 Управляйте не браком, а его причинами
Управляйте не браком, а его причинами
Е.П. Кочетков
До сих пор на многих предприятиях основным методом управления качеством продукции остается обнаружение дефектов. Контролеры, рабочие, проверяя изделия на соответствие установленным требованиям, отделяют годную продукцию от брака в процессе производства. На входном и выходном приемочном контроле предпринимаются попытки отфильтровать партии соответствующего качества от несоответствующих партий. При таком способе управления качеством дефектные изделия будут всегда, потому что:
· есть источники (причины) изменчивости, приводящие к появлению брака;
· при проверке соответствия требованиям можно допустить ошибки: годное изделие признать несоответствующим и наоборот;
· дефекты являются сигналами системы управления качеством продукции и процессами производства, и поэтому нужны ей.
Управление качеством на основе принципа обнаружения дефектов было эффективно и оправдано до середины прошлого века, когда существовали концепции оптимальных уровней дефектности. Когда экономически было не выгодно вкладываться в предупреждение дефектов, так как затраты на предупреждение были больше, чем полученная выгода от сокращения потерь, связанных с браком и рекламациями. Из всего спектра статистических методов применялся только статистический приемочный контроль, основной функцией которого была фильтрация — отделение партий соответствующего качества от партий несоответствующего качества.
В настоящее время с ростом и развитием потребностей потребителя в условиях жесточайшей конкуренции оптимальным уровнем дефектности является ноль дефектов. Потребители не хотят получать дефектную продукцию, а если такое случилось, требуют разобраться с причинами и исключить их.
Для того чтобы соответствовать требованиям потребителя, надо изменить принцип управления. Вместо обнаружения дефектов надо заниматься их предупреждением. Недаром в отраслевом автомобильном стандарте ISOTS 16949 [1] сказано: «Цель настоящего стандарта – разработка системы менеджмента качества, обеспечивающей постоянное улучшение, придающей особое значение предупреждению дефектов, снижению изменчивости и сокращению потерь в цепочке поставки».
Умеем ли мы предупреждать отказы? Безусловно, однозначно, Да!!! И родственники, и наши предки, и наши друзья, и знакомые предупреждают появление отказов в своей повседневной жизни. Приведу пример. У вас подрастает ребенок. Он становится самостоятельным и может уже один гулять во дворе. Вы изготавливаете для ребенка первый ключ в его жизни, учите открывать и закрывать входную дверь и торжественно вручаете его… на веревочке! Вы не ждете отказа, когда ребенок потеряет ключ. Веревочка или шнурок (кому как нравится) – это средство предупреждения отказов.
К сожалению, деятельность по предупреждению отказов на предприятиях не всегда носит осознанный и системный характер. Для того чтобы реализовать принцип предупреждения отказов, надо изменить объект управления. Вместо управления дефектами и отказами, надо управлять их причинами.
Для разработки мер по управлению причинами введем следующую классификацию.
По источникам:
· конструктивные причины
· технологические причины
По возможности влияния на причины
· устранимые причины
· неустранимые причины
Дадим следующее определение: неустранимые причины – это источники изменчивости функционирования изделия или процесса производства продукции.
В таблице на рис.1 приведены примеры причин в соответствии с введенной классификацией.
|
Источник |
Причина |
|
|
Устранимая |
Неустранимая |
|
|
Конструкция |
Неправильно заданы требования к диаметру вала Неправильно выбран материал |
Износ тормозных колодок Расход картриджа в принтере |
|
Технология |
Неправильно подобрана скорость подачи Не разработана рабочая инструкция |
Износ оснастки Снижение концентрации гальванического раствора |
Рисунок 1. Примеры причин в соответствии с классификацией
Исходя из данной классификации, можно сформулировать следующие принципы предупреждения отказов.
I Все причины отказов подразделяются на устранимые и неустранимые причины.
II Устранимые причины надо выявить на этапах проектирования продукции и разработки технологии и устранить.
III Неустранимые причины надо выявить на этапах проектирования продукции и разработки технологии и управлять ими в процессах производства и эксплуатации продукции.
IV Для управления неустранимыми причинами разрабатывают Планы Управления.
Надо отметить, что инструмент «Планы Управления» (перевод на русский язык термина «Control Plan») получил широкое распространение в зарубежных компаниях, в первую очередь связанных с автомобильной промышленностью. В последние годы российские предприятия, в особенности те, кто сотрудничает с квалифицированными зарубежными потребителями, также применяют этот инструмент. По сути своей План Управления описывает систему методов управления процессами изготовления продукции. В эту систему включают статистические методы, такие как выборочный контроль, настройка процесса по первым изделиям, карты регулирования и так далее. План Управления описывает, что и с какой периодичностью надо измерять в процессе производства и какие действия надо совершать на основании полученных результатов измерений.
Надо отметить, что в современном оборудовании действия по управлению причинами возможных отказов встраиваются в само оборудование. Приведу пример процесса, который есть в любой компании, не зависимо от профиля, численности и формы собственности, и которым, как правило, управляют на основе принципа обнаружения дефектов. Это процесс печати материалов на принтере. Одной из основных неустранимых причин данного процесса является причина «Картридж кончается». В принтер встроен счетчик количества напечатанных страниц, в инструкции по эксплуатации указано, после какого числа напечатанных страниц надо менять картридж. Это и есть План Управления причиной «Картридж кончается» для принтера. Но мы все равно ждем появления страниц с плохой печатью, чтобы заменить расходный материал. Кто-то считает, что такое управление выгодно из-за дороговизны картриджа. Я не согласен. Как правило, по закону подлости, картридж кончается тогда, когда надо распечатать очень важный документ или материал. А этих потерь никто не считает. Кстати, я думаю, да почти уверен, что предельное количество копий вычислялось при проектировании принтера с применением статистических методов, таких как выборочное среднее и доверительные интервалы.
Реализация озвученных выше принципов предупреждения отказов предполагает применение системы взаимосвязанных методов, в том числе статистических. Рамки статьи не позволяют подробно рассмотреть методологию предупреждения отказов на всех этапах жизненного цикла продукции. Поэтому ограничимся рассмотрением этапов разработки технологии и производства продукции. Для читателей, желающих более подробно познакомиться с методологией предупреждения отказов, могу порекомендовать книгу «Диалоги о предупреждении отказов» [2].
Предупреждение отказов на этапе разработки технологического процесса
Цель технологического процесса – производить продукцию в соответствии с требованиями к ее характеристикам. Результатом разработки технологического процесса являются последовательность операций, перечни необходимого оборудования, оснастки, инструмента, режимы и т.п. По окончании данного этапа изготовитель должен быть уверен в том, что если процесс будет выполняться в соответствии с технологией, то вся изготовленная продукция будет соответствовать техническим требованиям. Для этого надо предпринять следующие меры предупреждения технологических причин отказов
1. Установить устранимые и неустранимые технологические причины или проверить их отсутствие.
2. Разработать меры по исключению устранимых технологических причин за счет изменения технологии.
3. Определить характер и степень влияния неустранимых технологических причин.
4. Разработать План управления неустранимыми технологическими причинами.
5. Управлять неустранимыми технологическими причинами на этапе производства продукции.
Технологический процесс разрабатывает межфункциональная команда из специалистов (конструкторы, технологи, работники ОТК, метрологи, механики и т.д.), которая на основании знаний и опыта участников разрабатывает модель влияния причин на возможные отказы. Я рекомендую для этого воспользоваться методом QFD (структурирование функции качества), а точнее одним из его инструментов – матрицей влияния.
На рис.2 приведен пример матрицы влияния для операции «Шлифование вала». На рисунке приведена только часть матрицы, описывающая влияние причин на создание наружного диаметра вала. Кроме того, на операции создается качество наружной поверхности вала.
|
Функция операции |
Отказ |
Параметры операции |
Неустранимые причины |
||
|
Скорость резания |
Стойкость инструмента |
Изменчивость твердости инструмента |
Износ инструмента |
||
|
Наружный диаметр |
Завышен |
+ |
+ |
+ |
+ |
|
Занижен |
+ |
+ |
+ |
||
|
Биение |
+ |
||||
|
Конусность |
+ |
Рисунок 2. Пример матрицы влияния для операции «Шлифование вала»
С выполнением функции «Создание наружного диаметра» связаны потенциальные отказы невыполнения этой функции, а именно: «Диаметр завышен», «Диаметр занижен», «Биение» и «Конусность». Далее в названиях столбцов указаны параметры операции и неустранимые причины, которые могут привести к отказам. Знаком «+» указана связь параметров и причин с потенциальными отказами. Указание связи важно для исследования причин. В случаях, когда мы не можем измерять непосредственно причину, например износ, можно измерять связанную с причиной характеристику продукции в данном случае наружный диаметр.
Через параметры операции формулируются потенциальные устранимые технологические причины. Например, для параметра «Скорость резания» можно сформулировать потенциальную устранимую технологическую причину «Неправильно заданы требования к скорости резания». Применяя метод анализа видов и последствий потенциальных отказов [3], оценивают и анализируют риск причины «Неправильно заданы требования к скорости резания». Если риск большой, то совершают действия по проверке и устранению данной причины. Например, пересматривают требования к скорости резания.
На этапе разработки технологии особое внимание надо уделить неустранимым причинам. Напомню, неустранимые технологические причины – это источники изменчивости процесса производства продукции, приводящие к производству брака, если этими причинами не управлять или управлять неэффективно. Надо сказать, что неустранимых технологических причин или источников изменчивости очень много. Это и неоднородность исходных материалов, изменчивость в работе оборудования (биение, люфты, вибрация), износ оснастки, изменчивость свойств смазки и охлаждающей жидкости, загрязнение рабочих поверхностей, изменчивость температуры, влажности, давления внешней среды, изменчивость в работе персонала, включая разный опыт и навыки рабочих, и так далее. Очевидно, что всеми источниками изменчивости управлять невозможно. В этой ситуации на помощь приходит принцип Парето, который гласит, что восемьдесят процентов проблем создаются двадцатью процентами причин. Исходя из этого, введем еще несколько принципов предупреждения отказов и дефектов, которые помогут нам в дальнейшем выстроить систему управления процессом.
V Есть немногочисленные источники изменчивости, оказывающие сильное воздействие на процесс, и требующие управления в процессе производства. Назовем такие источники особыми причинами.
VI Есть многочисленные источники изменчивости, оказывающие слабое воздействие на процесс, управлять которыми по отдельности в процессе производства экономически неоправданно. Назовем такие источники обычными причинами. Надо отметить, что деление источников изменчивости на особые и обычные причины весьма условно. Действительно для многих производственных процессов небольшие изменения характеристик внешней среды, например влажности, не приведут к производству брака. А при производстве трехслойного безопасного автомобильного стекла изменение влажности при закладке пленки может привести к потере оптических свойств готового стекла. Смешная причина – «у людей выпадают волосы». В ваших процессах надо этой причиной управлять? А в пищевой промышленности обязательно надо управлять! Несмотря на условность деления причин на особые и обычные, такая классификация причин весьма конструктивна, так как позволяет сформулировать следующие принцы управления процессом.
VII Не надо вмешиваться в процесс, если его изменения вызваны обычными причинами. Действительно, если изменения в процессе производства вызваны влиянием обычных причин, не надо ничего менять в процессе, потому что мы не собирались управлять этими причинами. Реализуя этот принцип при управлении процессом, мы защищаемся от ошибки «Излишняя регулировка». Следующий принцип связан с защитой от другой ошибки – ошибки незамеченной разладки.
VIII Надо вмешаться в процесс, если его изменения вызваны особыми причинами. Действительно, если действуют особые причины, надо внести в процесс соответствующие коррективы, потому что мы планировали управлять этими причинами. Есть древняя молитва: «Дай, господи, мне сил, изменить то, что я могу изменить, дай терпения не менять то, что я не могу изменить, и дай мудрости, отличить одно от другого». Действительно, как отличить влияние особых причин от влияния обычных причин? Для этого вводится следующее модельное предположение.
IX Будем считать, что суммарное влияние обычных причин на процесс постоянно и неизменно во времени. Данное предположение (не смотря на его условность, связанную с моделированием процесса) позволяет установить реальную физическую грань между влиянием обычных и особых причин на изменчивость характеристик процесса. Для этого надо оценить изменчивость процесса от обычных причин, которыми мы не управляем. Квалифицированные потребители устанавливают требования к такой изменчивости через требования к индексам воспроизводимости. Часто применяется требование: индекс Рр должен быть не менее чем 1.67. Такое требование, означает, что в среднем изделия не должны отличаться друг от друга более чем на десять процентов ширины поля допуска. При таком требовании зона в плюс-минус тридцать процентов ширины поля допуска от середины допуска считается зоной влияния обычных причин, как показано на рис. 3.

Рисунок 3. Зона влияния обычных причин. Малая изменчивость процесса
На рис. 3 представлены относительные требования к наружному диаметру вала. За номинальное значение (середина допуска) принято Т = 0. Установлены требования по допустимым отклонениям от номинала: нижняя граница допуска Тн = -10 мкм, верхняя граница Тв = +10 мкм. Точками обозначены результаты замеров диаметра пяти валов в условиях влияния обычных причин. На этом же рисунке установлены границы влияния обычных причин от -6 мкм до +6 мкм. Если значение результата замера наружного диаметра очередного изготовленного вала будет за пределами этих границ, это будет сигналом влияния особых причин, и, следовательно, сигналом необходимости вмешаться в процесс. Если замер диаметра внутри этих границ, не надо вмешиваться в процесс, так как действуют обычные причины. Такие границы называют границами регулирования. Мы ввели критерий различия влияния особых и обычных причин. Далее необходимо разработать меры по управлению особыми причинами.
X Для управления особыми причинами надо знать характер и степень их влияния на процесс.
Под характером влияния особых причин я понимаю тенденции изменения характеристик продукции во времени (постепенные, скачкообразные, периодические). В рассматриваемом примере с валом неустранимая причина «Износ инструмента» приводит к постепенному возрастанию наружного диаметра. Это еще называют положительным трендом или дрейфом. Неустранимая причина «Изменчивость твердости инструмента» может привести к смещению настройки процесса (скачок настройки) при замене инструмента.
Под степенью влияния особых причин я понимаю скорость тренда при постепенном влиянии, величину изменения при скачкообразном влиянии, при периодическом характере влияния важно знать амплитуду и частоту.
В зависимости от характера и степени влияния применяют разные меры управления особой причиной. Рассмотрим на примере износа. Если влияние износа значимо в пределах рабочей смены, то нужно периодически измерять диаметр вала и настраивать оборудование. Если износ не значим в пределах рабочей смены, может быть, достаточно настраивать оборудование по первым изделиям в начале смены или менять инструмент. Например, в компании «Lear», изготавливающей сиденья для автомобилей, особой причиной «Износ швейной иглы» управляют простой заменой иглы в начале смены. При штамповочных операциях износившуюся оснастку меняют после установленного числа рабочих циклов.
Для рассматриваемого примера характер влияния особой причины «Износ инструмента» очевиден – постепенное возрастание наружного диаметра. Для управления износом надо определить скорость возрастания диаметра. Для определения скорости был запланирован и проведен эксперимент с замерами наружного диаметра у каждого десятого вала. Всего было измерено 20 валов. Для обработки и анализа полученных данных были использованы статистические методы, а именно, карты индивидуальных значений и скользящих размахов, индекс воспроизводимости Ср [4].

Рисунок 4. Карта индивидуальных значений замеров наружного диаметра
На рис. 4 представлена карта индивидуальных значений наружного диаметра вала. В соответствии с полученными данными скорость тренда диаметра составила 10 мкм за время шлифования 200 валов или 0.05 мкм/1вал. Изменчивость от обычных причин составила 1.25 мкм, индекс Ср = 2.67. На карте индивидуальных значений серия возрастающих точек (тренд с 3 точки по 12), подтверждающая значимое влияние износа инструмента на диаметр вала.
Предупреждение отказов на этапе производства продукции
По полученным статистическим данным был разработан План Управления износом инструмента. В руководстве по перспективному планированию качества продукции [5] рекомендована типовая форма Плана Управления. Ниже в качестве примера приведены выдержки из Плана Управления для шлифовальной операции.
1. Измерять наружный диаметр каждого 40 вала с помощью микрометра с разрешающей способностью 0.1 мкм.
2. Если результат замера превышает +7 мкм от номинала, то остановить процесс, произвести настройку.
3. Проверить с помощью калибра соответствие диаметра у валов, изготовленных между двумя последними измеренными валами.
В рассмотренном примере операции шлифования вала изменчивость от обычных причин малая как на рис.3, позволяющая управлять процессом, не изготавливая брака. На практике гораздо чаще встречаются ситуации с высокой изменчивостью процесса от обычных причин. Такая ситуация представлена рис. 5.

Рисунок 5. Большая изменчивость от обычных причин.
Низкая воспроизводимость процесса При таком влиянии обычных причин, то есть причин, которыми мы не управляем, периодически будет изготавливаться несоответствующая продукция – продукция с характеристиками за пределами поля допуска. Если в такой ситуации ничего не менять, то производство понесет большие потери и затраты, связанные с разбраковкой и исправлением продукции, рекламациями, снижением производительности из-за частых остановок процесса для настройки.
В таком случае я рекомендую следующее.
XI Если изменчивость от влияния обычных причин большая, то необходимо среди обычных причин выявить причины с наибольшим влиянием.
XII Выявленные причины надо перевести в группу особых причин и научиться ими управлять.
XIII В некоторых ситуациях, когда невозможно или экономически не целесообразно снижать изменчивость, можно пойти на расширение поля допуска, если это не приведет к отказам изделия у потребителя.
Расширение поля допуска до ситуации, приведенной на рис.3, позволит управлять процессом без изготовления несоответствующих изделий и затрат, связанных с ошибкой излишней регулировки. Но расширение поля допуска возможно только тогда, когда есть уверенность, что это не приведет к отказам готовой продукции у потребителя. Вот поэтому в межфункциональную команду включают конструкторов для рассмотрения подобных вопросов.
Надо отметить, что Планы Управления производством продукции являются объектами постоянного улучшения. Эти улучшения направлены в первую очередь на снижение частоты ошибок излишней регулировки и незамеченной разладки.
Заключение
Редакция журнал заказала мне статью на тему «Практическое применение статистических методов в управлении качеством». Я глубоко убежден, что предприятия должны разрабатывать и применять систему управления производством на основе принципа предупреждения отказов и дефектов. А для этого применяют систему методов в том числе и статистических. Специально подчеркиваю и выделяю словосочетание «система методов», так как методы взаимосвязаны и применять их надо совместно. Поэтому так много уделено внимания именно методологии предупреждения отказов. Надеюсь, что не напрасно. Практических примеров успешного применения данного подхода достаточно, но для их обсуждения нужно место и время.
Применение методов независимо, по отдельности, вне связи между собой малоэффективно и чаще всего приводит к разочарованию специалистов и менеджеров из-за отсутствия зримого ощутимого результата.
Почему нет результата? Да потому, что для улучшения процесса его надо изменить. А для того, чтобы изменить процесс, ЕГО НАДО ОСТАНОВИТЬ!!! Но производственный план, обязательства перед потребителями зачастую не позволяют сделать этого.
Нам некогда пилу точить, потому что пилить надо!
Кризис не самое лучшее время. Многие предприятия сокращают объемы производства, переводят специалистов на неполную рабочую неделю, а то и вовсе отправляют в административный отпуск. И получается так, что кризис – самое лучшее время для улучшения производственных процессов.
Потому что:
· Процессы остановлены!
· План не давит!
· Специалисты свободны от текучки!
· Лучших специалистов надо поддерживать, чтобы сохранить для предприятия!
Поэтому я обращаюсь к высшему руководству предприятий:
Собирайте команды лучших специалистов.
Ставьте перед командами цели реального улучшения процессов.
Поддерживайте команды и вознаграждайте их за успехи.
А если возникнут вопросы, звоните (831) 43-42-777, пишите kochetkov@centerprioritet.ru
Ответим, напишем, поможем!
Список литературы
1. ISO/TS 16949. Quality management systems – Particular requirements for the application of ISO 9001:2000 for automotive production and relevant service part organizations.
2. Диалог с руководителем компании о предупреждении отказов. Книга 6 из серии «Диалоги консультанта». // Кочетков Е.П. — Н.Новгород: ООО СМЦ «Приоритет», 2007. — 104 с.
3. Анализ видов и последствий потенциальных отказов. FMEA. Ссылочное руководство. Перевод с английского четвертого издания от июня 2008 г. — Н.Новгород: ООО СМЦ «Приоритет», 2009. — 142 с.
4. Статистическое управление процессами. SPC. Ссылочное руководство. Перевод с английского второго издания от июля 2005 г. — Н.Новгород: ООО СМЦ «Приоритет», 2007. – 224 с.
5. Перспективное планирование качества продукции и план управления. APQP. Ссылочное руководство. Перевод с английского издания от февраля 1995 г. (с аннотацией ко 2-му изданию от июля 2008 года и перечнем внесенных изменений) — Н.Новгород: ООО СМЦ «Приоритет», 2007. — 128с.
«Управление производством» №3-4, 2009
Вероятность того, что, отвергая нулевую гипотезу, мы совершаем ошибку (первого рода), которая численно равна уровню значимости а, задаваемому при проверке гипотезы.
[c.205]
52.
[c.80]
Случай, когда РН, п> РНО,П определены, называется случаем двух простых гипотез. В [12] показано, что для данного случая существует наилучший критерий, т. е. что всегда можно определить с как функцию ошибки первого рода и что
[c.89]
Очевидно, что уровень значимости q — это вероятность ошибки первого рода. Если он чрезмерно велик, то в основном ущерб будет связан с ошибочным отклонением верной гипотезы Н0, если же он чрезмерно мал, то ущерб будет возникать от ошибочного принятия ложной гипотезы Н0. На практике в качестве
[c.70]
Ошибки первого рода определяются на уровне менеджмента, реально сложившемся на
[c.37]
Если qn > q, то возникает ошибка первого рода и, наоборот.
[c.155]
Вероятность совершить ошибку первого рода принято обозна-
[c.63]
Ошибка первого рода возникает, когда процесс находится в
[c.149]
При проверке гипотезы Я0 против Я, возможны два рода ошибок. Ошибки первого рода — это ошибка, когда принимается не-
[c.58]
Все выборочные методы контроля качества связаны с риском ошибок. Существует риск ошибочного отклонения годной партии (в терминах статистики ошибка первого рода) и риск ошибочного принятия негодной партии (ошибка второго рода). Поскольку в первом случае дополнительные расходы несет производитель, риск называется риском производителя. Принятие бракованной партии имеет те же последствия для другой стороны, поэтому риск второго рода называют риском покупателя.
[c.250]
Ошибка первого рода 256
[c.480]
Ошибки первого рода должны предотвращаться агентствами-исполнителями с ошибками второго рода сложнее, так как исполнителю их трудно об-
[c.31]
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий, ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию.
[c.225]
При использовании критерия К. Пирсона, как и в случае применения других критериев, возможны два рода ошибок. Ошибка первого рода состоит в отклонении верной гипотезы, а ошибка второго рода — в принятии неправильной. Для иллюстрации на рис. 43 показаны кривые плотности распределения вероятности величины х2 в случаях, когда проверяемая гипотеза верна — кривая 1, и когда неверна — кривая 2. Если вероятности, с которой выносится решение, соответствует значение х20 ю при всех Х < х о гипотеза будет приниматься, а при всех х2 > х.2, — отклоняться. Вероятности ошибок первого и второго родов при этом [c.108]
Мы проанализируем АЩ1)-разности логарифмических прибылей для рынков капитала. АК(1)-разности используются для устранения — или, по крайней мере, для сведения к минимуму — линейной зависимости. Как мы видели в Главе 5, линейная зависимость может сместить показатель Херста (и может заставить его выглядеть значимым, когда нет процесса с долговременной памятью) т.е. вызвать ошибку первого рода. Используя АК(1)-разности, мы сводим смещение к минимуму, и, будем надеяться, делаем результаты незначительными. Такой процесс часто называют, предварительным отбеливанием или удалением трендов. Мы будем использовать последний термин. Удаление трендов не подходит для всех статистических испытаний, хотя кажется, что оно используется почти волей-неволей. Для некоторых испытаний удаление трендов может скрыть значимую информацию. Однако в случае R/S-анализа удаление трендов устранит сериальную корреляцию, или кратковременную память, а также инфляционный рост. Сериальная корреляция представляет проблему для очень высокочастотных данных, таких как пятиминутные прибыли. Инфляционный рост является проблемой для низкочастотных данных, таких как 60 лет месячных прибылей. Однако, как мы увидим, для R/S-анализа процесс с кратковременной памятью представляет гораздо большую проблему, чем проблема инфляционного роста. Мы начинаем с ряда логарифмической доходности [c.110]
Как видно по таблице, для реально встречающихся на практике распределений (см. [14, п. 6.1.11]) истинная ошибка первого рода может быть очень большой, в несколько раз превышая нормальную ошибку в 5%.
[c.397]
Применительно к задаче статистического регулирования ошибка первого рода состоит в том, что налаженный процесс будет принят за разлаженный и он будет необоснованно остановлен для корректировки, когда в этом нет необходимости. Ошибка второго рода в этой задаче состоит в том, что разлаженный процесс будет принят за налаженный, что приведет к выпуску бракованной продукции.
[c.25]
Вероятность совершить ошибку первого рода принято обозначать через а, а вероятность совершить ошибку второго рода — через р. Для задачи статистического регулирования а называется риском излишней наладки, ар — риском незамеченной разладки. Критическими точками (границами) называют точки, отделяющие критическую область от интервала — области принятия гипотезы. Различают одностороннюю (правостороннюю или левостороннюю) и двустороннюю критические области. Правосторонней называют критическую область, определяемую неравенством К>Ккр, где К — статистика критерия, Кщ, — положительное число (рис. 2.3).
[c.25]
С этой целью задаются достаточной малой вероятностью — уровнем значимости а (это то же, что и вероятность совершения ошибки первого рода). Затем ищут критическую точку Ккр, исходя из требования, чтобы при условии справедливости нулевой гипотезы вероятность того, что критерий К примет значение большее /СкР, была бы равна принятому уровню значимости
[c.26]
Как следует из неравенства (3.89) и (3.93), события Л и S не являются независимыми (поскольку в указанные неравенства входит одна и та же величина Дт). Поэтому на основании выражений (3.90) и (3.93) вероятность ошибки первого рода определится как
[c.161]
Поэтому, несмотря на отсутствие отклонений в технологическом процессе, границы регулирования на контрольной карте могут быть нарушены вследствие ошибочной оценки ( риск излишней наладки ). Это называется ошибкой первого рода. Поскольку расстояние между средней линией и границами регулирования обычно составляет 3 сигмы (три средних квадратических отклонения), вероятность риска ошибки первого рода составляет 0,3%.
[c.74]
Если сузить диапазон границ регулирования, то ошибки второго рода сократятся, однако ошибки первого рода увеличатся. Если же расширить границы регулирования, то ошибки первого рода уменьшатся, тогда как ошибки второго рода возрастут. Отсюда вытекает, что рациональное и экономичное сочетание этих двух аспектов является сущностью установления границ регулирования.
[c.74]
Последствия ошибок первого и второго рода весьма различны. Ошибка первого рода требует от аудитора или экономического субъекта дополнительной работы по уточнению факта и характера обнаруженных недостатков бухгалтерского учета или системы внутреннего контроля. После дополнительных исследований истина обычно устанавливается.
[c.216]
Ошибка первого рода — ошибка биометрической системы, принявшей зарегистрированного легального пользователя за злоумышленника.
[c.449]
Ошибка первого рода состоит в том, что будет отвергнута правильная нулевая гипотеза.
[c.71]
Гипотеза Но отклоняется Ошибка первого рода Правильный вывод
[c.72]
В большинстве случаев последствия указанных ошибок неравнозначны. Первая приводит к более осторожному, консервативному решению, вторая — к неоправданному риску. Что лучше или хуже — зависит от конкретной постановки задачи и содержания нулевой гипотезы. Например, если Н0 состоит в признании продукции предприятия качественной, и допущена ошибка первого рода, то будет забракована годная продукция. Допустив ошибку второго рода, мы отправим потребителю брак. Очевидно, последствия второй ошибки более серьезны с точки зрения имиджа фирмы и ее долгосрочных перспектив.
[c.72]
Вероятность совершить ошибку первого рода принято обозначать буквой а, и ее называют уровнем значимости. Вероятность совершить ошибку второго рода обозначают / . Тогда вероятность несовершения ошибки второго рода (1 — р) называется мощностью критерия.
[c.72]
Обычно значения а задают заранее круглыми числами (например, 0.1 0.05 0.01 и т. п.), а затем стремятся построить критерий наибольшей мощности. Таким образом, если а = 0.05, то это означает, что исследователь не хочет совершить ошибку первого рода более чем в 5 случаях из 100.
[c.72]
На практике для построения тестов часто используют следующий подход. Предположим, что можно найти такую статистику tn = tn(Xi,…, Хп), что если гипотеза Щ верна, то распределение случайной величины tn известно (например, табулировано). Тогда для заданного значения а ошибки первого рода можно найти такую область Ка, что P(in Ка] = 1 — а (подчеркнем, что вероятность вычисляется в предположении, что верна нулевая гипотеза). Тогда тест определяется следующим образом [c.540]
При желании можно повысить «подозрительность» нейросети, обеспечив точность выявления банкротов вплоть до 99% — за счет снижения требований к ошибкам второго рода (класификации нормальной фирмы как банкрота). Это достигается путем увеличения веса ошибки первого рода (класификации банкрота как нормальной фирмы). В зависимости от конкретной практической задачи «подозрительность» сети можно произвольно регулировать.
[c.188]
Вероятность ошибки первого рода, т.е. вероятность попада-
[c.65]
Содержание
- Теоретическое значение определения понятия «счётная ошибка» в целях практического применения п. 3 ст. 1109 ГК РФ
- Библиографическое описание:
- Когда можно удержать переплату соцстраховского пособия
- Какая ошибка считается счетной
- Какая ошибка не считается счетной
- Как удерживать
- Счетная ошибка при расчете зарплаты
- Что это такое?
- Какими нормами закона регулируется?
- Как определить?
- Что сюда не относится?
- Если ошибка при начислении заработной платы — счетная
- Должен ли работник вернуть?
- Порядок действий
- Условия удержания средств
- Документальное оформление
- Срок взыскания
- Отражение возврата в бухгалтерском учете
- Исправление расчетов по НДФЛ
- Вносить ли изменения в РСВ-1 ПФР?
- Если ошибка другого типа
- Примеры
- Судебная практика
- Что делать, если обнаружена счетная ошибка при начислении зарплаты
- Как определить характер допущенной в расчетах ошибки
- Какие действия следует предпринять при обнаружении счетной ошибки
- Как доказать счетный характер допущенной в расчете ошибки
- Как отразить возврат денег в бухучете
- Корректировка расчета НДФЛ
- Счетная ошибка при начислении заработной платы: как быть
- О чем речь
- Если при начислении заработной платы – счетная ошибка
- Если ошибка – не счетная
- Счетные ошибки при расчете заработной платы
- Какие проводки следует сделать бухгалтеру по данной операции в 2014 году?
- Нарушения, возникающие из-за неверного применения норм законодательства РФ
- Новые записи:
Теоретическое значение определения понятия «счётная ошибка» в целях практического применения п. 3 ст. 1109 ГК РФ
Библиографическое описание:
В науке гражданского права уже довольно длительное время ведутся ожесточенные дебаты по поводу легального определения понятия «счётная ошибка», вытекающего из института неосновательного обогащения. Связано это с тем, что в российской судебной практике требования наличия ошибки как условия возникновения кондикционного обязательства является адекватным только для ограниченной группы случаев неосновательного обогащения. Между тем, законодательно незакрепленное понятие «счётной ошибки» приводит к его неверному определению и, тем самым, нарушает права граждан, вытекающие из пункта 3 статьи 1109 Гражданского кодекса Российской Федерации (далее — ГК РФ).
Так, в соответствии с пунктом 3 статьи 1109 ГК РФ, «не подлежат возврату в качестве неосновательного обогащения, в частности, заработная плата и приравненные к ней платежи, пенсии, пособия, стипендии, возмещения вреда, причиненного жизни или здоровью, алименты и иные денежные суммы, предоставленные гражданину в качестве средства к существованию, при отсутствии недобросовестности с его стороны и счётной ошибки» . Соответственно, на лице, требующем возврата неосновательного обогащения, лежит обязанность доказать как факт недобросовестности гражданина, так и наличие счётной ошибки.
«Недобросовестность» в данном случае предполагает любые действия ответчика, направленные на получение преимуществ — тех денежных средств, которые были предоставлены ему в качестве средства к существованию (в частности, заработная плата и приравненные к ней платежи). Бремя доказывания недобросовестности, согласно Постановлению Пленума Верховного Суда РФ от 23.06.2015 № 25 «О применении судами некоторых положений раздела I части первой ГК РФ», лежит на истце, так как «добросовестность» ответчика, исходя из пункта 5 статьи 10 ГК РФ, презюмируется .
Важным моментом является и то, что ошибка для возврата неосновательного обогащения должна быть именно счётной, а не правовой или технической. Так что же такое счётная ошибка?
В ретроспективе пункт 3 статьи 1109 ГК РФ уходит корнями во времена Советского Союза — аналогичные нормы были закреплены в п. 3 и п. 4 статьи 474 ГК РСФСР 1964 года, однако тогда содержание понятия «счётная ошибка», как и сейчас, не раскрывалось . Конкретизация понятия произошла позднее, а именно 23 февраля 1984 года, когда Совет Министров СССР и Всесоюзный Центральный Совет Профессиональных Союзов приняли Постановление № 191 «О пособиях по государственному социальному страхованию», где в пункте 51 отмечалось, что «Суммы пособий, излишне выплаченные, могут удерживаться с получателя в том случае, если переплата произошла в результате счётной (арифметической) ошибки или злоупотребления со стороны получателя» . То есть, счётная ошибка и арифметическая ошибка — понятия равнозначные. Следовательно, в целях применения п. 3 ст. 1109 ГК РФ, под счётной ошибкой следует понимать ошибку, допущенную при выполнении различных арифметических действий. Подтверждаются ли эти положения судебной практикой?
В основном суды первой инстанции исходят из буквального толкования норм действующего гражданского законодательства . Так, Орджоникидзевский районный суд г. Екатеринбурга в Решении от 12.04.2017 г. по делу № 2–933/2017 указал, что «под счётной следует считать ошибку, допущенную непосредственно в процессе расчета при математических действиях, то есть неправильное применение правил математики», а также уточнил, что «к счётной ошибке не относится неправильное применение бухгалтером права или ошибочное использование в расчете ненадлежащих исходных данных». Сланцевский городской суд Ленинградской области в Решении от 5.07.2017 г. по делу № 2–453/2017 установил, что «под счётной ошибкой…следует понимать ошибку, допущенную непосредственно в процессе расчета (начисления) при выполнении математических действий». На то, что счётной следует считать ошибку, допущенную в арифметических действиях (действиях, связанных с подсчетом), указал и Устьянский районный суд Архангельской области в Решении от 14.07.2017 г. по делу № 2–167/2017. Это далеко не исчерпывающий перечень всех судебных решений с таким содержанием.
Напротив, Вольский районный суд Саратовской области в Решении от 31 мая 2016 г. по делу № 2–462(1)/2016 исходит не из буквального толкования п. 3 ст. 1109 ГК РФ, а ссылается на легальное определение рассматриваемого понятия в законодательстве, хотя там оно отсутствует, что, конечно, ставит под сомнение законность вынесенного решения.
Интересным является вывод Туапсинского районного суда Краснодарского края в Решении от 7.05.2015 г. по делу № 2–584/2015 — с учетом исторического опыта, под счётной ошибкой было предложено понимать «результат неправильного совершения арифметических действий, или случайных, неосторожных механических действий при введении исходной информации в бухгалтерские документы и программное обеспечение, которые не требуют правовой оценки». Тоже самое было указано и в Апелляционном определении Оренбургского областного суда от 07.03.2012 г. по делу № 33–1384/2012.
Отсюда следует, что, в указанных выше случаях, счётной ошибкой может быть признана ошибка из-за сбоя программы или механическая ошибка при вводе данных в программу. Представляется, что по существу и правовым последствиям, техническая ошибка ничем не отличается от счётной. Однако такой сомнительный вывод, по нашему мнению, ни что иное, как оценочная категория, которая лишена объективных критериев.
Верховный суд Российской федерации в своем Определении от 20.01.2012 года № 59-В11–17 согласился с позициями судов первой инстанции о том, что счётной следует считать ошибку, допущенную в арифметических действиях, и подтвердил, что «технические ошибки, в том числе технические ошибки, совершенные по вине работодателя, счетными не являются» . На это также сослалась Судебная коллегия по гражданским делам суда Ханты-Мансийского автономного округа — Югры в Апелляционном определении от 28.04.2015 г. по делу № 33–1943/2015.
Несмотря на это, логика истца по делу № 33–1943/2015 кажется довольно логичной. Так, по его мнению, поскольку законодательство не содержит определения такого понятия как «счётная ошибка», сбой в бухгалтерской компьютерной программе, повлекший «двойную» выплату заработной платы за один и тот же период можно отнести к счётной ошибке. Истец полагает очевидным, что сбой в бухгалтерской компьютерной программе влечет именно математическую ошибку, а не ошибку работодателя в применении норм трудового законодательства, исключающую взыскание с работника излишне выплаченных сумм. Кроме того, наличие сбоя в компьютерной программе подтверждено материалами дела».
Тем не менее, по нашему мнению, Судебная коллегия по гражданским делам суда Ханты-Мансийского автономного округа — Югры, правомерно и обоснованно вынесла данное Определение, так как сбой в бухгалтерской компьютерной программе — это ошибка техническая.
Поэтому, для того, чтобы правильно использовать правовые инструменты, стоит различать такие понятия как «счётная ошибка», «правовая ошибка» и «техническая ошибка».
Итак, счётная ошибка — это математическая ошибка, результат неверного применения правил арифметики (при сложении/вычитании, умножении/делении).
Исходя из судебной практики, отсутствие легального определения «счётной ошибки» приводит к тому, что в рамках похожих гражданских дел, суды по-разному толкуют закон, и в итоге мы получаем разные решения судов. Чаще всего это происходит, когда суд признает техническую ошибку счётной, хотя это два абсолютно разных понятия.
Так, техническая ошибкой может являться неверный ввод данных в программу для осуществления расчетных операций; оплата одного периода по нескольким основаниям. В своём Определении от 20.02.2012 года № 59-В11–17, Судебная коллегия по гражданским делам Верховного Суда Российской Федерации пояснила, что двойное перечисление денежных средств (зарплаты, премии, пособия и др.) следует также признавать технической ошибкой. Кроме того, суд признает ошибку технической, если к ней привела низкая квалификация бухгалтера. Например, ошибочный выбор коэффициента при расчете денежных сумм.
Правовая ошибка — это неверное применение норм законодательства. Анализируя судебную практику, мы пришли к выводу, что такого рода ошибка может возникнуть не только при расчете денежных сумм, но и в любой другой момент подготовки документов. Например, такой ошибкой может являться неправильное истолкование льгот по налогам. В случае если это произошло, на стороне гражданина, получившего соответствующие выплаты, не только нормы ГК РФ, но и общепризнанные принципы и нормы международного права.
Таким образом, можно сделать вывод о том, что на данном этапе развития гражданских и трудовых правоотношений, Законодатель защищает интересы только той стороны, производящей расчеты и выплаты, которая совершила счётную ошибку и при наличии недобросовестности со стороны получателя денежных средств. В том случае, если плательщик совершил правовую либо техническую ошибку, правовые последствия у получателя денежных средств возникать не будут — такой подход влечет возникновение негативных последствий, которые будут возлагаться на самого плательщика.
Очевидно, что сложность института неосновательного обогащения требует дополнительного правового регулирования. Ввиду того, что правильные расчеты и своевременные выплаты денежных средств, основанные также и на правовых нормах, являются результатом профессиональной деятельности плательщика, мы пришли к выводу о том, что непрерывное развитие технологий никак не должно отражаться на тех негативных последствиях, которые возникают в результате невнимательности или низкой квалификации лица, производящего выплаты.
Именно поэтому, мы предлагаем закрепить в ГК РФ легальное определение понятия «счётная ошибка и раскрыть его содержание в качестве примечания к статье 1109 ГК РФ. В пункте 3 статьи 1109 ГК РФ, предлагаем слово «счётной» заменить словами «счётной (арифметической)», тем самым разграничив смысловые значения, которые в себе несут понятия «счётная ошибка» и «техническая ошибка».
Литература:
Основные термины (генерируются автоматически): счетная ошибка, ГК РФ, неосновательное обогащение, ошибка, техническая ошибка, судебная практика, Судебная коллегия, Российская Федерация, заработная плата, бухгалтерская компьютерная программа.
Когда можно удержать переплату соцстраховского пособия
Когда можно удержать из зарплаты работника переплату пособия по временной нетрудоспособности, по беременности и родам, ежемесячного пособия по уходу за ребенком, напомнил Роструд в письме от 10 октября 2019 г. № ПГ/25779-6-1. Это допустимо только в двух случаях, указанных в статье 15 Федерального закона от 29 декабря 2006 г. № 255-ФЗ.
Первый случай, когда удержание возможно, — недобросовестные действия работника. Это ситуация, когда работник представил в бухгалтерию документы, нужные для расчета пособий, с заведомо неверными сведениями (к примеру, «липовый» больничный, справку о зарплате с завышенными данными, поддельные справки на детей и др.).
Поэтому бухгалтеру нужно проявлять бдительность в работе с финансовыми документами и проверять их подлинность до того, как делать расчеты и тем более – выплачивать деньги.
Второй случай — счетная ошибка бухгалтера.
Какая ошибка считается счетной
Со счетной ошибкой все далеко не так просто, как может показаться на первый взгляд. Дело в том, что определения счетной ошибки в законодательстве нет.
Разъяснения давал Роструд. Счетной считается арифметическая ошибка, допущенная при проведении подсчетов (письмо Роструда от 1 октября 2012 г. № 1286-6-1).
Такого же мнения придерживаются многочисленные суды.
Счетной следует считать только ошибку, допущенную в арифметических действиях.
Какая ошибка не считается счетной
Далеко не каждую ошибку в расчетах пособия можно признать счетной.
Например, дважды выплаченную сумму счетной ошибкой не признают (Определение ВС РФ от 20 января 2012 г. № 59-В11-17).
Техническая ошибка, допущенная даже из-за сбоя бухгалтерской программы, счетной не считается.
Суды, как правило, также не признают счетными такие ошибки:
- при расчете не учтена ранее выплаченная сумма;
- в расчете использованы неверные исходные данные — не тот тариф, коэффициент, количество дней;
- в бухгалтерскую программу заложен неверный алгоритм расчета и др.
Неправильное применение норм законодательства при расчете пособий счетной ошибкой тоже не является (см. письмо ФСС России от 30 ноября 2015 г. № 02-09-11/15-23247).
Как удерживать
Итак, если основания для удержания излишне выплаченных сумм пособия есть, с работника можно удержать максимум по 20 % от суммы пособия либо зарплаты в счет ранее излишне выплаченного пособия.
Ограничение для удержания переплаты пособия применяется к выплате после вычета НДФЛ.
Однако не возбраняется удерживать и больше, если работник даст на это письменное согласие. Это позволит быстрее погасить долг.
Но если работник увольняется, а пособие удержано не полностью, оставшуюся часть можно будет взыскать только в судебном порядке.
Счетная ошибка при расчете зарплаты
В процессе работы специалисты бухгалтерской службы выполняют множество математических вычислений, в ходе которых неизбежны ошибки или недочеты. В некоторых случаях подобные оплошности обозначают термином «счетные ошибки», и выполняют необходимые действия по их устранению.
Что это такое?
Арифметические ошибки, допущенные при определении бухгалтером размера заработной платы сотрудников организации, называются счетными ошибками.
Подобные недочеты возникают при выполнении с вычислительными ошибками элементарных математических операций (сложения, вычитания, умножения).
Какими нормами закона регулируется?
ТК РФ в ст.137 предусматривает возможность удержания из заработной платы работника излишне выплаченных ему ранее из-за наличия в расчетах ошибки сумм.
Однако в российском трудовом кодексе не дается четкого определения понятия счетной ошибки.
Этот термин рассматривается:
- В Письме Роструда от 1 октября 2012 г. № 1286-6-1
- В Определении Верховного суда № 59-В11-17 от 20.01.2012
Как определить?
Чтобы понять, является ли ошибка при расчете зарплаты счетной необходимо выяснить в результате чего она возникла.
Счетные ошибки возникают в ходе неверного выполнения математических действий или сбоя при расчете в компьютерной программе. В остальных случаях ошибка счетной не признается.
Что сюда не относится?
Ошибка бухгалтера не признается счетной, если:
- он повторно произвел перечисление какой-либо выплаты работнику;
- при расчете зарплаты им не было учтено время неоплачиваемого отдыха работника;
- из оплаты труда работника была вычтена большая сумма подоходного налога, чем требуется;
- была ошибочно выплачена премия или надбавка без соответствующего распоряжения руководства.
Таким образом, несчетная ошибка возникает при неправильном применении работодателем норм законодательства или локальных правил, принятых в организации, а также при двойном начислении.
Выделяются также технические ошибки, связанные с неверным вводом данных.
Ошибка бухгалтера по решению суда может быть признана технической, а не счетной, если она возникла из-за низкой квалификации или небрежности работника бухгалтерии.
Если ошибка при начислении заработной платы — счетная
Если при обнаружении вычислительной ошибки при начислении зарплаты было обнаружено, что работник получил меньшую сумму денежных средств, чем заработал, необходимо провести доначисление оставшихся средств.
При перечислении суммы больше положенной, производится, с согласия работника, ее удержание.
Должен ли работник вернуть?
По нормам второй части 137 статьи Трудового Кодекса излишне выплаченную сотруднику сумму необходимо с него удержать.
Порядок действий
При обнаружении счетной ошибки и перечисления кому-то из работников излишка денежных средств оформляется соответствующий акт об обнаружении ошибки.
Переплата денег работнику в результате счетной ошибки при начислении заработной платы должна быть удержана с него в течение одного календарного месяца после выплаты.
Но до этого необходимо получить согласие работника на удержание, а затем издать соответствующее распоряжение. Если согласие не получено, работодатель при наличии соответствующих доказательств излишней в результате счетной ошибки выплаты, может обратиться в суд.
 Написать доверенность на получение заработной платы вам поможет наша статья.
Написать доверенность на получение заработной платы вам поможет наша статья.
Высчитывать ли алименты с 13 зарплаты? Узнайте .
Условия удержания средств
Удержание с сотрудника работодателем может быть произведено в случае, когда работник согласен с основанием для вычета средств и размером данной суммы, а также с самой возможностью удержания излишне выплаченных средств.
Максимальный размер возможного удержания из зарплаты не может быть больше 20% от получаемой на руки сотруднику денежной суммы и представлен следующей формулой:
Удержание < 20% (Начисленная зарплата – подоходный налог)
Такое требование содержится и в ч.1 ст. 137 ТК РФ и в разъяснении Минздравсоцразвития РФ от 16.11.2011 N 22-2-4852 О размере удержаний из заработной платы.
Документальное оформление
Документальное оформление операции по возврату излишне выплаченных работнику денег производится по одному из представленных вариантов:
| Вариант 1 | Вариант 2 |
| Работодатель берет у сотрудника письменное разрешение на возврат денежных средств | Работодатель издает указ об удержании денежных средств из зарплаты работника |
| Издается соответствующее распоряжение | Работник подписывает изданный указ |
| На основании распоряжения производится удержание | Удержание производится на основании указа |
Срок взыскания
Сумма переплаты по согласию работника должна быть возвращена в течение месяца после счетной ошибки.
Если согласия нет, и работодатель обращается в суд, срок исковой давности по возврату задолженности составляет три года.
Отражение возврата в бухгалтерском учете
В бухгалтерском учете возврат переплаченных сумм оформляется следующими проводками по кредиту счета, предназначенного для расчетов с персоналом по оплате труда (сч.70).
| Дебет | Кредит | Операция |
| 50 (51) | 70 | Сумма излишне выплаченной зарплаты возвращена в кассу организации (на расчетный счет) |
| 91-2 | 70 | Невозвращенная сумма излишка (если Суд отказал во взыскании либо закончился срок исковой давности) списывается. |
Невозвращенная сумма излишка (если Суд отказал во взыскании либо закончился срок исковой давности) списывается.
Исправление расчетов по НДФЛ
Излишне выплаченные в результате счетной ошибки средства не признаются материальной выгодой работника, и их неправомерно квалифицировать как беспроцентный заем и облагать по повышенной ставке 35%.
Если при выявлении счетной ошибки работник соглашается на удержание с него суммы переплаты, НДФЛ по ставке 13% не начисляется, так как эта сумма денег будет возвращена в кассу или на расчетный счет организации.
Если же работник уже уволился из организации, либо не согласен возвращать излишне полученные средства, и судебный процесс растягивается на долгое время (более 12 месяцев), работодатель подает сведения о невозможности удержания налога с выплаченного работнику дохода в Налоговую инспекцию.
Вносить ли изменения в РСВ-1 ПФР?
На основании Письма Минздравсоцразвития РФ от 28.05.2010 N 1376-19 изменения в РСВ-1 ПФР (расчете по начисленным и уплаченным страховым взносам) при обнаружении счетной ошибки путем составления уточненных расчетов вносить не нужно.
Эта ошибка отразится в соответствующем документе за период, когда была обнаружена.
Таким образом, если ошибочные выплаты уже были включены в налогооблагаемую базу за предыдущий квартал (например, 1), но это было обнаружено в следующем периоде (например,2), то и отражается ошибка в периоде ее обнаружения (во 2 квартале).
Если ошибка другого типа
При допущении в расчетах ошибки, не относящейся к счетным, работодатель вправе уведомить сотрудника об обнаружении таковой и попросить вернуть начисленные ошибочно деньги.
В соответствии со статьей 1109 Гражданского кодекса РФ, при несогласии работника на возврат даже судебные органы не вправе взыскать с сотрудника организации данные суммы.
Однако невозвращенная сумма должна быть в таком случае обложена налогом на доходы физических лиц.
 Нестраховые периоды в больничном листе — что это такое? Узнайте из нашей статьи.
Нестраховые периоды в больничном листе — что это такое? Узнайте из нашей статьи.
Про маржинальный анализ прибыли читайте .
Что означают коды зарплаты в расчетном листе? Смотрите .
Примеры
В августе 2016 года работнице отдела продаж ООО «Орион» Мироновой Анне Валентиновне, вместо 10 тысяч рублей (заработной платы) было перечислено 20 тысяч рублей по вине бухгалтера. Сумма денег была по ошибке отправлена дважды. Работнице было предложено вернуть средства, однако она отказалась, взыскать средства оказалось невозможно. Ошибка не являлась счетной.
В феврале 2020 года работнику торгового предприятия Иванову Анатолию Анатольевичу было начислено 28000 рублей вместо положенных 27000 рублей. Бухгалтер пояснил, что лишняя 1000 рублей была начислена в результате ошибки при сложении полагающихся сотруднику организации выплат за оказание дополнительных платных услуг покупателям. Иванов А.А., после ознакомления с актом об ошибке, написал письменное разрешение на возврат излишне перечисленных денежных средств. Инцидент был исчерпан, так как 1000 рублей была внесена работником в кассу организации.
Судебная практика
Современная судебная практика в отношении признания ошибки бухгалтера счетной и взыскании с работника излишне полученной суммы является достаточно противоречивой.
Однако в большинстве случаев счетной признается лишь ошибка, возникшая в ходе неправильного применения математических правил.
Ошибочный либо повторный ввод данных для расчета заработной платы в большинстве случаев счетной ошибкой не признается.
Если работодатель уверен, что ошибка при начислении неправильной суммы денежных средств работнику произошла в результате ошибки в вычислениях (счетной), и работник добровольно отказывается выполнить возврат, обращение в суд должно иметь положительный результат.
Для обращения в судебные органы бухгалтер оформляет объяснительную записку с математическими выкладками, в которой наглядно предоставляется расчет, повлекший неверное исчисление, а также прилагаются расчетные листки, ведомости и иные подтверждающие документы.
Если ошибка возникла в результате сбоя бухгалтерской программы, потребуется предоставление заключения IT-специалиста о том, что счетная ошибка возникла именно из-за появления проблем в работе установленной на компьютере программы.
Если работодатель, без письменного согласия работника, произвел вычет из его зарплаты ранее излишне выплаченных средств, даже при наличии обоснования данного действия (например, ошибки в расчетах), он будет обязан вернуть удержанные средства в полном объеме с компенсацией морального вреда работнику (если тот обратился в Суд, обнаружив удержание без согласия).
Таким образом, при расчете заработной платы работников сотрудникам бухгалтерской службы следует быть особо внимательными.
На исправление счетных ошибок может потребоваться много времени и сил. В ряде случаев, если за работником закреплена материальная ответственность за ошибки, излишне выплаченная какому-либо сотруднику сумма средств может быть взыскана с материально-ответственного бухгалтера.
Что делать, если обнаружена счетная ошибка при начислении зарплаты
В ходе исполнения должностных обязанностей работники бухгалтерского подразделения компании выполняют большое количество математических вычислений, при котором неизбежны ошибки.
Арифметические ошибки, полученные при подсчете заработной платы сотрудникам организации из-за недочетов в использовании элементарных математических операций в виде сложения или умножения, вычитания или деления, называют счетными ошибками.
В трудовом законодательстве РФ указанное понятие не раскрывается. Термин встречается в письме Роструда № 1286 (01.10.2012), Определении ВС РФ № 59-В11-17 (20.01.2012), подтверждающим в качестве счетных ошибки, образовавшиеся исключительно в результате выполнения арифметических действий.
Удержание из начисленного гражданину заработка средств, раннее выплаченных ему из-за некорректности в расчетах, предусматривается согласно ст. 137 ТК РФ.
Как определить характер допущенной в расчетах ошибки
Для того чтобы установить тип расчетной ошибки, следует выяснить, в результате каких действий она образовалась.
Счетной будет признана ошибка при осуществлении расчета заработной платы сотруднику предприятия, произошедшая из-за неверного исполнения математических действий или сбоя, случившегося в компьютерной программе в ходе проведения расчета.
Другие варианты ошибок не признаются в качестве счетных, в том числе если:
- на счет работнику повторно произвели перечисление любой выплаты;
- при проведении расчета оказалось неучтенным время неоплачиваемого отдыха сотрудника;
- сумма подоходного налога, удержанная из заработка сотрудника, оказалась больше требуемой;
- премиальные и иные поощрительные выплаты, включая надбавки, выплачены работнику при отсутствии соответствующего распоряжения руководства организации.
Причиной несчетных ошибок являются случаи двойного начисления средств, неправильное использование законодательных норм или правил внутреннего трудового распорядка компании.
Недочеты, связанные с некорректным вводом данных в компьютерную программу, отнесены к техническим.
К сведению! В некоторых ситуациях ошибки, возникшие по причине небрежности в работе или недостаточной квалификации сотрудника предприятия, по решению суда могут быть отнесены не к счетным, а к техническим нарушениям.
Какие действия следует предпринять при обнаружении счетной ошибки
В случае обнаружения в организации счетной ошибки, образовавшейся при выплате заработка служащему, излишек выплаченных денег подлежит возврату путем удержания (ст. 137 ТК РФ).
Удержание допустимо, если сотрудник не имеет возражений против причины и размера подлежащих возврату средств, а с момента образования несоответствия прошло не больше 30 дней.
Удерживаемая сумма не может составлять больше 20% от полагающейся гражданину выплаты после удержания НДФЛ (ст. 138 ТК РФ).
Согласие сотрудника должно выражаться письменно в виде заявления на имя руководства предприятия или в виде собственноручной подписи об ознакомлении с текстом приказа по удержанию средств, подписанного руководителем работодателя.
Если работник возражает против списания с его заработка некоторой суммы или против списания средств вообще, то работодатель может разрешить спорную ситуацию, обратившись с заявлением в суд (ст. 248 ТК РФ).
Как доказать счетный характер допущенной в расчете ошибки
При обращении в суд предприятие должно представить документальные доказательства допущенной исполнителями счетной ошибки и подробно описать алгоритм выполненного расчета.
Если обнаружена ошибка в используемой организацией расчетной программе, специалист отдела информационных технологий должен зарегистрировать сбой программы и отразить в подготавливаемом отчете, в результате каких неполадок операции по расчету показателей оказались неверными.
Кроме отчета ОИТ, в суд следует предоставить объяснение бухгалтера с математическими расчетами, демонстрирующими фрагмент, ставший причиной неточности итогового значения.
При обнаружении допущенной бухгалтером описки или опечатки (к примеру, в виде 10000 руб. вместо 1000 руб.) организация имеет шанс взыскать сумму переплаты. Но программный сбой или двойная выплата заработной платы будут отнесены к техническим или математическим нарушениям, не подпадающим под законодательные нормы.
Техническое нарушение может возникнуть из-за:
- неправильного выставления коэффициента при подсчете заработной платы;
- оплаты за один расчетный период по нескольким (разным) основаниям;
- некорректного заведения в программу исходных параметров для расчета;
- применения налоговых льгот, не имеющих отношения к конкретному сотруднику.
Если организация не сможет доказать опосредованную связь между счетной ошибкой и программным сбоем, суд не поддержит требование по возврату средств.
К сведению! Если организация произведет возврат средств без согласия сотрудника, последний вправе обратиться с заявлением о нарушении его прав в суд. По судебному решению работодатель будет обязан вернуть взысканную сумму и компенсировать причиненный работнику моральный вред даже в случае, когда у компании имелись основания для требования возврата излишне выданной суммы.
Как отразить возврат денег в бухучете
Излишняя сумма денег может взыскиваться предприятием из начисленного заработка сотрудника при наличии его согласия или работник самостоятельно вносит средства.
Если сотрудник лично сдает деньги в кассу работодателя, выполняется операция:
Дебет сч. 50 / Кредит сч. 70.
Если работник перечисляет средства на расчетный счет компании в банке, проводка выглядит так:
Дебет сч. 51 / Кредит сч. 70.
Когда действительно имела место арифметическая ошибка при расчете зарплаты, необходимы следующие операции:
При наличии заявления сотрудника или его подписи на приказе предприятие производит удержание излишне выплаченных средств:
Дебет сч. 70 / Кредит сч. 73 (удержание суммы из работной платы служащего).
В случае отказа суда в удовлетворении иска предприятия к гражданину или окончания срока исковой давности невозвращенная сумма средств списывается операцией:
Дебет сч. 91(2) / Кредит сч. 70.
В случае, когда работник недополучил причитающуюся ему заработную плату (получил в меньшем размере), в бухгалтерском учете выполняют запись:
Дебет счета учета затрат / Кредит сч. 70 (доначисление заработка).
Корректировка расчета НДФЛ
По недоплаченной заработной плате должны проводиться корректировки суммы страховых взносов и налога по прибыли, доначисление НДФЛ с перечислением в бюджет.
Соответствующие проводки выглядят следующим образом:
При оплате заработка сверх положенного выявленный излишек удержанного с сотрудника НДФЛ может быть учтен при расчете оплаты за будущие периоды (ст. 226 НК РФ).
Иногда при увольнении работника образуется излишне удержанный налог, когда подлежащая сторнированию сумма НДФЛ превышает начисленную в следующие периоды. По заявлению сотрудника предприятие производит возврат денег (ст. 231 НК РФ) в течение 3 месяцев от даты письменного обращения.
Ошибочный излишек по заработной плате не признается нарушением для расчета взносов по ПФР, поэтому вносить коррективы в отчет (РСВ) не требуется.
К сведению! Получение работником превышения размера заработка из-за счетной ошибки нельзя считать его материальной выгодой или беспроцентным займом и облагать налогом по повышенной ставке (35%).
В случае увольнения сотрудника или его несогласия с удержанием денег из заработка, приведшего к длительному судебному процессу, организация уведомляет ФНС о невозможности взыскания налога с выплаченного (работнику) дохода.
Счетная ошибка при начислении заработной платы: как быть
Как поступить, если бухгалтер допустил счетную ошибку при начислении заработной платы? Особенно важно обратить внимание на случай, когда ошибка сделана в большую сторону. То есть фактически работнику переплатили зарплату. Как тогда удержать излишние средства и что предпринять? Рассмотрим этот вопрос подробно.
О чем речь
Для начала определим, о чем разговор. Итак, счетная ошибка при начислении заработной платы – это любая арифметическая оплошность. Такое определение предлагает Роструд в разъяснениях от 1 октября 2012 года № 1286-6-1. На него и будем делать акцент при рассмотрении вопроса.
Получается, что счетной следует называть ошибку, допущенную при арифметических вычислениях размера заработной платы.
ПРИМЕР
При вводе в программу исходных правильных данных произошел сбой. Результат оказался некорректным. Данные могут быть неверны и по причине влияния человеческого фактора.
Является ли счетной ошибка:
- возникшая в результате повторного перечисления месячной суммы заработка работодателем своему сотруднику;
- когда при расчете заработной платы не был учтен неоплачиваемый отдых работника;
- бухгалтерия сделала больше вычетов по подоходному налогу, чем положено сотруднику.
Такие ситуации, согласно определению Верховного Суда РФ от 20.01.2012 № 59-В11-17 счетными признать нельзя. Дело в том, что они допущены не в ходе тех или иных математических вычислений.
Четкое разграничение понятия счетной и не счетной ошибки важно для того, чтобы работодатель в зависимости от этого мог предпринять соответствующие меры. В том случае, когда сотруднику выдали меньше денег, чем это было положено, недостающую сумму ему следует додать. В случае же необходимости удержания денежных средств действия работодателя будут различны в зависимости от вида допущенной ошибки.
Если при начислении заработной платы – счетная ошибка
Часть 2 статьи 137 ТК РФ гласит, что в этом случае переплаченную сотруднику сумму допустимо удержать.
Порядок действий работодателя регламентирует часть 3 это же статьи. Компания может сделать удержание, если сотрудник:
- не оспаривает такое решение;
- согласен с основанием для удержания и размером суммы.
Произвести удержание следует в течение 1 календарного месяца после переплаты.
Таким образом, сначала работодатель должен взять у сотрудника письменное разрешение на проведение обратной бухгалтерской операции. После этого – издать соответствующее распоряжение, на основании которого сделать удержание.
В этом случае можно поступить и проще. Работнику достаточно подписать изданный приказ об удержании средств из его заработной платы. При этом не обязательно оформлять отдельное письменное разрешение.
Часть 1 статьи 138 ТК РФ и разъяснения Минздравсоцразвития от 16 ноября 2011 года № 22-2-4852 указывают на следующий важный момент: размер удержанной суммы не может быть больше, чем 20% от выплаты работнику за вычетом подоходного налога.
Также см. «Сколько процентов от зарплаты может или должен составлять аванс».
А как же поступить, если работник не дает письменного согласия на удержание средств из-за счетной ошибки при начислении заработной платы? В этом случае на основании статьи 248 ТК РФ работодатель может идти в суд.
Если ошибка – не счетная
Если при выплате сотруднику его заработка была допущена ошибка, которую к счетной отнести нельзя, работодатель должен знать: в случае несогласия работника на удержание излишней суммы вернуть средства будет невозможно. Даже через суд! Единственный вариант – получить письменное согласие работника на удержание выплаченной сверх положенного денежной суммы.
Также см. «Повышена ответственность за невыплату зарплаты».
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: Журнал «Оплата труда в государственном (муниципальном) учреждении: бухгалтерский учет и налогообложение»
Деятельность государственных (муниципальных) учреждений подвергается контролю со стороны различных органов, в том числе со стороны учредителей. Проверка расходов на оплату труда может быть включена в программу проверки всей финансово-хозяйственной деятельности учреждения либо быть выделена как самостоятельный объект. В статье рассмотрим классификацию выявляемых ошибок и нарушений при оплате труда, а также порядок исправления допущенных ошибок на практических примерах.
Условно все ошибки и нарушения, которые встречаются при проверках расходов на оплату труда, можно разбить на две группы:
- счетные ошибки, которые возникают при некорректном (неправильном) вычислении и отражении данных в регистрах бухгалтерского учета;
- нарушения, возникающие из-за неверного применения норм законодательства РФ.
Рассмотрим каждую группу подробнее.
Счетные ошибки при расчете заработной платы
Счетные ошибки встречаются довольно часто, они допускаются не только при расчете заработной платы и отпускных, но и при расчете социальных пособий. Например, при расчете заработной платы бухгалтер неверно сложит выплаты, тем самым работнику будет выплачена излишняя заработная плата.
Как указал ВАС в Определении от 20.01.2012 № 59-В11-17,понятие «счетная ошибка» в трудовом законодательстве не раскрывается. Исходя из буквального толкования норм действующего трудового законодательства (ст. 137 ТК РФ), счетной следует считать ошибку, допущенную в арифметических действиях (действиях, связанных с подсчетом). Таким образом, если бухгалтер, производя расчет заработной платы, неверно сложил выплаты, причитающиеся работнику, он совершил счетную ошибку. В то же время нередко компьютерные программы по заработной плате дают сбой, вследствие чего возникают технические ошибки, например, вместо 15 000 руб. в расчет забивается цифра 1 500 или 150 000 руб. Как отмечено в вышеназванном определении ВАС, технические ошибки, совершенные по вине работодателя, счетными не являются. Почему так важна правильная квалификация допущенной ошибки? Ответ на данный вопрос вытекает из норм, приведенных в ст. 137 ТК РФ. В силу положений, изложенных в данной статье, удержания из заработной платы работника производятся только в случаях, предусмотренных ТК РФ и иными федеральными законами.
Если работнику была излишне выплачена заработная плата, удержания из сумм, причитающихся ему, для погашения задолженности работодателю могут производиться только вследствие счетных ошибок, а также сумм, излишне выплаченных работнику, в случае признания органом по рассмотрению индивидуальных трудовых споров вины работника в невыполнении норм труда или простое. Аналогичные разъяснения приведены в Письме Роструда от 01.10.2012 № 1286-6-1. Таким образом, удержать излишне выплаченную работнику заработную плату вследствие технической ошибки без согласия работника нельзя, поскольку данные действия будут неправомерными.
В случае если работник уволился, трудовые отношения с ним прекращены, излишне выплаченная ему сумма денежных средств может быть возмещена только в добровольном порядке либо путем обращения организации в суд. При обращении в суд следует руководствоваться нормами гл. 60 ГК РФ.
Аналогичные решения были приняты в определениях ВАС РФ от 20.01.2012 № 59-В11-17, ВС РФ от 07.05.2010№ 51-В10-1.
Как исправить счетную ошибку в бухгалтерском учете? Ответ на данный вопрос приведен в п. 18 Инструкции № 157н:
- если ошибка за отчетный период обнаружена до момента представления баланса и не требует изменения данных в журналах операций, исправление вносится путем зачеркивания неправильных суммы и текста и написания над зачеркнутым исправленных текста и суммы. Одновременно в регистре бухгалтерского учета, в котором производится исправление ошибки, на полях напротив соответствующей строки за подписью главного бухгалтера делается надпись «Исправлено»;
- если ошибка обнаружена до момента представления баланса и требует изменений в журнале операций, в зависимости от ее характера исправление оформляется способом «красное сторно» или дополнительной бухгалтерской записью последним днем отчетного периода;
- если ошибка обнаружена в регистрах бухгалтерского учета за отчетный период после составления бухгалтерской отчетности, исправление производится способом «красное сторно» или дополнительной бухгалтерской записью в день обнаружения ошибки.
Отметим, что дополнительные бухгалтерские записи по исправлению ошибок, а также исправления способом «красное сторно» оформляются справкой (ф. 0504833), форма которой утверждена Приказом Минфина РФ № 173н.
Рассмотрим примеры по исправлению счетной ошибки.
Пример 1.
При расчете заработной платы в мае 2014 года работнику бюджетного учреждения была допущена счетная ошибка: вместо 25 000 руб. ему была начислена заработная плата в размере 26 000 руб. Ошибка возникла в результате неверных действий при сложении выплат. Заработная плата была начислена работнику за счет средств, полученных от оказания платных услуг, и перечислена на его пластиковую карту.
Возврат излишне начисленной работнику заработной платы был произведен путем внесения денежных средств в кассу учреждения.
В бухгалтерском учете в соответствии с Инструкцией № 174н были сделаны следующие записи:
| Дебет | Кредит | Сумма, руб. | |
| Начислена сумма заработной платы работнику | 2 109 60 211 | 2 302 11 730 | 26 000 |
| Удержан НДФЛ
(26 000 руб. x 13%) |
2 302 11 830 | 2 303 01 730 | 3 380 |
| Начислены страховые взносы во внебюджетные фонды
(26 000 руб. x 30,2%) |
2 109 60 213 | 2 303 00 730 | 7 852 |
| Отражена выплата суммы заработной платы путем перечисления денежных средств на пластиковую карту сотрудника
(26 000 — 3 380) руб. |
2 302 11 830
2 304 03 830 |
2 304 03 730
2 201 11 610 |
22 620 |
| Исправлена счетная ошибка способом «красное сторно» при начислении заработной платы | 2 109 60 211 | 2 302 11 730 | (26 000)
25 000 |
| Исправлены способом «красное сторно» начисленные страховые взносы
(25 000 руб. x 30,2%) |
2 109 60 213 | 2 303 00 730 | (7 852)
7 550 |
| Исправлен способом «красное сторно» начисленный НДФЛ
(25 000 руб. x 13%) |
2 302 11 830 | 2 303 01 730 | (3 380)
3 250 |
| Отражено внесение излишне выплаченных работнику сумм в кассу учреждения
(22 620 — 21 750) руб. |
2 201 34 510 | 2 302 11 730 | 870 |
| Отражено внесение наличных денежных средств на лицевой счет учреждения | 2 210 03 560
2 201 11 510 |
2 201 34 610
2 210 03 660 |
870 |
Пример 2.
В ходе проверки в казенном учреждении была обнаружена излишне начисленная работникам заработная плата за ноябрь 2013 года в сумме 14 000 руб. (подлежала начислению заработная плата в размере 16 000 руб.), которая была внесена работниками в кассу организации, сдана в банк и перечислена в доход бюджета.
Какие проводки следует сделать бухгалтеру по данной операции в 2014 году?
В учете данные записи согласно Инструкции № 162н будут выглядеть следующим образом:
| Дебет | Кредит | Сумма, руб. | |
| Исправлена ошибка, связанная с выявлением излишне начисленной в ноябре 2013 года заработной платы, способом «красное
сторно» |
1 401 20 211 | 1 302 11 730 | (30 000) |
| Начислена заработная плата в соответствии с расчетом по результатам проверки (дополнительная запись) | 1 401 20 211 | 1 302 11 730 | 16 000 |
| Одновременно начислена задолженность прошлых лет, подлежащая перечислению в доход бюджета на основании извещения (ф. 0504805), переданного получателем доходов администратору доходов | 1 304 04 180 | 1 303 05 730 | 14 000 |
| Внесена работниками в кассу излишне начисленная им заработная плата | 1 201 34 510 | 1 302 11 730 | 14 000 |
| Внесены денежные средства на лицевой счет учреждения | 1 210 03 560 | 1 201 34 610 | 14 000 |
| Поступили денежные средства на лицевой счет учреждения | 1 304 05 211 | 1 210 03 660 | 14 000 |
| Перечислены денежные средства в доход соответствующего бюджета | 1 303 05 830 | 1 304 05 211 | 14 000 |
Кроме корректировки начисленной заработной платы, следует произвести пересчет суммы страховых взносов, начисленных на данные выплаты, и НДФЛ. Порядок исправления ошибки в начислении страховых взносов и НДФЛ аналогичен приведенному выше порядку. Нужно сторнировать ошибочные начисления способом «красное сторно» и отразить в учете дополнительной записью суммы правильно начисленных обязательных платежей.
Необходимо отметить, что ввиду уменьшения суммы налоговой базы по НДФЛ происходит уменьшение и начисленного налога, который подлежит возврату налогоплательщику.
Нарушения, возникающие из-за неверного применения норм законодательства РФ
Нарушений, возникающих в связи с неправильным применением положений законодательства РФ, довольно много. Они заключаются в несоблюдении тех или иных норм ТК РФ либо иных нормативно-правовых актов, регулирующих порядок оплаты труда работников государственных (муниципальных) учреждений. Чаще всего такие нарушения возникают из-за недостаточной правовой грамотности бухгалтерских служб. Приведем только некоторые из них.
В первую очередь обратим внимание на правомерность начисления тех или иных выплат. В соответствии со ст. 129 ТК РФ заработная плата работника имеет три составляющие: оклад (должностной оклад), компенсационные и стимулирующие выплаты. В силу общих норм размеры окладов (должностных окладов), ставок заработной платы должны устанавливаться руководителем учреждения:
- на основе требований к профессиональной подготовке и уровню квалификации, которые необходимы для осуществления соответствующей профессиональной деятельности (профессиональных квалификационных групп);
- с учетом сложности и объема выполняемой работы.
Напомним, что Квалификационный справочник должностей руководителей, специалистов и других служащих и Порядок применения Единого квалификационного справочника должностей руководителей, специалистов и служащих, утвержденный Постановлением Минтруда РФ от 09.02.2004 № 9, предназначены для организаций независимо от форм собственности и организационно-правовых форм деятельности. При назначении работников на должности следует четко соблюдать изложенные в них требования, о чем свидетельствует арбитражная практика. Так, например, в Постановлении ФАС ВСО от 01.06.2011 № А33-14716/2010 арбитрами был отмечен факт неправомерного расходования средствкраевого бюджета субъекта РФ на выплату заработной платы некоторым сотрудникам государственного бюджетного учреждения. В нарушение рекомендаций, изложенных в Квалификационном справочнике должностей руководителей, специалистов и других служащих, на должность главного бухгалтера учреждения с установлением 14-го разряда согласно штатному расписанию принято лицо, не имеющее высшего специального образования и необходимого стажа работы.Тогда как в справочнике указано, что на должность главного бухгалтера может быть принято лицо с высшим профессиональным (экономическим) образованием и стажем бухгалтерско-финансовой работы, в том числе на руководящих должностях, не менее пяти лет. Судом было вынесено решение о возмещении учреждением неправомерно израсходованных средств бюджета. Аналогичное решение было принято в Постановлении ФАС ВСО от 12.11.2013 по делу № А33-2144/2013.
Рассматривая нарушения в части начисления заработной платы, хотелось бы отметить нарушения в части недоплат со стороны работодателя своим работникам. Тот факт, что на практике такие нарушения встречаются часто, подтверждает судебная практика. Речь идет о соблюдении норм ст. 133 ТК РФ, в соответствии с которыми заработная плата работника, полностью отработавшего месячную норму рабочего времени или выполнившего нормы труда, с учетом всех доплат, надбавок, стимулирующих и компенсационных выплат не может быть ниже МРОТ.
В настоящее время МРОТ равен 5 554 руб. в месяц (ст. 1 Федерального закона от 19.06.2000 № 82-ФЗ «О минимальном размере оплаты труда»).
Заработная плата работников организаций, расположенных в районах Крайнего Севера и приравненных к ним местностях, должна быть установлена в размере не менее МРОТ. После расчета всех выплат к ней должны быть применены районный коэффициент и процентная надбавка за стаж работы в данных районах или местностях (Обзор ВС РФ от 26.02.2014, определения ВС РФ от 17.05.2013 № 73-КГ13-1, от 21.12.2012 № 72-КГ12-6).
Пример 3.
Уборщице служебных помещений автономного учреждения установлен должностной оклад в размере 3 500 руб. В январе 2014 года период отработан ею полностью, в соответствии с коллективным договором ей произведена доплата за работу в праздничные дни в размере 20% оклада. Все расходы на выплату заработной платы осуществляются за счет субсидии, выделенной на выполнение государственного задания.
Заработная плата работницы за январь составит 4 200 руб. (3 500 руб. + 3 500 руб. x 20%).
Поскольку МРОТ с 01.01.2014 равен 5 554 руб., необходимо произвести доплату до МРОТ – 1 354 руб. (5 554 — 4 200).
В бухгалтерском учете в соответствии с Инструкцией № 183н были сделаны следующие записи:
| Дебет | Кредит | Сумма, руб. | |
| Начислена сумма заработной платы работнику | 4 109 60 211 | 4 302 11 000 | 5 554 |
| Удержан НДФЛ
(5 554 руб. x 13%) |
4 302 11 000 | 4 303 01 000 | 722 |
| Начислены страховые взносы во внебюджетные фонды
(5 554 руб. x 30,2%) |
4 109 60 213 | 4 303 00 000 | 1 677,31 |
Следующим нарушением, на которое хотелось бы обратить внимание, является несоблюдение размера удержаний, производимых из заработной платы работников.Согласно ст. 137 ТК РФ удержания из заработной платы работника производятся только в случаях, предусмотренных ТК РФ и иными федеральными законами. Общий размер всех удержаний при каждой выплате заработной платы не может превышать 20%, а в случаях, предусмотренных федеральными законами, – 50% заработной платы, причитающейся работнику.
При осуществлении удержаний из заработной платы по нескольким исполнительным документам за работником в любом случае должно быть сохранено 50% заработной платы.
Ограничения, установленные ст. 137 ТК РФ, не распространяются:
- на удержания из заработной платы при отбывании работником исправительных работ;
- на взыскание алиментов на несовершеннолетних детей;
- на возмещение вреда, причиненного здоровью другого лица, возмещение вреда лицам, понесшим ущерб в связи со смертью кормильца, и возмещение ущерба, причиненного преступлением. Размер удержаний из заработной платы в этих случаях не может превышать 70%.
Статьей 99 Федерального закона от 02.10.2007 № 229-ФЗ «Об исполнительном производстве» (далее – Федеральный закон № 229-ФЗ) предусмотрено, что размер удержания из заработной платы и иных доходов должника, в том числе из вознаграждения авторам результатов интеллектуальной деятельности, исчисляется исходя из суммы, оставшейся после удержания налогов. При исполнении исполнительного документа (нескольких исполнительных документов) с должника-гражданина может быть удержано не более 50% заработной платы и иных доходов. Удержания производятся до исполнения в полном объеме содержащихся в исполнительном документе требований.
Таким образом, как указал Оренбургский областной суд в Апелляционном определении от 16.04.2013 № 33-1860-2013, удерживать из заработной платы работника другие исковые требования со стороны учреждения-работодателя, если обязанности по исполнению исполнительных документов не исполнены и общий размер удержаний, производимых по ним, составляет 50% (а в отдельных случаях – 70%), неправомерно.
Рассмотрим данное нарушение на примере.
Пример 4.
В бюджетное учреждение 02.06.2014 поступило два исполнительных листа:
- о взыскании алиментов на несовершеннолетнего ребенка – в размере 25%;
- о возврате долга по уплате транспортного налога – в сумме 4 500 руб.
Заработная плата работника, выплачиваемая ему за счет средств, получаемых от приносящей доход деятельности, за июнь 2014 года составила 15 600 руб. Стандартные налоговые вычеты ему не предоставляются. Алименты выплачиваются через кассу учреждения. Бухгалтер при расчете произвел удержание алиментов в размере 25% и полностью удержал сумму долга по второму исполнительному листу.
Проверим, правомерно ли осуществлено удержание по всем исполнительным документам.
Перед тем как рассчитать сумму удержаний по исполнительным листам, следует обратить внимание на то, что поступившие документы имеют разную очередность. Поэтому, руководствуясь ст. 111 Федерального закона № 229-ФЗ,в первую очередь следует удержать алименты на несовершеннолетнего ребенка. Их сумма составит 3 393 руб. (15 600 руб. — 2 028 руб. x 25%), где 2 028 руб. – сумма НДФЛ за июнь 2014 года (15 600 руб. x 13%).
Далее нужно рассчитать сумму удержаний по уплате транспортного налога. Максимальная сумма удержания составит 3 393 руб. (15 600 руб. — 2 028 руб. x 25%). Поскольку бухгалтер удержал полностью всю сумму задолженности (4 500 руб. > 3 393 руб.), данные действия являются неправомерными и подлежат корректировке. Бухгалтер должен вернуть на лицевой счет работника 1 107 руб. (4 500 — 3 393).
Обратите внимание, что в соответствии со ст. 236 ТК РФ работнику должны быть выплачены проценты за задержку выдачи заработной платы (Письмо Минтруда РФ от 25.12.2013 № 14-2-337). Невыплата такой компенсации и иных причитающихся работнику сумм является нарушением трудового законодательства, за которое работодатель может быть привлечен к административной ответственности. Работник может обратиться в суд с требованием о привлечении работодателя к материальной ответственности в части выплаты процентов за задержку выдачи заработной платы.
В бухгалтерском учете данные операции будут отражены следующим образом:
Управляйте не браком, а его причинами
Е.П. Кочетков
До сих пор на многих предприятиях основным методом управления качеством продукции остается обнаружение дефектов. Контролеры, рабочие, проверяя изделия на соответствие установленным требованиям, отделяют годную продукцию от брака в процессе производства. На входном и выходном приемочном контроле предпринимаются попытки отфильтровать партии соответствующего качества от несоответствующих партий. При таком способе управления качеством дефектные изделия будут всегда, потому что:
· есть источники (причины) изменчивости, приводящие к появлению брака;
· при проверке соответствия требованиям можно допустить ошибки: годное изделие признать несоответствующим и наоборот;
· дефекты являются сигналами системы управления качеством продукции и процессами производства, и поэтому нужны ей.
Управление качеством на основе принципа обнаружения дефектов было эффективно и оправдано до середины прошлого века, когда существовали концепции оптимальных уровней дефектности. Когда экономически было не выгодно вкладываться в предупреждение дефектов, так как затраты на предупреждение были больше, чем полученная выгода от сокращения потерь, связанных с браком и рекламациями. Из всего спектра статистических методов применялся только статистический приемочный контроль, основной функцией которого была фильтрация — отделение партий соответствующего качества от партий несоответствующего качества.
В настоящее время с ростом и развитием потребностей потребителя в условиях жесточайшей конкуренции оптимальным уровнем дефектности является ноль дефектов. Потребители не хотят получать дефектную продукцию, а если такое случилось, требуют разобраться с причинами и исключить их.
Для того чтобы соответствовать требованиям потребителя, надо изменить принцип управления. Вместо обнаружения дефектов надо заниматься их предупреждением. Недаром в отраслевом автомобильном стандарте ISOTS 16949 [1] сказано: «Цель настоящего стандарта – разработка системы менеджмента качества, обеспечивающей постоянное улучшение, придающей особое значение предупреждению дефектов, снижению изменчивости и сокращению потерь в цепочке поставки».
Умеем ли мы предупреждать отказы? Безусловно, однозначно, Да!!! И родственники, и наши предки, и наши друзья, и знакомые предупреждают появление отказов в своей повседневной жизни. Приведу пример. У вас подрастает ребенок. Он становится самостоятельным и может уже один гулять во дворе. Вы изготавливаете для ребенка первый ключ в его жизни, учите открывать и закрывать входную дверь и торжественно вручаете его… на веревочке! Вы не ждете отказа, когда ребенок потеряет ключ. Веревочка или шнурок (кому как нравится) – это средство предупреждения отказов.
К сожалению, деятельность по предупреждению отказов на предприятиях не всегда носит осознанный и системный характер. Для того чтобы реализовать принцип предупреждения отказов, надо изменить объект управления. Вместо управления дефектами и отказами, надо управлять их причинами.
Для разработки мер по управлению причинами введем следующую классификацию.
По источникам:
· конструктивные причины
· технологические причины
По возможности влияния на причины
· устранимые причины
· неустранимые причины
Дадим следующее определение: неустранимые причины – это источники изменчивости функционирования изделия или процесса производства продукции.
В таблице на рис.1 приведены примеры причин в соответствии с введенной классификацией.
|
Источник |
Причина
|
|
|
Устранимая |
Неустранимая |
|
|
Конструкция |
Неправильно заданы требования к диаметру вала Неправильно выбран материал |
Износ тормозных колодок Расход картриджа в принтере |
|
Технология |
Неправильно подобрана скорость подачи Не разработана рабочая инструкция |
Износ оснастки Снижение концентрации гальванического раствора
|
Рисунок 1. Примеры причин в соответствии с классификацией
Исходя из данной классификации, можно сформулировать следующие принципы предупреждения отказов.
I Все причины отказов подразделяются на устранимые и неустранимые причины.
II Устранимые причины надо выявить на этапах проектирования продукции и разработки технологии и устранить.
III Неустранимые причины надо выявить на этапах проектирования продукции и разработки технологии и управлять ими в процессах производства и эксплуатации продукции.
IV Для управления неустранимыми причинами разрабатывают Планы Управления.
Надо отметить, что инструмент «Планы Управления» (перевод на русский язык термина «Control Plan») получил широкое распространение в зарубежных компаниях, в первую очередь связанных с автомобильной промышленностью. В последние годы российские предприятия, в особенности те, кто сотрудничает с квалифицированными зарубежными потребителями, также применяют этот инструмент. По сути своей План Управления описывает систему методов управления процессами изготовления продукции. В эту систему включают статистические методы, такие как выборочный контроль, настройка процесса по первым изделиям, карты регулирования и так далее. План Управления описывает, что и с какой периодичностью надо измерять в процессе производства и какие действия надо совершать на основании полученных результатов измерений.
Надо отметить, что в современном оборудовании действия по управлению причинами возможных отказов встраиваются в само оборудование. Приведу пример процесса, который есть в любой компании, не зависимо от профиля, численности и формы собственности, и которым, как правило, управляют на основе принципа обнаружения дефектов. Это процесс печати материалов на принтере. Одной из основных неустранимых причин данного процесса является причина «Картридж кончается». В принтер встроен счетчик количества напечатанных страниц, в инструкции по эксплуатации указано, после какого числа напечатанных страниц надо менять картридж. Это и есть План Управления причиной «Картридж кончается» для принтера. Но мы все равно ждем появления страниц с плохой печатью, чтобы заменить расходный материал. Кто-то считает, что такое управление выгодно из-за дороговизны картриджа. Я не согласен. Как правило, по закону подлости, картридж кончается тогда, когда надо распечатать очень важный документ или материал. А этих потерь никто не считает. Кстати, я думаю, да почти уверен, что предельное количество копий вычислялось при проектировании принтера с применением статистических методов, таких как выборочное среднее и доверительные интервалы.
Реализация озвученных выше принципов предупреждения отказов предполагает применение системы взаимосвязанных методов, в том числе статистических. Рамки статьи не позволяют подробно рассмотреть методологию предупреждения отказов на всех этапах жизненного цикла продукции. Поэтому ограничимся рассмотрением этапов разработки технологии и производства продукции. Для читателей, желающих более подробно познакомиться с методологией предупреждения отказов, могу порекомендовать книгу «Диалоги о предупреждении отказов» [2].
Предупреждение отказов на этапе разработки технологического процесса
Цель технологического процесса – производить продукцию в соответствии с требованиями к ее характеристикам. Результатом разработки технологического процесса являются последовательность операций, перечни необходимого оборудования, оснастки, инструмента, режимы и т.п. По окончании данного этапа изготовитель должен быть уверен в том, что если процесс будет выполняться в соответствии с технологией, то вся изготовленная продукция будет соответствовать техническим требованиям. Для этого надо предпринять следующие меры предупреждения технологических причин отказов
1. Установить устранимые и неустранимые технологические причины или проверить их отсутствие.
2. Разработать меры по исключению устранимых технологических причин за счет изменения технологии.
3. Определить характер и степень влияния неустранимых технологических причин.
4. Разработать План управления неустранимыми технологическими причинами.
5. Управлять неустранимыми технологическими причинами на этапе производства продукции.
Технологический процесс разрабатывает межфункциональная команда из специалистов (конструкторы, технологи, работники ОТК, метрологи, механики и т.д.), которая на основании знаний и опыта участников разрабатывает модель влияния причин на возможные отказы. Я рекомендую для этого воспользоваться методом QFD (структурирование функции качества), а точнее одним из его инструментов – матрицей влияния.
На рис.2 приведен пример матрицы влияния для операции «Шлифование вала». На рисунке приведена только часть матрицы, описывающая влияние причин на создание наружного диаметра вала. Кроме того, на операции создается качество наружной поверхности вала.
|
Функция операции |
Отказ |
Параметры операции |
Неустранимые причины |
||
|
Скорость резания |
Стойкость инструмента |
Изменчивость твердости инструмента |
Износ инструмента |
||
|
Наружный диаметр
|
Завышен |
+ |
+ |
+ |
+ |
|
Занижен |
+ |
+ |
+ |
||
|
Биение |
+ |
||||
|
Конусность |
+ |
Рисунок 2. Пример матрицы влияния для операции «Шлифование вала»
С выполнением функции «Создание наружного диаметра» связаны потенциальные отказы невыполнения этой функции, а именно: «Диаметр завышен», «Диаметр занижен», «Биение» и «Конусность». Далее в названиях столбцов указаны параметры операции и неустранимые причины, которые могут привести к отказам. Знаком «+» указана связь параметров и причин с потенциальными отказами. Указание связи важно для исследования причин. В случаях, когда мы не можем измерять непосредственно причину, например износ, можно измерять связанную с причиной характеристику продукции в данном случае наружный диаметр.
Через параметры операции формулируются потенциальные устранимые технологические причины. Например, для параметра «Скорость резания» можно сформулировать потенциальную устранимую технологическую причину «Неправильно заданы требования к скорости резания». Применяя метод анализа видов и последствий потенциальных отказов [3], оценивают и анализируют риск причины «Неправильно заданы требования к скорости резания». Если риск большой, то совершают действия по проверке и устранению данной причины. Например, пересматривают требования к скорости резания.
На этапе разработки технологии особое внимание надо уделить неустранимым причинам. Напомню, неустранимые технологические причины – это источники изменчивости процесса производства продукции, приводящие к производству брака, если этими причинами не управлять или управлять неэффективно. Надо сказать, что неустранимых технологических причин или источников изменчивости очень много. Это и неоднородность исходных материалов, изменчивость в работе оборудования (биение, люфты, вибрация), износ оснастки, изменчивость свойств смазки и охлаждающей жидкости, загрязнение рабочих поверхностей, изменчивость температуры, влажности, давления внешней среды, изменчивость в работе персонала, включая разный опыт и навыки рабочих, и так далее. Очевидно, что всеми источниками изменчивости управлять невозможно. В этой ситуации на помощь приходит принцип Парето, который гласит, что восемьдесят процентов проблем создаются двадцатью процентами причин. Исходя из этого, введем еще несколько принципов предупреждения отказов и дефектов, которые помогут нам в дальнейшем выстроить систему управления процессом.
V Есть немногочисленные источники изменчивости, оказывающие сильное воздействие на процесс, и требующие управления в процессе производства. Назовем такие источники особыми причинами.
VI Есть многочисленные источники изменчивости, оказывающие слабое воздействие на процесс, управлять которыми по отдельности в процессе производства экономически неоправданно. Назовем такие источники обычными причинами. Надо отметить, что деление источников изменчивости на особые и обычные причины весьма условно. Действительно для многих производственных процессов небольшие изменения характеристик внешней среды, например влажности, не приведут к производству брака. А при производстве трехслойного безопасного автомобильного стекла изменение влажности при закладке пленки может привести к потере оптических свойств готового стекла. Смешная причина – «у людей выпадают волосы». В ваших процессах надо этой причиной управлять? А в пищевой промышленности обязательно надо управлять! Несмотря на условность деления причин на особые и обычные, такая классификация причин весьма конструктивна, так как позволяет сформулировать следующие принцы управления процессом.
VII Не надо вмешиваться в процесс, если его изменения вызваны обычными причинами. Действительно, если изменения в процессе производства вызваны влиянием обычных причин, не надо ничего менять в процессе, потому что мы не собирались управлять этими причинами. Реализуя этот принцип при управлении процессом, мы защищаемся от ошибки «Излишняя регулировка». Следующий принцип связан с защитой от другой ошибки – ошибки незамеченной разладки.
VIII Надо вмешаться в процесс, если его изменения вызваны особыми причинами. Действительно, если действуют особые причины, надо внести в процесс соответствующие коррективы, потому что мы планировали управлять этими причинами. Есть древняя молитва: «Дай, господи, мне сил, изменить то, что я могу изменить, дай терпения не менять то, что я не могу изменить, и дай мудрости, отличить одно от другого». Действительно, как отличить влияние особых причин от влияния обычных причин? Для этого вводится следующее модельное предположение.
IX Будем считать, что суммарное влияние обычных причин на процесс постоянно и неизменно во времени. Данное предположение (не смотря на его условность, связанную с моделированием процесса) позволяет установить реальную физическую грань между влиянием обычных и особых причин на изменчивость характеристик процесса. Для этого надо оценить изменчивость процесса от обычных причин, которыми мы не управляем. Квалифицированные потребители устанавливают требования к такой изменчивости через требования к индексам воспроизводимости. Часто применяется требование: индекс Рр должен быть не менее чем 1.67. Такое требование, означает, что в среднем изделия не должны отличаться друг от друга более чем на десять процентов ширины поля допуска. При таком требовании зона в плюс-минус тридцать процентов ширины поля допуска от середины допуска считается зоной влияния обычных причин, как показано на рис. 3.
Рисунок 3. Зона влияния обычных причин. Малая изменчивость процесса
На рис. 3 представлены относительные требования к наружному диаметру вала. За номинальное значение (середина допуска) принято Т = 0. Установлены требования по допустимым отклонениям от номинала: нижняя граница допуска Тн = -10 мкм, верхняя граница Тв = +10 мкм. Точками обозначены результаты замеров диаметра пяти валов в условиях влияния обычных причин. На этом же рисунке установлены границы влияния обычных причин от -6 мкм до +6 мкм. Если значение результата замера наружного диаметра очередного изготовленного вала будет за пределами этих границ, это будет сигналом влияния особых причин, и, следовательно, сигналом необходимости вмешаться в процесс. Если замер диаметра внутри этих границ, не надо вмешиваться в процесс, так как действуют обычные причины. Такие границы называют границами регулирования. Мы ввели критерий различия влияния особых и обычных причин. Далее необходимо разработать меры по управлению особыми причинами.
X Для управления особыми причинами надо знать характер и степень их влияния на процесс.
Под характером влияния особых причин я понимаю тенденции изменения характеристик продукции во времени (постепенные, скачкообразные, периодические). В рассматриваемом примере с валом неустранимая причина «Износ инструмента» приводит к постепенному возрастанию наружного диаметра. Это еще называют положительным трендом или дрейфом. Неустранимая причина «Изменчивость твердости инструмента» может привести к смещению настройки процесса (скачок настройки) при замене инструмента.
Под степенью влияния особых причин я понимаю скорость тренда при постепенном влиянии, величину изменения при скачкообразном влиянии, при периодическом характере влияния важно знать амплитуду и частоту.
В зависимости от характера и степени влияния применяют разные меры управления особой причиной. Рассмотрим на примере износа. Если влияние износа значимо в пределах рабочей смены, то нужно периодически измерять диаметр вала и настраивать оборудование. Если износ не значим в пределах рабочей смены, может быть, достаточно настраивать оборудование по первым изделиям в начале смены или менять инструмент. Например, в компании «Lear», изготавливающей сиденья для автомобилей, особой причиной «Износ швейной иглы» управляют простой заменой иглы в начале смены. При штамповочных операциях износившуюся оснастку меняют после установленного числа рабочих циклов.
Для рассматриваемого примера характер влияния особой причины «Износ инструмента» очевиден – постепенное возрастание наружного диаметра. Для управления износом надо определить скорость возрастания диаметра. Для определения скорости был запланирован и проведен эксперимент с замерами наружного диаметра у каждого десятого вала. Всего было измерено 20 валов. Для обработки и анализа полученных данных были использованы статистические методы, а именно, карты индивидуальных значений и скользящих размахов, индекс воспроизводимости Ср [4].
Рисунок 4. Карта индивидуальных значений замеров наружного диаметра
На рис. 4 представлена карта индивидуальных значений наружного диаметра вала. В соответствии с полученными данными скорость тренда диаметра составила 10 мкм за время шлифования 200 валов или 0.05 мкм/1вал. Изменчивость от обычных причин составила 1.25 мкм, индекс Ср = 2.67. На карте индивидуальных значений серия возрастающих точек (тренд с 3 точки по 12), подтверждающая значимое влияние износа инструмента на диаметр вала.
Предупреждение отказов на этапе производства продукции
По полученным статистическим данным был разработан План Управления износом инструмента. В руководстве по перспективному планированию качества продукции [5] рекомендована типовая форма Плана Управления. Ниже в качестве примера приведены выдержки из Плана Управления для шлифовальной операции.
1. Измерять наружный диаметр каждого 40 вала с помощью микрометра с разрешающей способностью 0.1 мкм.
2. Если результат замера превышает +7 мкм от номинала, то остановить процесс, произвести настройку.
3. Проверить с помощью калибра соответствие диаметра у валов, изготовленных между двумя последними измеренными валами.
В рассмотренном примере операции шлифования вала изменчивость от обычных причин малая как на рис.3, позволяющая управлять процессом, не изготавливая брака. На практике гораздо чаще встречаются ситуации с высокой изменчивостью процесса от обычных причин. Такая ситуация представлена рис. 5.
Рисунок 5. Большая изменчивость от обычных причин.
Низкая воспроизводимость процесса При таком влиянии обычных причин, то есть причин, которыми мы не управляем, периодически будет изготавливаться несоответствующая продукция – продукция с характеристиками за пределами поля допуска. Если в такой ситуации ничего не менять, то производство понесет большие потери и затраты, связанные с разбраковкой и исправлением продукции, рекламациями, снижением производительности из-за частых остановок процесса для настройки.
В таком случае я рекомендую следующее.
XI Если изменчивость от влияния обычных причин большая, то необходимо среди обычных причин выявить причины с наибольшим влиянием.
XII Выявленные причины надо перевести в группу особых причин и научиться ими управлять.
XIII В некоторых ситуациях, когда невозможно или экономически не целесообразно снижать изменчивость, можно пойти на расширение поля допуска, если это не приведет к отказам изделия у потребителя.
Расширение поля допуска до ситуации, приведенной на рис.3, позволит управлять процессом без изготовления несоответствующих изделий и затрат, связанных с ошибкой излишней регулировки. Но расширение поля допуска возможно только тогда, когда есть уверенность, что это не приведет к отказам готовой продукции у потребителя. Вот поэтому в межфункциональную команду включают конструкторов для рассмотрения подобных вопросов.
Надо отметить, что Планы Управления производством продукции являются объектами постоянного улучшения. Эти улучшения направлены в первую очередь на снижение частоты ошибок излишней регулировки и незамеченной разладки.
Заключение
Редакция журнал заказала мне статью на тему «Практическое применение статистических методов в управлении качеством». Я глубоко убежден, что предприятия должны разрабатывать и применять систему управления производством на основе принципа предупреждения отказов и дефектов. А для этого применяют систему методов в том числе и статистических. Специально подчеркиваю и выделяю словосочетание «система методов», так как методы взаимосвязаны и применять их надо совместно. Поэтому так много уделено внимания именно методологии предупреждения отказов. Надеюсь, что не напрасно. Практических примеров успешного применения данного подхода достаточно, но для их обсуждения нужно место и время.
Применение методов независимо, по отдельности, вне связи между собой малоэффективно и чаще всего приводит к разочарованию специалистов и менеджеров из-за отсутствия зримого ощутимого результата.
Почему нет результата? Да потому, что для улучшения процесса его надо изменить. А для того, чтобы изменить процесс, ЕГО НАДО ОСТАНОВИТЬ!!! Но производственный план, обязательства перед потребителями зачастую не позволяют сделать этого.
Нам некогда пилу точить, потому что пилить надо!
Кризис не самое лучшее время. Многие предприятия сокращают объемы производства, переводят специалистов на неполную рабочую неделю, а то и вовсе отправляют в административный отпуск. И получается так, что кризис – самое лучшее время для улучшения производственных процессов.
Потому что:
· Процессы остановлены!
· План не давит!
· Специалисты свободны от текучки!
· Лучших специалистов надо поддерживать, чтобы сохранить для предприятия!
Поэтому я обращаюсь к высшему руководству предприятий:
Собирайте команды лучших специалистов.
Ставьте перед командами цели реального улучшения процессов.
Поддерживайте команды и вознаграждайте их за успехи.
А если возникнут вопросы, звоните (831) 43-42-777, пишите kochetkov@centerprioritet.ru
Ответим, напишем, поможем!
Список литературы
1. ISO/TS 16949. Quality management systems – Particular requirements for the application of ISO 9001:2000 for automotive production and relevant service part organizations.
2. Диалог с руководителем компании о предупреждении отказов. Книга 6 из серии «Диалоги консультанта». // Кочетков Е.П. — Н.Новгород: ООО СМЦ «Приоритет», 2007. — 104 с.
3. Анализ видов и последствий потенциальных отказов. FMEA. Ссылочное руководство. Перевод с английского четвертого издания от июня 2008 г. — Н.Новгород: ООО СМЦ «Приоритет», 2009. — 142 с.
4. Статистическое управление процессами. SPC. Ссылочное руководство. Перевод с английского второго издания от июля 2005 г. — Н.Новгород: ООО СМЦ «Приоритет», 2007. – 224 с.
5. Перспективное планирование качества продукции и план управления. APQP. Ссылочное руководство. Перевод с английского издания от февраля 1995 г. (с аннотацией ко 2-му изданию от июля 2008 года и перечнем внесенных изменений) — Н.Новгород: ООО СМЦ «Приоритет», 2007. — 128с.
«Управление производством» №3-4, 2009
Действительные
значения регулируемой величины в
реальных САР отличаются от предписанных.
Разность между предписанным и
действительным значениями регулируемой
величины называется ошибкой
регулирования.
∆xз(t)
= xз
– x(t)
– ошибка регулирования
хз
– предписанное (заданное) значение
управляемой величины;
x(t)
– ее текущее значение
В
процессе функционирования САР может
переходить от одного состояния,
принимаемого за исходное, в другое.
Разность между текущими значениями
регулируемой величины и значением,
соответствующим исходному состоянию,
принято называть отклонением регулируемой
величины
∆x0(t)
= x(t)
– x0(t) (1.3)
где
xo
– значение регулируемой величины в
исходном состоянии.
x0(t)
– исходное значение регулируемой
величины.
|
|
|
Рис. |
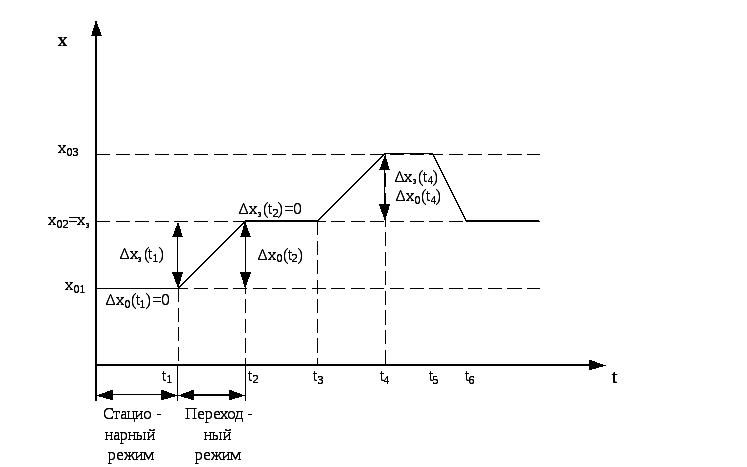
1.4. Статическое и астатическое регулирование
В
зависимости от того, является или нет
ошибка регулирования функцией возмущающего
воздействия в установившемся режиме,
различают статическое
и астатическое
регулирование.
При
статическом регулировании ошибка
регулирования возрастает с увеличением
значения возмущающего воздействия.
Пример статического регулирования
приведен на рис. 1.4, а).
|
|
|
а) |
|
|
|
б) |
|
|
|
в) |
|
Рис. |
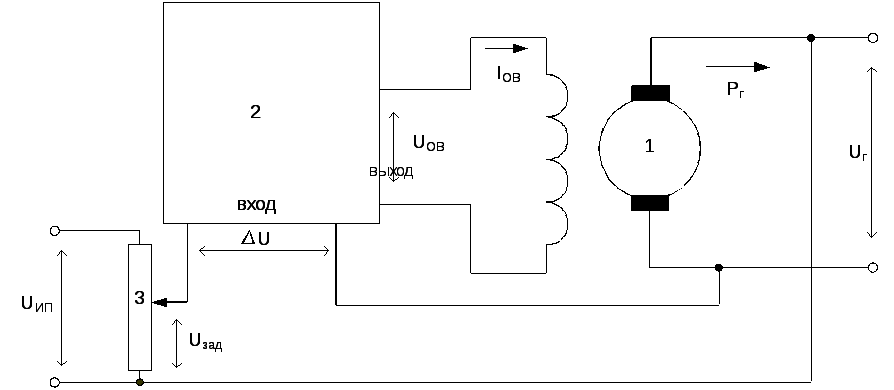
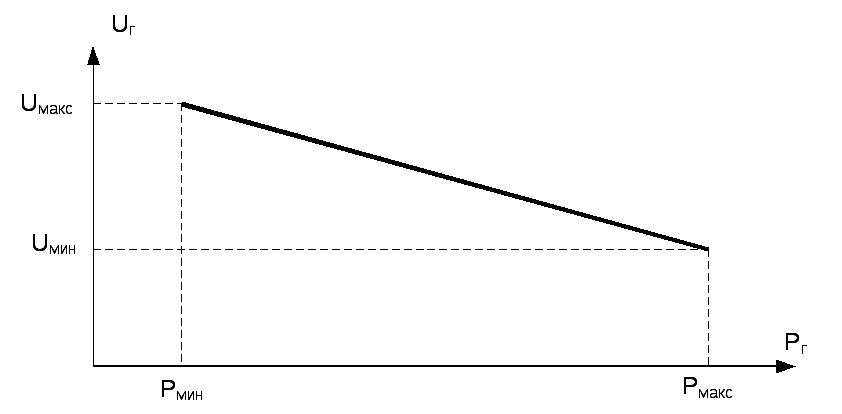
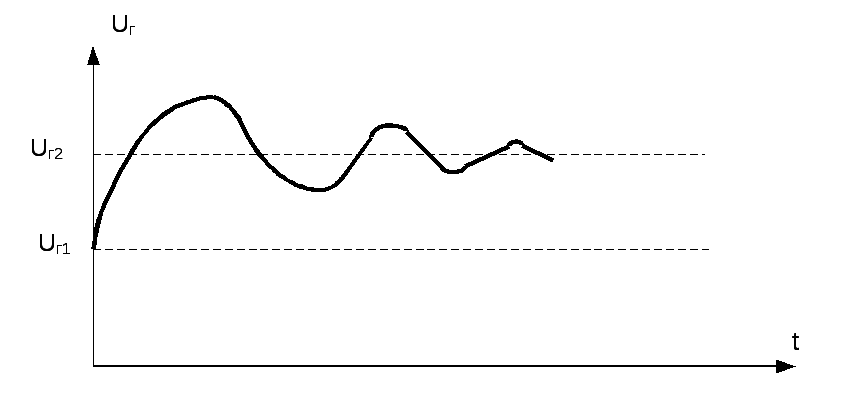
Принцип
действия этого регулятора достаточно
ясно виден из рассмотрения схемы и
особых пояснений не требует. Заметим
лишь, что требуемого возбуждение
генератора 1 осуществляется путем
изменения входного сигнала (ΔU)
электронного усилителя 2. В свою очередь
этот сигнал пропорционален отклонению
регулируемого параметра Uг
от заданного значения Uзад
(ΔU=Uг–Uзад).
Поэтому такое отклонение, т.е. наличие
ΔU,
является неизбежным и должно быть тем
больше, чем больше изменяется величина
внешнего возмущения Pг.
Очевидно, что это отклонение регулируемого
параметра от заданного значения
сохраняется также и в установившемся
режиме.
Рабочая
характеристика (зависимость напряжения
генератора от нагрузки – активной
мощности Pг)
статического регулятора приведена на
рис. 1.4, б).
На
рис. 1.4, в)
показан переходный процесс в системе
при уменьшении нагрузки генератора.
Регулированием
с астатической
характеристикой
называется такое регулирование, при
котором в установившемся состоянии
системы отклонение регулируемого
параметра от заданного значения равно
нулю при любой величине внешнего
возмущения. Равновесие системы имеет
место всегда при заданном значении
регулируемого параметра.
Пример
астатического регулирования приведен
на рис. 1.5, а).
|
|
|
а) |
|
|
|
б) |
|
|
|
в) |
|
Рис. |
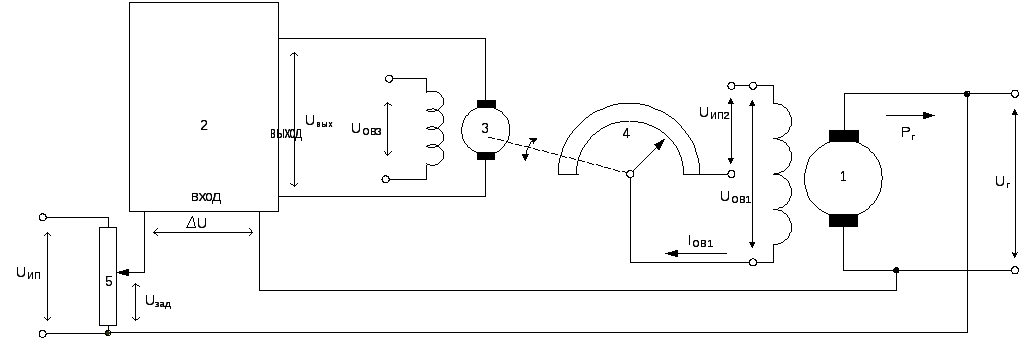
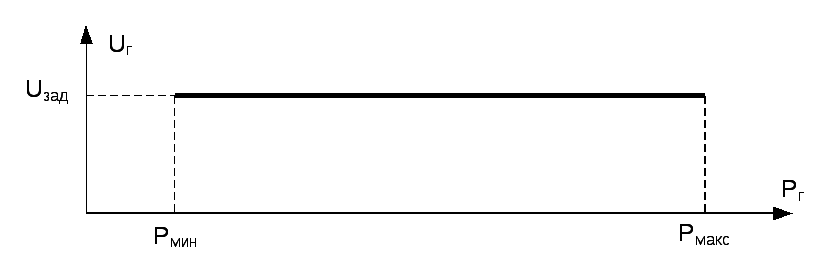
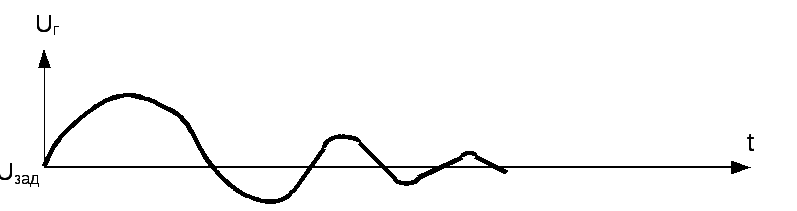
Характеристика
астатического регулятора приведена на
рис. 1.5, б),
а кривая переходного процесса – на рис.
1.5, в).
При
увеличении нагрузки на генераторе, т.е.
увеличении активной мощности генератора
Pг,
уменьшается напряжение на его выводах
Uг,
что приводит к появлению отклонения
регулируемого параметра Uг
от заданного значения Uзад
(ΔU=Uг–Uзад).
Параметр Uзад
задается
регулировочным реостатом 5. При этом
появляется напряжение на якоре двигателя
постоянного тока Uвых,
и двигатель начинает перемещать контакт
регулировочного реостата 4 по часовой
стрелке, что приводит к увеличению тока
возбуждения генератора IОВ1,
а значит, и напряжения на его выводах
Uг.
Параметр Uг
будет увеличиваться до тех пор, пока
ошибка регулирования ΔU
не станет равной 0.
Астатические
САР обеспечивают высокую точность
регулирования. Однако по сравнению со
статическими они являются более сложными
и инерционными, т.е. процессы регулирования
в них являются замедленными.
1.5.
Линейные и нелинейные системы. Линеаризация
уравнений
Системы,
процессы в которых могут быть описаны
линейными дифференциальными уравнениями
с постоянными коэффициентами, называются
линейными.
Для линейных систем применим принцип
суперпозиции, позволяющий рассматривать
независимое прохождение воздействий,
что дает существенное упрощение (рис.
1.6).
|
|
|
Рис. |
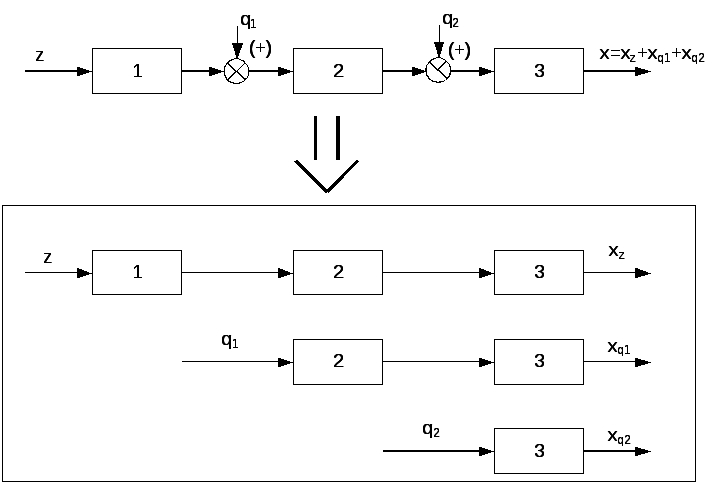
Нелинейной
называется система, для описания
процессов в которой приходится применять
одно или несколько нелинейных уравнений.
К нелинейным относятся уравнения,
коэффициенты которых зависят от значений
переменных величин или их производных,
а также уравнения, содержащие произведения
или степени (выше первой) этих величин.
Строго
говоря, линейных САУ в технике практически
нет или очень мало. Однако большинство
систем при определенных условиях могут
рассматриваться как линейные. Так, если
оценивать поведение системы при малых
отклонениях величин от исходных значений,
то в большинстве случаев имеющей место
нелинейностью можно пренебречь. Такая
возможность имеет математическое
обоснование.
Пусть
имеем некоторую непрерывную функцию
F(x)
(рис. 1.7).
Если
аргумент X
получил приращение ΔX
от исходного значения Xo,
то функция получит приращение ΔF(X).
Новое значение функции F(X)
можно разложить в ряд Тейлора:

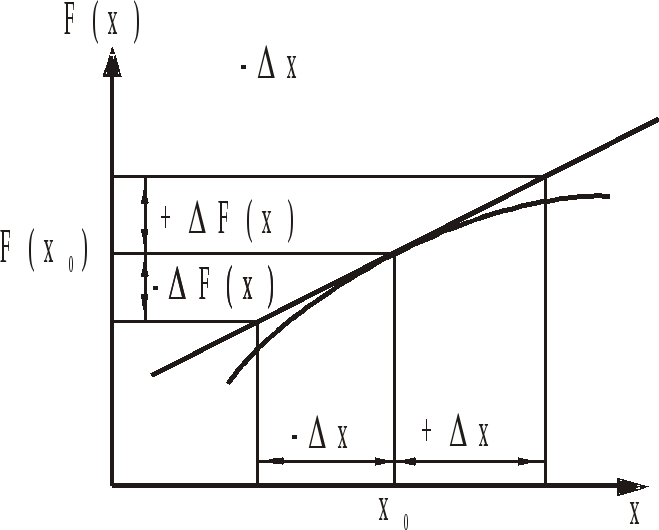
Рис.
1.7. Пример линеаризации нелинейной
функции
При
малых значениях Δx
можно ограничиться только первыми двумя
членами разложения, т.к. остальные имеют
более высокий порядок малости, т.е. можно
считать
![]() ,
,
где
![]() .
.
Теоретически
это означает, что на интервале ±Δx
(рис. 1.6) кривая F(x)
заменяется прямой линией, являющейся
касательной при x=xo.
Таким
образом, если составлять уравнение
системы не для полных значений величин,
а только для отклонений, то эти уравнения
будут линейными. Такая операция называется
линеаризацией
уравнений.
Следует, однако, отметить, что это
справедливо только для тех случаев,
когда нелинейные функции являются
непрерывными и имеют непрерывные
производные при x=xo.
Пример
линеаризации нелинейного элемента
системы.
В
качестве типового элемента, уравнение
которого подлежит линеаризации, возьмем
RL-элемент,
часто встречающийся в электрических
системах регулирования и изображенный
на рис. 1.8, а). Пусть входной и выходной
величинами такого элемента являются
напряжения.
|
|
|
|
а) |
б) |
|
Рис. |
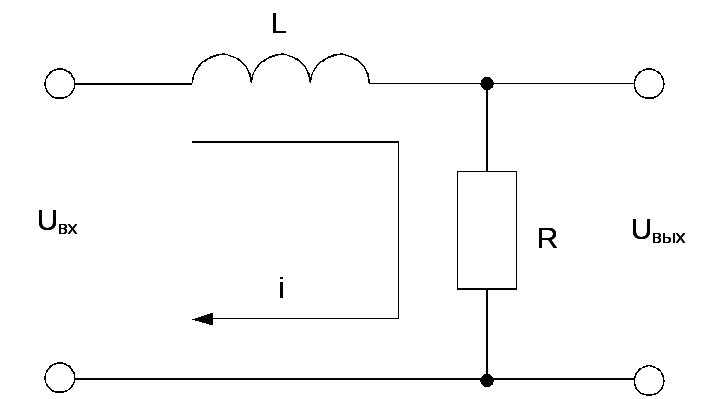
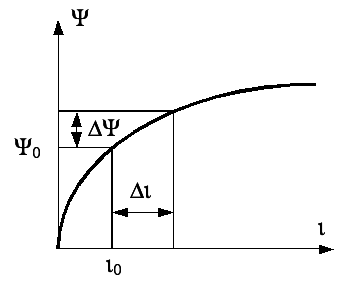
Предположим
сначала, что активные сопротивления и
индуктивность не зависят от протекающего
через них тока, т.е. будем считать, что
элемент является линейным.
Тогда
дифференциальное уравнение элемента
в случае, если потокосцепление
катушки
элементазависит от тока линейно, т.е.
если индуктивность L=/i
не зависит от тока и является величиной
постоянной, имеет вид:
![]()
Обозначив
![]()
и
![]() ,
,
учитывая, что
![]() ,
,
и пользуясь операторной (символической)
формой записи, в которой принято
![]() ,
,
получим:
|
|
(1.3) |
Предположим
теперь, что в рассматриваемом примере
индуктивность зависит от тока и,
следовательно, элемент является
нелинейным. Тогда уравнение (1.3) для
такого элемента неправомерно, ибо
потокосцепление
зависит от тока нелинейно и, следовательно,
L=/i
есть величина переменная. Для
усатновившегося режима элемента при
входном постоянном напряжении uвх
потокосцепление 0
тоже постоянно во времени и, следовательно,
![]() .
.
Тогда можно написать:
![]() .
.
Изменение
входного напряжения повлечет за собой
изменение тока и выходного напряжения.
Текущие
значения uвх
и uвых
и i
можно представить так:
![]() ;
;
![]() ;
;
![]() ,
,
где
Δuвх,
Δuвых
и Δi
– отклонения
соответствующих величин от их
установившихся значений.
Пусть
потокосцепление является нелинейной
функцией тока, как это показано на рис.
1.8, б).
Эту функцию можно разложить в ряд:
|
|
(1.4) |

При
достаточно малых отклонения тока можно
ограничиться первыми двумя членами
ряда. Величина
![]()
определяется тангенсом угла наклона
касательной к кривой, приведенной на
рис. 1.8,б), в
точке с абсциссой i0.
Обозначив
динамическую индуктивность элемента
для тока i0
через Lд,
т. е.
![]() ,
,
можем написать:
![]() .
.
Так
как
![]() ,
,
то будем иметь:
![]() .
.
Исходное
уравнение запишется теперь так:
![]() ,
,
или,
подставляя ранее найденное выражение
для uвых0,
получим:
![]() .
.
Последнее
выражение является линейным дифференциальным
уравнением с постоянными коэффициентами,
которое можно записать в операторной
форме так:
|
|
(1.5) |
где
![]()
и k=1.
Оно
справедливо только для малых отклонений
входной и выходной величины относительно
начального значения uвх0.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Чтобы обеспечить стабильность процессов и константу качества, соответствующую запросам потребителей, мероприятия по предотвращению дефектов должны играть «на опережение».
Текст: Евгений Кочетков, главный специалист ЗАО «Центр «Приоритет», член Международной гильдии профессионалов качества
До середины прошлого века управление качеством осуществлялось на основе принципа обнаружения дефектов. Но пришло время, когда управление качеством уже нельзя свести к отбраковыванию «некондиции». Чтобы обеспечить стабильность процессов и константу качества, соответствующую запросам потребителей, мероприятия по предотвращению дефектов должны играть «на опережение».
Производители дают обет «безбрачия»
Из всего спектра статистических методов раньше применялся только контроль «постфактум» – статистический приемочный контроль. Основной его функцией была фильтрация – отделение партий соответствующего качества от партий несоответствующего качества. В те времена имела право на жизнь концепция оптимальных уровней дефектности и любой производственник на пальцах (или на счетах) объяснил бы вам, что экономически невыгодно вкладывать деньги в мероприятия по предупреждению дефектов, так как затраты на «профилактику» будут больше, чем полученная выгода от сокращения квоты брака и количества рекламаций.
В условиях жесточайшей конкуренции оптимально работать по правилу «ноль дефектов». Потребители не хотят получать продукцию «с брачком», а если такое случается, требуют выяснить причины и устранить их. Например, автосборочные предприятия предъявляют сейчас высокие требования к качеству продукции своих поставщиков, выраженные в PPM (число несоответствий на миллион) или на языке воспроизводимости процессов.
Для того чтобы соответствовать требованиям потребителя, надо изменить принцип управления качеством на предприятии. Вместо обнаружения дефектов надо заниматься их предупреждением. Недаром в отраслевом автомобильном стандарте ISO/TS 16949:2002 сказано: «Цель настоящего стандарта – разработка системы менеджмента качества, обеспечивающей постоянное улучшение, придающей особое значение предупреждению дефектов, снижению изменчивости и сокращению потерь в цепочке поставки».
До сих пор на многих предприятиях основным методом управления качеством продукции остается обнаружение дефектов. Контролеры и рабочие, проверяя изделия на соответствие установленным требованиям, отделяют годную продукцию от брака в процессе производства. На входном и выходном приемочном контроле предпринимаются попытки отфильтровать партии соответствующего качества от брака. Увы, при таком способе управления качеством дефектные изделия будут всегда, потому что:
- есть источники (причины) изменчивости, приводящие к появлению брака;
- при проверке соответствия требованиям можно допустить ошибки: годное изделие признать несоответствующим (и наоборот);
- дефекты являются сигналами системы управления качеством продукции и процессами производства и поэтому… нужны ей. А поскольку они являются неотъемлемой частью системы, то и их периодическое возникновение имеет системный характер.
Вот почему целесообразно разрабатывать и внедрять систему управления производством на основе принципа предупреждения отказов и дефектов. А для этого применяют систему методов, в том числе и статистических. Специально подчеркиваю словосочетание «система методов», так как они взаимосвязаны и применяются комплексно. В статье немало внимания уделяется именно методологии предупреждения отказов, потому что применение методов по отдельности, без налаживания системных связей между ними, – малоэффективное и затратное дело. Чаще всего такой подход приводит к разочарованию специалистов и менеджеров из-за отсутствия реального результата.
Некогда пилу точить, потому что пилить надо!
Почему же нет результата? Да потому, что для улучшения процесса его надо изменить. А для того чтобы изменить процесс, его надо прежде всего ОСТАНОВИТЬ!!! Производственный план и обязательства перед потребителями зачастую не позволяют это сделать. Зато экономическая рецессия, дающая возможность остановить «бег с препятствиями» и оглядеться, – самое лучшее время для улучшения производственных процессов.
Многие предприятия сейчас сокращают объемы производства на 30–50%, переводят специалистов на неполную рабочую неделю, а то и вообще отправляют в отпуск без содержания. Наступает идеальный период для изменений. Поэтому собирайте команды лучших специалистов. Ставьте перед ними цели реального улучшения процессов. Поддерживайте людей, воодушевляйте их, обучайте, пока есть время, вознаграждайте за успехи. И тогда брак и дефекты станут для вас исключением, а не правилом.
Лучший способ борьбы с браком – профилактика
Умеем ли мы предупреждать отказы? Безусловно, да!
Приведу пример. У вас подрастает ребенок. Он становится самостоятельным и хочет гулять во дворе со взрослыми. Вы изготавливаете для ребенка первый в его жизни ключ, учите открывать и закрывать входную дверь и торжественно вручаете символ самостоятельности… на шнурке или брелоке. Вы не ждете, когда ребенок потеряет ключ, вы предупреждаете инцидент. Шнурок для ключа – это средство предупреждения отказа.
К сожалению, деятельность по предупреждению отказов на предприятиях не всегда носит осознанный и системный характер. Для того чтобы реализовать принцип предупреждения отказов, надо изменить объект управления. Вместо управления дефектами и отказами надо управлять их причинами.
Для разработки мер по управлению причинами введем следующие классификации.
По источникам:
- конструктивные причины;
- технологические причины.
По возможности влияния на причины:
- устранимые причины;
- неустранимые причины.
Неустранимые причины – это источники изменчивости функционирования изделия или процесса производства продукции. В табл. 1 приведены примеры причин в соответствии с введенной классификацией.
Таблица 1. Примеры причин в соответствии с классификацией
|
Источник |
Причина |
|
|
Устранимая |
Неустранимая |
|
|
Конструкция |
Неправильно заданы требования к диаметру вала Неправильно выбран материал |
Износ тормозных колодок Расход картриджа в принтере |
|
Технология |
Неправильно подобрана скорость подачи Не разработана рабочая инструкция |
Износ оснастки Снижение концентрации гальванического раствора |
Устранимые причины надо выявить на этапах проектирования продукции и разработки технологии и устранить.
Неустранимые причины надо выявить на этапах проектирования продукции и разработки технологии и управлять ими в процессах производства и эксплуатации продукции.
Для управления неустранимыми причинами разрабатывают планы управления.
Гром не грянет, производитель не перекрестится
План управления (control plan) как инструмент получил широкое распространение в автомобильной промышленности. В последние годы российские предприятия, в особенности те, кто сотрудничает с квалифицированными зарубежными потребителями, также применяют этот инструмент.
Суть «работы» этого инструмента – описать систему методов управления процессами изготовления продукции. В систему включаются статистические методы (выборочный контроль, настройка процесса по первым изделиям, карты регулирования и т. д.).
План управления также описывает, что и с какой периодичностью надо измерять в процессе производства и какие действия надо совершать на основании полученных результатов. Изготовители современного оборудования для промышленных предприятий встраивают в станки соответствующий функционал по управлению причинами возможных отказов.
Приведу пример процесса, который есть в любой компании, независимо от профиля, численности и формы собственности. Как правило, им управляют на основе принципа обнаружения дефектов. Это знакомый всем нам процесс печати материалов на принтере.
Одной из основных неустранимых причин данного процесса является израсходование тонера в картридже. В принтер встроен счетчик количества напечатанных страниц, в инструкции по эксплуатации указано количество напечатанных страниц, после которого надо менять картридж. Это и есть план управления причиной возникновения дефектов под названием «Израсходование тонера». Но мы все равно ждем до тех пор, пока напечатанный текст невозможно будет прочитать из-за плохого качества печати! И только тогда заменяем картридж. В общем, гром не грянет – мужик не перекрестится. В управлении качеством, к сожалению, действует та же «страусиная политика».
Кто-то считает, что такое управление выгодно из-за дороговизны картриджа. Я не согласен, и объясню почему.
По закону подлости картридж кончается тогда, когда надо распечатать очень важный документ или материал. Сто к одному, что это произойдет либо поздно вечером, либо тогда, когда закончатся все рабочие картриджи. Возможно, по этой причине произойдет какой-то сбой или срыв. А этих потерь никто не считает.
Реализация принципов предупреждения отказов предполагает применение системы взаимосвязанных методов, в том числе статистических. Рамки статьи не позволяют подробно рассмотреть методологию предупреждения отказов на всех этапах жизненного цикла продукции. Поэтому ограничимся рассмотрением этапов разработки технологии и производства продукции. Желающим более подробно познакомиться с методологией предупреждения отказов рекомендую прочитать книгу «Диалоги о предупреждении отказов».
Залог качества продукции
Цель технологического процесса – производить продукцию в соответствии с требованиями к ее характеристикам. Результатом разработки технологического процесса являются последовательность операций, перечни необходимого оборудования, оснастки, инструмента, режимы и т. п.
По окончании данного этапа изготовитель должен быть уверен в том, что если процесс будет выполняться в соответствии с технологией, то вся изготовленная продукция будет соответствовать техническим требованиям. Для этого надо предпринять следующие меры предупреждения технологических причин отказов.
- Установить устранимые и неустранимые технологические причины или проверить их отсутствие.
- Разработать меры по исключению устранимых технологических причин за счет изменения технологии.
- Определить характер и степень влияния неустранимых технологических причин.
- Разработать план управления неустранимыми технологическими причинами.
- Управлять неустранимыми технологическими причинами на этапе производства продукции.
Технологический процесс разрабатывает межфункциональная команда из специалистов (конструкторы, технологи, работники ОТК, метрологи, механики и т. д.), которая на основании знаний и опыта участников может создать модель влияния причин на возможные отказы. Рекомендую для этого воспользоваться методом QFD (структурирование функции качества), а точнее одним из его инструментов – матрицей влияния.
В табл. 2 приведен пример матрицы влияния для операции «Шлифование вала» (это часть матрицы, описывающая влияние причин на создание наружного диаметра вала). Кроме того, операция прямо влияет на качество наружной поверхности вала.
Таблица 2.
Пример матрицы влияния для операции «Шлифование вала»
|
Функция операции |
Отказ |
Параметры операции |
Неустранимые причины |
|||
|
Скорость резания |
Стойкость инструмента |
Изменчивость твердости инструмента |
Износ инструмента |
|||
|
Наружный диаметр |
Завышен |
+ |
+ |
+ |
+ |
|
|
Занижен |
+ |
+ |
+ |
|||
|
Биение |
+ |
|||||
|
Конусность |
+ |
|||||
С выполнением функции «Создание наружного диаметра» связаны потенциальные отказы невыполнения этой функции, а именно:
- диаметр завышен;
- диаметр занижен;
- биение;
- конусность.
Далее в названиях столбцов указаны параметры операции и неустранимые причины, которые могут привести к отказам. Знаком «+» указана связь параметров и причин с потенциальными отказами. Указание связи важно для исследования причин. В тех случаях, когда мы не можем измерить непосредственно причину (например, износ), можно измерять связанную с причиной характеристику продукции, в данном случае –наружный диаметр.
Через параметры операции формулируются потенциальные устранимые технологические причины. Например, для параметра «Скорость резания» можно сформулировать потенциальную устранимую технологическую причину («Неправильно заданы требования к скорости резания»).
Применяя метод анализа видов и последствий потенциальных отказов, оценивают и анализируют риск причины «Неправильно заданы требования к скорости резания». Если риск велик, то необходимо устранить причину появления дефекта. Например, пересмотреть требования к скорости резания.
На этапе разработки технологии особое внимание надо уделить неустранимым причинам. Напомню, неустранимые технологические причины – это источники изменчивости процесса производства продукции, приводящие к производству брака, если этими причинами не управлять или управлять неэффективно.
Неустранимых технологических причин или источников изменчивости очень много. Это неоднородность исходных материалов, изменчивость в работе оборудования (биение, люфты, вибрация), износ оснастки, изменчивость свойств смазки и охлаждающей жидкости, загрязнение рабочих поверхностей, изменчивость температуры, влажности, давления внешней среды, изменчивость в работе персонала, включая разный опыт и навыки рабочих, и т. д.
Очевидно, что всеми источниками изменчивости управлять невозможно. В этой ситуации на помощь приходит принцип Парето, который гласит, что восемьдесят процентов проблем создаются двадцатью процентами причин. Исходя из этого, введем еще несколько принципов предупреждения отказов и дефектов, которые помогут нам в дальнейшем выстроить систему управления процессом.
Причины брака. С какими бороться?
Существуют немногочисленные источники изменчивости, оказывающие сильное воздействие на процесс и требующие управления в процессе производства. Назовем такие источники особыми причинами.
Но есть немало источников изменчивости, которые оказывают слабое воздействие на процесс. Управлять ими по отдельности экономически невыгодно. Назовем такие источники обычными причинами.
Разделение источников изменчивости на особые и обычные причины, конечно, условно. Для многих производственных процессов небольшие изменения характеристик внешней среды, например влажности, не приведут к производству брака. Но вот при производстве трехслойного безопасного автомобильного стекла изменение влажности при закладке пленки может привести к потере оптических свойств готовой продукции.
Для металлургии причина брака «У людей выпадают волосы» попросту невозможна, да и несущественна. Металлургам этой причиной возникновения дефектов управлять не надо. А вот для пищевиков это вечная головная боль и повод для разработки плана управления!
Несмотря на условность деления причин на особые и обычные, такая классификация причин конструктивна, так как позволяет сформулировать следующие принципы управления процессом. «Не надо вмешиваться в процесс, если изменения вызываются обычными причинами». Реализуя этот принцип при управлении процессом, мы защищаемся от типичной ошибки – излишней зарегулированности процесса, что препятствует его гибкости.
Другой принцип – «надо вмешаться в процесс, если его изменения вызваны особыми причинами» – связан с защитой от другой проблемы – ошибки незамеченной «разладки».
Действительно, если действуют особые причины, надо внести в процесс соответствующие коррективы, потому что мы планировали управлять этими причинами. Но как отличить влияние особых причин от влияния обычных? Для этого вводится следующее модельное предположение. Будем считать, что суммарное влияние обычных причин на процесс постоянно и неизменно во времени.
Данное предположение (несмотря на его условность, связанную с моделированием процесса) позволяет установить реальную физическую грань между влиянием обычных и особых причин на изменчивость характеристик процесса. Для этого надо оценить изменчивость процесса от обычных причин, которыми мы не управляем.
Квалифицированные потребители устанавливают требования к такой изменчивости через требования к индексам воспроизводимости. Часто применяется требование: изделия не должны отличаться друг от друга более чем на 10% ширины поля допуска. При таком требовании зона в плюс-минус 30% ширины поля допуска от середины допуска считается зоной влияния обычных причин, как показано на рис. 1.
![]()
Рис. 1. Зона влияния обычных причин. Малая изменчивость процесса
На рис. 1 представлены относительные требования к наружному диаметру вала. За номинальное значение (середина допуска) принято Т = 0.
Установлены требования по допустимым отклонениям от номинала: нижняя граница допуска Тн = — 10 мкм, верхняя граница Тв = + 10 мкм. Точками обозначены результаты замеров диаметра пяти валов в условиях влияния обычных причин. На этом же рисунке установлены границы влияния обычных причин от — 6 мкм до + 6 мкм.
Если значение результата замера наружного диаметра одного из изготовленных валов будет за пределами этих границ, это будет сигналом влияния особых причин и, следовательно, сигналом необходимости вмешаться в процесс.
Если замер диаметра не выходит за эти границы регулирования, не надо вмешиваться в процесс, так как тут действуют обычные причины.
Итак, мы ввели критерий различия влияния особых и обычных причин. Далее необходимо разработать меры по управлению особыми причинами. Для этого надо знать характер и степень их влияния на процесс.
Под характером влияния особых причин понимаются тенденции изменения характеристик продукции во времени (постепенные, скачкообразные, периодические).
В рассматриваемом примере с валом неустранимая причина «Износ инструмента» приводит к постепенному возрастанию наружного диаметра. Это называют также положительным трендом, или дрейфом. Неустранимая причина «Изменчивость твердости инструмента» может привести к смещению настройки процесса (скачок настройки) при замене инструмента.
Под степенью влияния особых причин понимается скорость тренда при постепенном влиянии, величина изменения при скачкообразном влиянии. При периодическом характере влияния важно знать его амплитуду и частоту.
В зависимости от характера и степени влияния применяют разные меры управления особой причиной. Рассмотрим их на примере износа инструмента.
Если влияние износа значимо в пределах рабочей смены, то нужно периодически измерять диаметр вала и настраивать оборудование. Если износ в пределах смены незначителен, возможно, достаточно настраивать оборудование по первым изделиям в начале смены или менять инструмент.
Например, в компании Lear, изготавливающей сиденья для автомобилей, особой причиной «Износ швейной иглы» управляют простой заменой иглы в начале каждой смены. При штамповочных операциях износившуюся оснастку меняют после установленного числа рабочих циклов.
Для рассматриваемого примера с валом характер влияния особой причины «Износ инструмента» очевиден – это постепенное возрастание наружного диаметра. Для управления износом надо определить скорость возрастания диаметра. Для этого был запланирован и проведен эксперимент с замерами наружного диаметра у каждого десятого вала (всего изготовили 200 ед.). Для обработки и анализа полученных данных были использованы статистические методы, а именно – карты индивидуальных значений и скользящих размахов, индекс воспроизводимости Ср.

Рис. 2. Карта индивидуальных значений замеров наружного диаметра
На рис. 2 представлена карта индивидуальных значений наружного диаметра вала. В соответствии с полученными данными скорость тренда увеличения диаметра составила 10 мкм за время шлифования 200 валов, или 0,05 мкм/ед. Изменчивость от обычных причин составила 1,25 мкм, индекс Ср = 2,67. На карте индивидуальных значений показана серия возрастающих точек (тренд с 3-й точки по 12-ю), подтверждающая значимое влияние износа инструмента на диаметр вала.
По полученным статистическим данным был разработан план управления износом инструмента. В руководстве по перспективному планированию качества продукции рекомендована типовая форма плана управления. Ниже в качестве примера приведены выдержки из плана управления для шлифовальной операции.
- Измерять наружный диаметр каждого 40-го вала с помощью микрометра с разрешающей способностью 0,1 мкм.
- Если результат замера превышает + 7 мкм от номинала, то необходимо остановить процесс и произвести настройку.
- Проверить с помощью калибра соответствие диаметров валов, изготовленных между двумя последними измеренными валами.
В рассмотренном выше примере операции шлифования вала изменчивость от обычных причин малая (см. рис.1), позволяющая управлять процессом, не изготавливая брака. На практике гораздо чаще встречаются ситуации с высокой изменчивостью процесса от обычных причин. Такая ситуация представлена на рис. 3.

Рис. 3. Большая изменчивость от обычных причин. Низкая воспроизводимость процесса
При таком влиянии обычных причин (которыми мы не управляем) периодически будет изготавливаться несоответствующая продукция (с характеристиками, выходящими за пределы поля допуска). Если в такой ситуации ничего не менять, то производство понесет большие потери и затраты, связанные с выбраковкой и исправлением продукции, работой по рекламациям, снижением производительности из-за частых остановок процесса для настройки. В таком случае я рекомендую следующее:
- если изменчивость от влияния обычных причин большая, то необходимо среди обычных причин выявить причины с наибольшим влиянием;
- выявленные причины надо перевести в группу особых причин и разработать меры по управлению ими;
- если невозможно или экономически нецелесообразно снижать изменчивость, можно пойти на расширение поля допуска, контролируя, чтобы это не привело к отказам в работе изделия у потребителя.
Планы управления производством продукции являются объектами постоянного улучшения, которое направлено в первую очередь на снижение частоты ошибок излишней регулировки и незамеченной «разладки».
Расширение поля допуска до ситуации, приведенной на рис. 3, позволит управлять процессом без изготовления несоответствующих изделий и затрат, связанных с ошибкой излишней регулировки. Но расширение поля допуска возможно только тогда, когда есть уверенность, что это не приведет к отказам готовой продукции у потребителя. Вот поэтому для рассмотрения подобных вопросов в межфункциональную команду по разработке планов управления причинами возникновения отказов включают конструкторов.
Вероятность того, что, отвергая нулевую гипотезу, мы совершаем ошибку (первого рода), которая численно равна уровню значимости а, задаваемому при проверке гипотезы. [c.205]
Случай, когда РН, п> РНО,П определены, называется случаем двух простых гипотез. В [12] показано, что для данного случая существует наилучший критерий, т. е. что всегда можно определить с как функцию ошибки первого рода и что [c.89]
Очевидно, что уровень значимости q — это вероятность ошибки первого рода. Если он чрезмерно велик, то в основном ущерб будет связан с ошибочным отклонением верной гипотезы Н0, если же он чрезмерно мал, то ущерб будет возникать от ошибочного принятия ложной гипотезы Н0. На практике в качестве [c.70]
Ошибки первого рода определяются на уровне менеджмента, реально сложившемся на [c.37]
Если qn > q, то возникает ошибка первого рода и, наоборот. [c.155]
Вероятность совершить ошибку первого рода принято обозна- [c.63]
Ошибка первого рода возникает, когда процесс находится в [c.149]
При проверке гипотезы Я0 против Я, возможны два рода ошибок. Ошибки первого рода — это ошибка, когда принимается не- [c.58]
Все выборочные методы контроля качества связаны с риском ошибок. Существует риск ошибочного отклонения годной партии (в терминах статистики ошибка первого рода) и риск ошибочного принятия негодной партии (ошибка второго рода). Поскольку в первом случае дополнительные расходы несет производитель, риск называется риском производителя. Принятие бракованной партии имеет те же последствия для другой стороны, поэтому риск второго рода называют риском покупателя. [c.250]
Ошибка первого рода 256 [c.480]
Ошибки первого рода должны предотвращаться агентствами-исполнителями с ошибками второго рода сложнее, так как исполнителю их трудно об- [c.31]
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий, ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию. [c.225]
При использовании критерия К. Пирсона, как и в случае применения других критериев, возможны два рода ошибок. Ошибка первого рода состоит в отклонении верной гипотезы, а ошибка второго рода — в принятии неправильной. Для иллюстрации на рис. 43 показаны кривые плотности распределения вероятности величины х2 в случаях, когда проверяемая гипотеза верна — кривая 1, и когда неверна — кривая 2. Если вероятности, с которой выносится решение, соответствует значение х20 ю при всех Х < х о гипотеза будет приниматься, а при всех х2 > х.2, — отклоняться. Вероятности ошибок первого и второго родов при этом [c.108]
Мы проанализируем АЩ1)-разности логарифмических прибылей для рынков капитала. АК(1)-разности используются для устранения — или, по крайней мере, для сведения к минимуму — линейной зависимости. Как мы видели в Главе 5, линейная зависимость может сместить показатель Херста (и может заставить его выглядеть значимым, когда нет процесса с долговременной памятью) т.е. вызвать ошибку первого рода. Используя АК(1)-разности, мы сводим смещение к минимуму, и, будем надеяться, делаем результаты незначительными. Такой процесс часто называют, предварительным отбеливанием или удалением трендов. Мы будем использовать последний термин. Удаление трендов не подходит для всех статистических испытаний, хотя кажется, что оно используется почти волей-неволей. Для некоторых испытаний удаление трендов может скрыть значимую информацию. Однако в случае R/S-анализа удаление трендов устранит сериальную корреляцию, или кратковременную память, а также инфляционный рост. Сериальная корреляция представляет проблему для очень высокочастотных данных, таких как пятиминутные прибыли. Инфляционный рост является проблемой для низкочастотных данных, таких как 60 лет месячных прибылей. Однако, как мы увидим, для R/S-анализа процесс с кратковременной памятью представляет гораздо большую проблему, чем проблема инфляционного роста. Мы начинаем с ряда логарифмической доходности [c.110]
Как видно по таблице, для реально встречающихся на практике распределений (см. [14, п. 6.1.11]) истинная ошибка первого рода может быть очень большой, в несколько раз превышая нормальную ошибку в 5%. [c.397]
Применительно к задаче статистического регулирования ошибка первого рода состоит в том, что налаженный процесс будет принят за разлаженный и он будет необоснованно остановлен для корректировки, когда в этом нет необходимости. Ошибка второго рода в этой задаче состоит в том, что разлаженный процесс будет принят за налаженный, что приведет к выпуску бракованной продукции. [c.25]
Вероятность совершить ошибку первого рода принято обозначать через а, а вероятность совершить ошибку второго рода — через р. Для задачи статистического регулирования а называется риском излишней наладки, ар — риском незамеченной разладки. Критическими точками (границами) называют точки, отделяющие критическую область от интервала — области принятия гипотезы. Различают одностороннюю (правостороннюю или левостороннюю) и двустороннюю критические области. Правосторонней называют критическую область, определяемую неравенством К>Ккр, где К — статистика критерия, Кщ, — положительное число (рис. 2.3). [c.25]
С этой целью задаются достаточной малой вероятностью — уровнем значимости а (это то же, что и вероятность совершения ошибки первого рода). Затем ищут критическую точку Ккр, исходя из требования, чтобы при условии справедливости нулевой гипотезы вероятность того, что критерий К примет значение большее /СкР, была бы равна принятому уровню значимости [c.26]
Как следует из неравенства (3.89) и (3.93), события Л и S не являются независимыми (поскольку в указанные неравенства входит одна и та же величина Дт). Поэтому на основании выражений (3.90) и (3.93) вероятность ошибки первого рода определится как [c.161]
Поэтому, несмотря на отсутствие отклонений в технологическом процессе, границы регулирования на контрольной карте могут быть нарушены вследствие ошибочной оценки ( риск излишней наладки ). Это называется ошибкой первого рода. Поскольку расстояние между средней линией и границами регулирования обычно составляет 3 сигмы (три средних квадратических отклонения), вероятность риска ошибки первого рода составляет 0,3%. [c.74]
Если сузить диапазон границ регулирования, то ошибки второго рода сократятся, однако ошибки первого рода увеличатся. Если же расширить границы регулирования, то ошибки первого рода уменьшатся, тогда как ошибки второго рода возрастут. Отсюда вытекает, что рациональное и экономичное сочетание этих двух аспектов является сущностью установления границ регулирования. [c.74]
Последствия ошибок первого и второго рода весьма различны. Ошибка первого рода требует от аудитора или экономического субъекта дополнительной работы по уточнению факта и характера обнаруженных недостатков бухгалтерского учета или системы внутреннего контроля. После дополнительных исследований истина обычно устанавливается. [c.216]
Ошибка первого рода — ошибка биометрической системы, принявшей зарегистрированного легального пользователя за злоумышленника. [c.449]
Ошибка первого рода состоит в том, что будет отвергнута правильная нулевая гипотеза. [c.71]
Гипотеза Но отклоняется Ошибка первого рода Правильный вывод [c.72]
В большинстве случаев последствия указанных ошибок неравнозначны. Первая приводит к более осторожному, консервативному решению, вторая — к неоправданному риску. Что лучше или хуже — зависит от конкретной постановки задачи и содержания нулевой гипотезы. Например, если Н0 состоит в признании продукции предприятия качественной, и допущена ошибка первого рода, то будет забракована годная продукция. Допустив ошибку второго рода, мы отправим потребителю брак. Очевидно, последствия второй ошибки более серьезны с точки зрения имиджа фирмы и ее долгосрочных перспектив. [c.72]
Вероятность совершить ошибку первого рода принято обозначать буквой а, и ее называют уровнем значимости. Вероятность совершить ошибку второго рода обозначают / . Тогда вероятность несовершения ошибки второго рода (1 — р) называется мощностью критерия. [c.72]
Обычно значения а задают заранее круглыми числами (например, 0.1 0.05 0.01 и т. п.), а затем стремятся построить критерий наибольшей мощности. Таким образом, если а = 0.05, то это означает, что исследователь не хочет совершить ошибку первого рода более чем в 5 случаях из 100. [c.72]
На практике для построения тестов часто используют следующий подход. Предположим, что можно найти такую статистику tn = tn(Xi,…, Хп), что если гипотеза Щ верна, то распределение случайной величины tn известно (например, табулировано). Тогда для заданного значения а ошибки первого рода можно найти такую область Ка, что P(in Ка] = 1 — а (подчеркнем, что вероятность вычисляется в предположении, что верна нулевая гипотеза). Тогда тест определяется следующим образом [c.540]
При желании можно повысить «подозрительность» нейросети, обеспечив точность выявления банкротов вплоть до 99% — за счет снижения требований к ошибкам второго рода (класификации нормальной фирмы как банкрота). Это достигается путем увеличения веса ошибки первого рода (класификации банкрота как нормальной фирмы). В зависимости от конкретной практической задачи «подозрительность» сети можно произвольно регулировать. [c.188]
Вероятность ошибки первого рода, т.е. вероятность попада- [c.65]