию слизистой оболочки протезного поля, предел которого пропорционален степени податливости слизистой оболочки и обратно пропорционален пластичности слепочного материала. К примеру, когда слизистая оболочка альвеолярного отростка неподвижна, особенно по центру его, но равномерно податлива, лучше применять гипс более густой консистенции, стомальлин, эластик и т. д. Этим достигают сдавление самых податливых участков и в дальнейшем — снижение экскурсии протеза, что позволит уменьшить нагрузку на пародонт опорных зубов.
Несколько слов об оттискных массах альгинатной группы: в период приготовления и введения их в ротовую полость наблюдается излишняя текучесть, а при застывании во рту они свисают по краям ложки, что может повлечь отрыв кусочков массы и попадание в глотку, следовательно, вызовет кашель, рвоту, что небезразлично для больного при повторном снятии оттиска.
При получении модели по альгинатному оттиску необходимо учитывать время от момента получения оттиска до отливки модели, так как чем дольше оттиск хранится на воздухе, тем больше он подсыхает, уменьшаясь в размерах; следовательно, модель становится уменьшенной по объему. Это один из недостатков предлагаемых оттискных масс.
При отливке модели по гипсовому оттиску необходимо гипс готовить жиже сметанообразной консистенции и вводить в альгинатный оттиск путем бокового наслоения в лунки зубов, периодически встряхивая его, чем вытесняются пузырьки воздуха, в противном случае зубы не отольются или режущие края их будут покрыты порами.
При получении моделей по гипсовому оттиску ошибкой является неправильное укладывание частей его в ложку, а’ также укрепление их «холодным» воском вместо кипящего, что в момент отливки модели части оттиска могут сместиться в стороны. При залмвке в оттиск гипс должен быть сметанообразной консистенции, наслаивают его в отпечатки зубов с середины оттиска, заполняя предварительно смоченные водой лунки, потряхивая о край чашки, оттиском вытесняя пу
зырьки воздуха. Если гипс густой, поры в модели неизбежны. Гипс разводят обычной водой без добавления соли, в противном случае модель получается крохкой, зубы легко обламываются. Высота модели должна быть до 4 см.
Открывать модель, полученную из альгинатного оттиска, лучше под проточной водой (под краном), постепенно разъединяя две половинки. При резком открывании зубы на модели могут обломиться.
Получать модель из гипсового оттиска необходимо с большой осторожностью, постепенно, постукивая молоточком, шпателем, разрушая части склеенного оттиска. Шпатель глубоко не вводить, так как можно поломать зубы на модели и повредить протезное поле.
В следующее посещение больного необходимо определить центральную окклюзию и фиксировать ее. Ошибки, возникающие при этом, следующие.
При частичном пластиночном протезировании, в зависимости от группы и класса дефектов в зубном ряду, применяют методы с использованием прикусных валиков (восковых шаблонов) и гипсоблоков.
При наличии даже одной пары зубов-антагонистов вопрос решается проще, то есть взаимоотношение между челюстями переносится на. прикусные (восковые) валики, размещенные на альвеолярных отростках. Валики надо срезать шпателем, если прикус завышен, то есть имеется щель между антагонистами. Получив полное смыкание зубов, разогретую пластинку воска укладывают на весь зубной ряд «и прикусной валик на нижней челюсти, больной закрывает рот, сдавливает пластинку воска, проглотив слюну, без выдвижения нижней челюсти вперед. Этот холодный метод определения и фиксации центральной окклюзии имеет свои особенности — необходимо следить за смыканием челюстей и возможным смещением валиков в стороны и по центру. Горячим методом (когда разогреваются валики, а не-пластинка воска) можно пользоваться при любой группе и классе дефектов в зубном ряду, даже если нет зубов. В частности, при беззубых челюстях необходимо определить протетическую плоскость на валиках, введенных в полость рта по трагоназальной и зрачковой линиям, то есть необходимо, чтобы валики находились в одной горизонтальной плоскости, после чего с помощью линейки определяют высоту прикуса — то соотношение между челюстями, которое было до последней пары антагонирующих зубов. Валики подреза
ют пс определившейся высоте минус 1,5 мм. Дабы не допустить ошибки, при определении высоты прикуса нельзя занизить или завысить прикус больному, так как будет нарушено привычное соотношение суставной головки к суставной впадине, что вызовет у больных болезненные ощущения в момент пользования протезами.
Во время определения центральной окклюзии и ее фиксации при беззубом рте голова больного не должна запрокидываться кзади, так как это приведет к смещению нижней челюсти и валиков назад. Убедившись в точности расположения валиков на альвеолярных отростках, можно зафиксировать это взаимоотношение между челюстями горячим или холодным методом.
Существующий метод определения и фиксации центральной окклюзии гипсоблоками требует от врача определенных навыков, так как погрешности в этом методе встречаются существенные, а именно: при закрывании рта и раздавливании гипсоблока больной может выдвинуть нижнюю челюсть вперед, то есть зафиксировать переднюю окклюзию, либо в одну из сторон, то есть дать боковую окклюзию; если этот момент останется незамеченным, ошибка неминуема. Контроль затрудняется тем, что альвеолярные отростки покрыты гипсом и плохо доступны обозрению. Перепроверить правильность определения центральной окклюзии можно после затвердевания гипса, придержав липсоблок на одной из челюстей пальцами, заставить больного открывать и закрывать рот; если гипсоблок укладывается несколько раз на протезное поле точно, можно считать, что ошибки нет.
Трудность этого метода заключается в том, что когда мы достигли метки замера на линейке состояния физиологического покоя, больной, выполняя нашу просьбу сжимать челюсти, не может вовремя остановиться и раздавливает гипсоблок, занижая при этом прикус. Это грубейшая ошибка, если так оставить и не перепроверить еще раз укладку гипсоблока.
Следующим этапом в съемном протезировании будет проверка конструкции (постановка зубов) на восковой пластинке. Особое внимание уделяют плотному наложению восковых базисов на альвеолярные отростки, протезы не должны смещаться при надавливании на них пальцами. Отрыв от неба возможен, так как жирная восковая пластинка не прилипает к влажной слизистой оболочке; это не считается погрешностью.
Вторым моментом проверки будет определение смы-
каемости зубов на всем протяжении зубного ряда. Наличие щели между зубами с одной из боковых сторон указывает на ошибку постановки зубов. Устранить эту ошибку можно, положив в этом месте на зубной ряд разогретую стандартную пластинку воска. Больной должен закрыть рот и прикусить пластинку, в таком виде надо переставить зубы в базисе по прикусу пластинки.
Ошибкой считается перекрытие нижних зубов верхними во фронтальном участке больше чем на 1/3 их длины, а также несовпадение центральной линии между верхними и нижними центральными резцами.
При проверке конструкции съемных протезов нельзя допустить повышения или понижения прикуса, что проверяется путем повторного определения состояния физиологического покоя. При повышении прикуса больной будет жаловаться на чувство преждевременного смыкания челюстей. Эту ошибку можно исправить путем спи- ливания бугров на боковых зубах под контролем копировальной бумаги или разогретого воскового базиса шпателем и утапливания ряда зубов под контролем прикуса,
В частичных пластиночных протезах и бюгельных при проверке конструкции необходимо обратить внимание на расположение кламмеров в базисе и на опорных зубах, а также металлических дуг на твердом небе и в области передних зубов на нижней челюсти с язычной стороны. Ошибкой считается расположение кламмеров в области шеек зубов — происходит травмирование слизистой оболочки, приводящее к ее воспалению. Острые, не заполированные кламмеры будут травмировать слизистую оболочку щеки, губы. Они должны плотно охватывать опорные зубы согласно разметке параллелометра.
Металлическая дуга на верхнем бюгельном протезе не должна давить на слизистую оболочку твердого неба, так как это постоянно травмирует его; эта ошибка устраняется путем допустимого сошлифования дуги. Дуга на нижнем бюгельном протезе не должна доходить до слизистой оболочки и ущемлять ее, так как это приведет к пролежню; если дуга протеза доходит до слизистой оболочки, ее выступающие части в области слизистой оболочки сглаживают. Повышения прикуса при частичном и бюгельном протезировании не должно быть.
Завершающим этапом пластиночного протезирова
ния является сдача протезов пациенту. При этом надо повторить все моменты проверю! качества протеза, которые, осуществляют при проверке конструкции протезов, с дополнительными требованиями при этом.
Частичные и полные пластиночные протезы вначале проверяем визуально, в руках, обращая внимание на качество полировки пластмассы и кламмеров, порядок чередования зубов, их цвет (должны быть одного цвета), форму и фасон, отсутствие пор в базисе (*их не должно быть).
Перед введением протеза в рот его необходимо промыть под проточной водой с мылом и обработать спиртом. Протезы должны вводиться и выводиться из полости рта свободно, если есть места зацепов в протезе, их необходимо зашлифовать.
Седла частичного и бюгельного протезов должны точно расположиться на альвеолярных отростках. Протезы не должны балансировать, а если таковое обнаруживается, значит в свое время неправильно были склеены части гипсового оттиска (в результате произошла деформация рабочей модели) либо допущена небрежность во время полировки или припасовки.
Протезы не должны повышать прикус ни в боковом, ни во фронтальном участках — необходим максимальный контакт между зубами. При обнаружении повышенного прикуса сошлифовывают бугры зубов под контролем копировальной бумаги.
При сдаче полных протезов визуальные требования прежние; но в полости рта необходимо обратить внимание, чтобы базис плотно охватывал бугры и бугорки альвеолярных отростков, не отставал от слизистой оболочки неба, не заходил за линию «А» в дистальном отделе, не перекрывал переходные складки, не ущемлял щечные и центральную уздечки. Зубы должны располагаться в полупрямой прикусе во фронтальном участке, соблюдена вертикальная линия в одной плоскости между центральными резцами и незначительное перекрытие в боковых участках нижних зубов верхними.
Нарушение высоты прикуса приводит к болезненной перестройке миостатического рефлекса. Устранить эгу ошибку можно путем перепроверки физиологического покоя и сошлифовкой бугров на боковых зубах.
В беседе с больным необходимо уточнить причину дискомфорта в полости рта, по возможности облегчить это состояние. Необходимо объяснить больному, что это состояние непродолжительное и требует настойчиво
осваивать протезы до потери ощущения -инородного тела во рту. Дать наставления больному, как пользоваться и ухаживать за протезами. Ошибка врача заключается в том, что больного не предупреждают, чтобы он самостоятельно не проводил никакого ремонта, исправлений протеза.
Ошибкой врача будет изготовление бюгельного протеза при наличии во рту разнородных металлов, это, несомненно, вызовет у больного гальваноз (накопление и разряд электричества), сопровождаемый чувством жжения, кислого привкуса, покалывание языка и щек.
Через 3—4 дня после сдачи протезов обязательно провести коррекцию, а поэтому больной должен пользоваться протезами до прихода к врачу. Жалобы у больного будут разнообразные, так как впервые протезирующийся труднее адаптируется к протезам, нежели повторно протезирующийся. Врач должен визуально обратить внимание на прикус до извлечения протеза изо рта, копировальной бумагой отметить точки повышенного давления на зубах и сошлифовать их. Извлечь протез и обследовать слизистую оболочку протезного поля. Очаговые поражения слизистой оболочки (участки гиперемии) возникают вследствие неточности базиса и нетщательного снятия оттисков. Устранить этот недостаток можно путем смазывания пораженного участка раствором метиленового синего (бриллиантового зеленого) и наложением протеза. При выведении протеза из полости рта на нем отпечатываются места, смазанные красителем, их <и надо сошлифовать фрезой или корундовой головкой. Для этой цели можно пользоваться кашицей гипса.
При коррекции частичных и бюгельных протезов следует обратить внимание на расположение Кламмеров и окклюзионных, накладок, он«и должны плотно охватывать опорные зубы. При деформации литых Кламмеров (ошибка зубного техника, который не провел их закалку) крампонными щипцами можно подогнуть их в сторону опорных зубов, »но следующая такая коррекция приводит к их отлому.
При повторном посещении у больных могут появляться тотальные поражения всей слизистой оболочки полости рта, повторяющие форму протеза; это говорит
о непереносимости акриловой пластмассы, мными словами, появилась аллергия на пластмассу. Больным назначаются местная и общая (антигистаминные препараты) терапия, временное прекращение ношения про
теза и замена на бесцветную пластмассу, каучук либо металлический базис.
В дальнейшем необходимо наблюдать за протезо- носителями, корригировать протезы и давать правильные рекомендации. Ошибкой врачей будут утверждения, что пластмассовый протез после полимеризации теряет мономер, но практика показывает, что остаточный мономер в протезе будет выделяться столько, сколько будет существовать протез.
Можно в таких случаях пытаться уменьшить выделение остаточного мономера путем погружения протеза в спирт на 2—3 сут.
В настоящее время идет разработка новых пластических масс для съемных протезов, лишенных вышеперечисленных недостатков.
Необходимо работать над созданием новых конструкций протезов для облегчения страданий больных.
Н.Н. Аболмасов, А.Е. Верховский, О.К. Тарасенков
Кафедра ортопедической стоматологии с курсом ортодонтии (заведующий кафедрой – доктор мед. наук, профессор Н.Н. Аболмасов) ГОУ ВПО «Смоленская государственная медицинская академия»
Традиционным способом изготовления съемных протезов с пластмассовым базисом по праву считается формовка пластмассы горячего отверждения в тестообразном состоянии (полимер + мономер) в заранее приготовленную гипсовую форму. При этом по окончании формования на базисный материал, находящийся в форме, давление не оказывается. Поэтому не представляется возможным уплотнить пластмассу, чтобы уменьшить ее усадку в период полимеризации и исключить возникновение пор (Э. Я. Варес, 1993). Полимеризационная усадка, по данным М.А. Нападова (1978) достигает 7%, даже при оптимальном соотношении порошок-жидкость. Кроме того, во время сближения штампа и контрштампа излишки пластмассы вытесняются между ними и препятствуют их соприкосновению, образуя значительный грат, или облой (Э. Я. Варес, 1986. При этом количество остаточного мономера остается на значительно высоком уровне (6–8%). Т.И. Ибрагимов (2001) отмечает низкую теплопроводность и долгую адаптацию к протезам из-за большой толщины базиса.
Получить протез из пластмассы можно также методом литьевого прессования под большим давлением – инжекционной формовкой. Одним из таких методов является использованная нами технология с применением аппарата Palajet/PalaXpress фирмы Heraeus Kulzer, в котором формуемый материал вводится в заранее закрытую кювету через литьевой канал (рис. 1, 3, 4). При этом в кювету поступает лишь определенное количество массы, которая в ходе всего процесса полимеризации находится под регулируемым давлением, что может значительно компенсировать ее усадку. Для изготовления зубных протезов методом литья под давлением могут применяться акриловые пластмассы, поликарбонаты, винилакрилаты и др. Кроме того, можно применять и пластмассы холодного отверждения (самотвердеющие), которые считаются менее прочными и содержащими большее количество остаточного мономера.
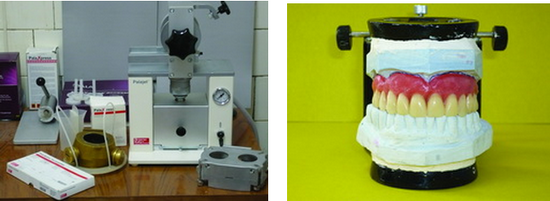
Рис. 1. Компоненты системы для изготовления съемных протезов методом литья
Рис. 2. Полный съемный протез с пластмассовыми зубами загипсован в положении центральной окклюзии

Рис. 3 Набор восковых штифтов (диаметр = 7,0 и 3,0 мм) и их установка для создания литниковых каналов
Рис. 4. Раскрытая кювета после выплавления воска
Цель настоящей работы – изучить недостатки и преимущества изготовления съемных протезов методом литья пластмассы под давлением.
На рис. 1 представлены компоненты системы для изготовления съемных протезов методом литья под давлением, которая включает следующие устройства и приспособления: пневматический инжекторный аппарат для изготовления полных и частичных съемных протезов (аппарат автоматически отрегулирован на рабочее давление в 4 бара, и к нему придаются аксессуары: кювета для полимеризации, стопорные кольца и контейнер для кюветы, инжекционный цилиндр, аппарат для снятия колец с кюветы или съемник), аппарат с автоматическим управлением для полимеризации пластмасс холодного и горячего отверждения.
Нами было изготовлено 6 экспериментальных полных и 4 частичных съемных пластиночных протезов на верхнюю и нижнюю челюсти, а так же 14 протезов для пациентов (8 на верхнюю и 6 на нижнюю). Из них 6 частичных, 8 полных съемных пластиночных протезов. Все пациенты находятся на диспансерном учете. Для повторного обследования были приглашены 6 пациентов, пользующихся полными и частичными съемными протезами в течение 1–2,5 лет.
Функциональная схема этого оборудования специально совмещена с методом обработки пластмасс. Для работы с этим аппаратом мы выбрали пластмассу холодной полимеризации. Холодная полимеризация выполнялась при рабочем давлении 2 бара, которое точно регулируется благодаря встроенному редукционному клапану. Процесс полимеризации происходит автоматически в течение 30 минут и регулируется компьютером в соответствии с выбранной программой.
Последовательность технологического процесса по изготовлению протезов может быть представлена следующим образом: получение анатомических и функциональных оттисков (слепков), определение центрального соотношения челюстей и постановка зубов (по стеклу или калотте) по общепринятым методикам. На рис. 2 представлен полный съемный пластиночный протез с пластмассовыми зубами, загипсованный в средний анатомический артикулятор в положении центральной окклюзии.
Для литья под давлением используется специальная разборная кювета, состоящая из двух половин, скрепляемых стопорными кольцами. Внутренняя часть кюветы сразу смазывается вазелином, что впоследствии облегчит извлечение модели из гипса. Гипсовая модель с восковой композицией базиса протеза гипсуется (используется гипс III класса) в центр нижней половины кюветы (нижняя половина кюветы не имеет пинов, то есть штифтов). После кристаллизации гипса вводной (7 мм в диаметре) и выводной (3 мм в диаметре) каналы заполняются восковыми штифтами соответствующего сечения (рис. 3). Поверхность гипса покрывается изоляционным лаком. Затем нижняя часть кюветы закрывается верхней половиной, соединяется компрессионными кольцами, которые затягиваются только рукой (использование молотка недопустимо!). Кювета помещается на вибростолик и заполняется гипсом в два этапа для облегчения ее последующего раскрытия. Первая порция гипса наливается ровно настолько, чтобы закрыть искусственные зубы. После кристаллизации первой порции гипса его поверхность покрывается изоляционным лаком, и далее кювета заполняется второй порцией гипса до верхней кромки кюветы.
По окончании кристаллизации компрессионные кольца снимаются, и кювета помещается на 5 минут в горячую воду (примерно 80 °С). Затем кювета открывается, оставшийся воск удаляется чистой, горячей водой (без добавления химических реагентов) (рис. 4). Поверхность теплого гипса, контактирующая с протезом, изолируется нанесением двух тонких слоев изоляционного лака. Поверхность зубов, обращенная к базису, обрабатывается фрезой с алмазным покрытием для улучшения последующего сцепления с пластмассой. Для этой же цели используется специальный адгезив, который дважды наносится на обработанную поверхность зубов. После первого нанесения нужно дать ему просохнуть в течение 60 секунд. После нанесения второго слоя адгезива он остается активным 10 минут, и в течение этого времени кювету необходимо закрыть компрессионными кольцами и установить в аппарат для инжекции.
Для изготовления съемных протезов методом литья под давлением мы применяли пластмассу холодного отверждения, представляющую собой двухкомпонентную систему «порошок – жидкость». Полимер и мономер смешиваются в соотношении 2:1. Для полного съемного протеза на верхнюю или нижнюю челюсти среднего размера необходимо 30 г порошка и 15 мл жидкости. Простая и надежная дозировка достигается применением системы в виде двух соединенных сосудов, поставляемой вместе с пластмассой. Правильное соотношение ингредиентов достигается заполнением специального сосуда порошком и жидкостью до одинакового уровня (рис. 5а). В стеклянную емкость для смешивания наливается жидкость, а потом добавляется соответствующее количество порошка. Пластмасса перемешивается шпателем до состояния гомогенной смеси. Пузырьки воздуха удаляются путем наклона и одновременного вращения сосуда.

Рис. 5а. Смешивание компонентов пластмассы «порошок — жидкость» в специальном сосуде в соотношении 2:1
Рис.5б. Жидкая пластмасса медленно выливается в подготовленную гильзу цилиндра
Для инжекции применяются специальные чашки, состоящие из цилиндра, поршня и крышки с патрубком. Пластмассовый поршень вставляется на дно цилиндра инъекционной чашки, образуя емкость для пластмассового теста. Жидкая пластмасса медленно выливается в подготовленную гильзу цилиндра (рис. 5б). Необходимо следить, чтобы смесь не стекала по внутренней стенке гильзы цилиндра, так как осадок на стенках выше уровня смеси может привести к ее неоднородности. После загрузки гильзы цилиндра пластмассой поверхность ее должна стать матовой, что говорит о полном созревании, то есть готовности к литью под давлением. Для инжекции используется металлический инъекционный цилиндр, в который вставляется инъекционная чашка с подготовленным «пластмассовым тестом», а сверху помещается крышка с патрубком, и цилиндр герметично закрывается. Затем цилиндр вставляется в аппарат для инжекции, и при помощи рычага подается сжатый воздух к плунжеру аппарата, создавая заданное давление.
Момент появления из отводного канала кюветы пластмассы показывает, что она заполнена полностью (рис. 6). После того как некое количество пластмассы выйдет из отверстия отводного канала кюветы, он закрывается с помощью вентиля. Заполненная кювета находится под давлением 5 минут, в течение которых пластмасса теряет текучесть и переходит в резиноподобное состояние (рис. 7а). Через 5 минут непрерывного давления кювета извлекается и помещается в специальный контейнер (рис. 7б).
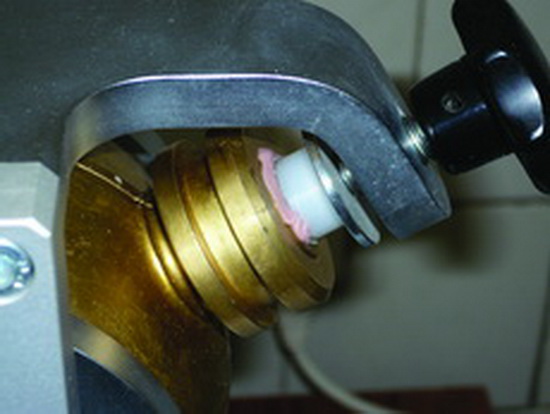
Рис. 6. Появление пластмассы из отводного канала кюветы

Рис.7а. Заполненная кювета находится под давлением
Рис.7б. Кювета извлечена и помещена в специальный контейнер; полимеризация пластмассы в специальном аппарате
Далее следует процесс полимеризации пластмассы, который проводился нами при автоматическом контроле в специальном аппарате (рис. 7б). В емкость полимеризатора заливается водопроводная вода, кнопкой Select задается нужный температурный режим (для данной пластмассы 55 °С), и включается предварительный нагрев, о чем сигнализирует мигающая лампочка. Прекращение мигания (примерно через 15 минут) свидетельствует о достижении водой заданной температуры.
По достижении нужной температуры контейнер с кюветой опускается в емкость полимеризатора и плотно закрывается крышкой (рис. 7б). На панели прибора устанавливается время полимеризации (для данной пластмассы 30 минут), и кнопкой Start запускается процесс. О нормальном ходе полимеризации свидетельствуют следующие индикаторы на табло:
- индикатор нагрева – в емкости полимеризатора поддерживается постоянная температура 55 °С;
- индикатор наличия давления в емкости полимеризатора;
- цифровой таймер, отображающий время, оставшееся до окончания процесса полимеризации.
По истечении заданного времени раздается звуковой сигнал. Автоматически выключается нагреватель, и «стравливается» давление в емкости полимеризатора, после чего кювета извлекается и охлаждается до комнатной температуры в течение 30–60 минут. Важно отметить, что медленное охлаждение, то есть большая экспозиция, обеспечивает лучшее прилегание и точность протеза, чем быстрый цикл охлаждения. Компрессионные кольца с помощью специального устройства снимаются с кюветы, которая раскрывается при помощи пластикового или резинового молотка. Нельзя пользоваться металлическим молотком, так как металлические инструменты способны повредить латунную кювету, что, в свою очередь, может привести к погрешностям при последующем ее использовании. После извлечения протеза и отделения литников можно приступать к его шлифовке и полировке (рис. 8).
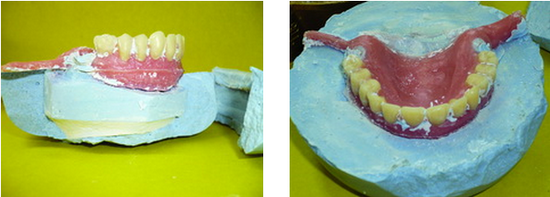
Рис. 8; 8.1. Раскрытая кювета; модель легко отделяется от гипса…
В заключение следует отметить, что по результатам наших исследований, можно сделать следующие выводы:
- время лабораторного процесса изготовления протеза сокращается, по предварительным данным, на 2–3 часа по сравнению с традиционным методом;
- при извлечении протеза из кюветы совершенно отсутствует грат (облой), который при гипсовке традиционным способом приводит к увеличению межальвеолярной высоты; последнее, в свою очередь, ведет к тому, что при наложении протеза врач затрачивает на коррекцию окклюзионной поверхности не менее 20 минут, создавая практически новое окклюзионное соотношение, хотя при проверке конструкции этого не требовалось;
- уменьшается количество расхода пластмассы за счет точной дозировки;
- исключена возможность «недопаковки» пластмассы;
- хорошая, точная моделировка воскового базиса практически без искажений передается на пластмассу;
- протезы легче шлифуются и полируются;
- выявлено положительное отношение пациентов к изготовленным протезам.
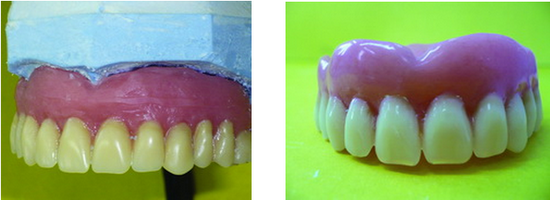
Рис. 9; 9.1. Полный съемный пластиночный протез на верхнюю челюсть после предварительной обработки и после шлифовки и полировки
Клиническая апробация съемных пластиночных протезов, изготовленных методом литья под давлением, в аппарате Palajet/PalaXpress фирмы Heraeus Kulzer показала их более высокую функциональную и эстетическую ценность. При опросе пациентов установлено значительное сокращение количества коррекций и сроков адаптации после наложения протезов. Этому, по-видимому, способствовали также более высокие эстетические качества протезов.
Описываемая технология обеспечивает высокую их точность, и на первый, невооруженный взгляд, отсутствие всех видов пористости, а следовательно уменьшение количества остаточного мономера, по сравнению даже с пластмассами горячего отверждения, полимеризованными без давления. Но эти предположения необходимо проверить лабораторными исследованиями. Планируется продолжение исследований по изучению остаточного мономера, явлений адсорбции и микробной инвазии съемных протезов.
Статья предоставлена журналом «Зубной техник»